脱硫系统吸收塔浆液偏黑及pH值偏低处理
2017-09-16朱洪鹏
朱洪鹏
(大唐石门发电有限责任公司,湖南 石门 415300)
脱硫系统吸收塔浆液偏黑及pH值偏低处理
朱洪鹏
(大唐石门发电有限责任公司,湖南 石门 415300)
#2机运行,#1机停机一个月后开机,机组按正常程序投运脱硫系统。脱硫系统投运后发生浆液偏黑,脱水效果不好,后续发生pH值偏低,增加进浆量pH值调整无效等问题。经处理恢复到正常值。
石灰石浆液偏黑;异常处理; pH值下降;浆液置换
随着国家政策对环保问题的日益重视,火电企业在脱硫、脱硝、除尘几方面进行了大量的投入,提高了设备的稳定性,同时也对设备运行提出了更高的要求,如取消了烟道旁路等,使得环保设备的运行管理面临着较大的压力。正常开机后,脱硫设备必须保持稳定运行,不能发生严重影响主机运行的事故,因此对石灰石浆液品质提出了更高的要求。在脱硫设备运行中,浆液品质异常的处理只能在设备运行过程中进行,不允许退出脱硫设备进行处理。
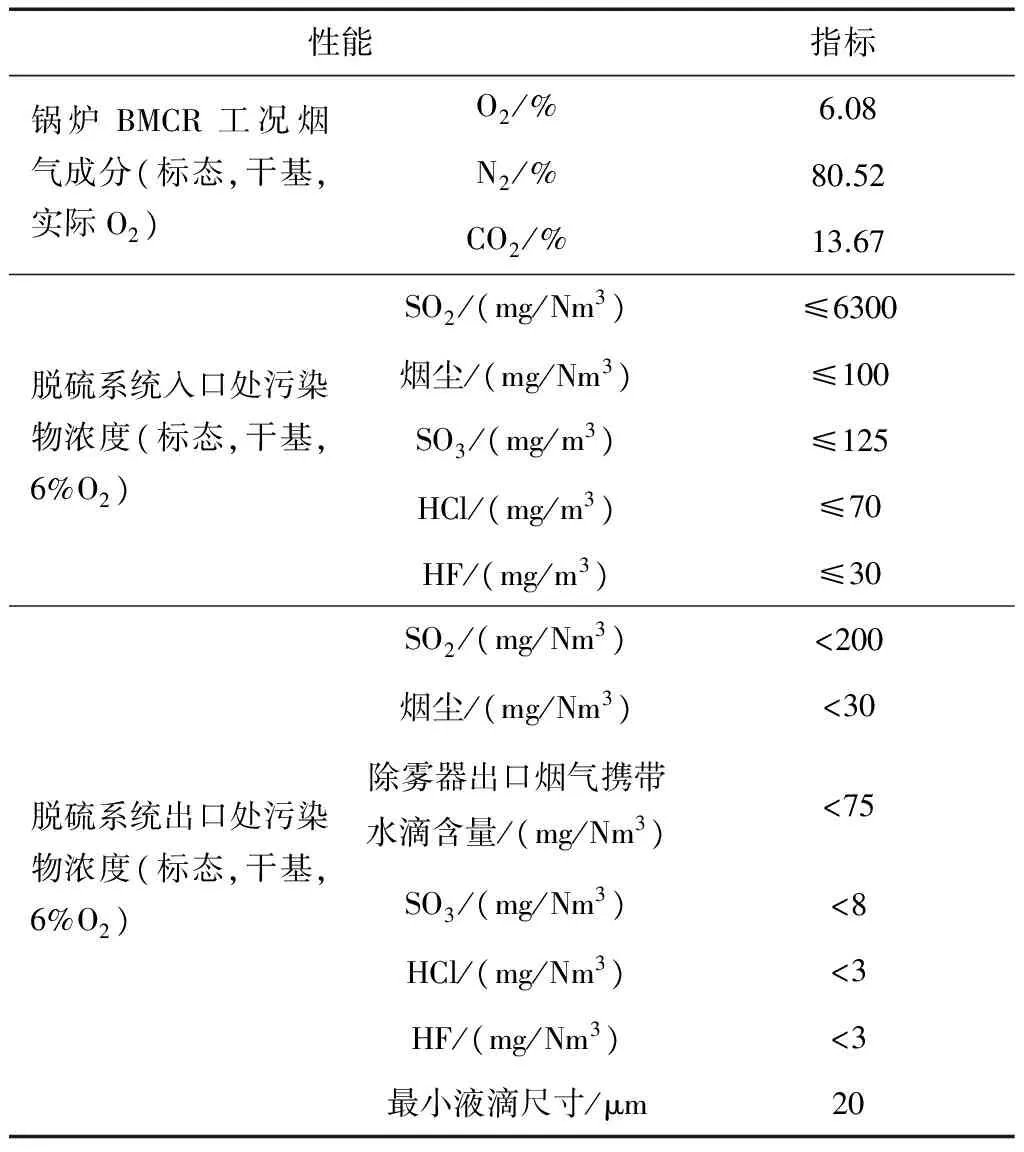
表1 石门电厂机组FGD主要性能指标
某火力发电公司#1、#2机组(2×330MW)烟气采用石灰石-石膏湿法脱硫工艺,烟气脱硫效率不低于97%。脱硫剂为石灰石(CaCO3)浆液,与烟气中的SO2接触后发生化学反应生成亚硫酸钙,并就地强制氧化为石膏,石膏经两级脱水处理排出。#1、#2吸收塔都分为主塔和辅塔。从#1、#2锅炉排出的原烟气经引风机升压后,分别进入#1、#2吸收塔,浆液循环泵将吸收塔下部的浆液打入上部的喷淋母管,再通过支管、喷嘴变为细小的浆液液滴落下,原烟气自下而上流动时,烟气中的SO2与自上而下的石灰石浆液液滴在相遇过程中发生化学反应生成亚硫酸钙,并在吸收塔反应池中被氧化风机鼓入的氧气强制氧化为硫酸钙。脱硫后的净烟气温度为48~50℃,直接送入烟囱排向大气。
1 事件经过
#2机运行,#1机停机一个月后开机,机组按正常程序投运#1脱硫系统。开机后8 h,#1吸收塔浆液密度上涨至1160 kg/m3,正常投运脱水系统,此时发现#1系统浆液偏黑,同时石膏脱水效果不好。排除其他因素后确认为浆液品质异常,按规定立即进行浆液置换处理:吸收塔补水至高液位(11.4 m)后开始进行排浆,排浆2 m后再进浆、补水,重复以上操作,进行多次排浆置换。48 h后,浆液品质基本无变化,效果仍不理想,并且造成浆液pH值下降至5.0左右(正常运行时按5.3~5.8控制)。通过连续最大进浆量进浆2 h,浆液pH值无变化。
后续发生pH值偏低,增加进浆量pH值调整无效等问题。
浆液化验结果显示浆液中含有较多的CaSO3·1/2H2O,石膏化验结果也显示石膏中CaSO3·1/2H2O含量超标。
1.1 原因分析
1.1.1 引起吸收塔浆液品质异常的原因
(1)#1炉吸收塔浆液在停机后倒至#1、#2事故浆液箱,因浆液量较大,密度偏高,对#1事故浆液箱浆液进行了石膏脱水处理。#1机停机一个月,浆液一直存放于事故浆液箱中,存放时间过长,导致事故浆液箱中的浆液品质发生变化,浆液发臭;
(2)事故浆液箱中品质恶化浆液未及时发现,在开机前未采取措施,而是将事故浆液箱中浆液全部倒至吸收塔,导致开机后发现浆液品质异常,脱水效果不佳;
(3)开机后为保证脱硫总排口烟气含硫量在正常范围内,吸收塔必须保证运行,对品质已恶化浆液只能在运行中处理。导致浆液置换只能部分进行,置换效果不佳。
1.1.2 引起浆液pH值下降的原因[1]
吸收塔浆液pH值偏低,在烟气含硫量正常范围变化时,同过连续加入新浆液,而pH值变化缓慢,可能存在以下原因:
(1)由于机组烟气量或吸收塔进口原烟气SO2浓度突变,造成吸收塔内反应加剧,CaCO3含量减少,pH值下降。开机后吸收塔入口烟气量及烟气含硫量均在正常范围内波动,排除了浆液吸收SO2过多,引起CaCO3含量减少,造成pH值下降的可能性。
(2)吸收塔浆液密度高没有及时外排,浆液中的CaSO4·2H2O饱和会抑制CaCO3溶解反应。开机后根据浆液密度,脱水系统按要求启动,#1吸收塔密度没有发生过高现象,没有发生CaSO4·2H2O饱和,排除了CaSO4·2H2O饱和抑制CaCO3溶解的可能性。
(3)电除尘后粉尘含量高或重金属成分高,在吸收塔浆液内形成一个稳定的化合物,附着在石灰石颗粒表面,影响石灰石颗粒的溶解反应,导致石灰石浆液对pH值的调解无效。石门电厂入口烟气含量较低(<30 mg/Nm3),排除了粉尘引起浆液中毒的可能性。
(4)工艺水水质差,系统中的氯离子浓度高;石灰石品质差,引起吸收塔浆液发生石灰石盲区。石门电厂#1、#2脱硫系统公用一个工艺水水箱,公用一个石灰石浆液箱,#2吸收塔浆液品质正常,可以排除工艺水、石灰石品质差引起浆液品质异常的可能性,可以排除该因素引起pH值低的可能性。)
(5)氧化不充分引起亚硫酸盐致盲;根据化验结果亚硫酸盐含量偏高,这是导致浆液pH值下降的可能原因。
2 处理过程
开机后发现浆液偏黑、脱水效果不佳时,及时采取部分置换浆液的方式对浆液进行调整,经过多次浆液部分置换;共进行浆液部分置换11次,每次直接将吸收塔液位控制在高位(11.4 m)排浆两米,排浆时不补水,使得浆液偏黑的情况得到缓解,但脱水效果仍不佳,同时发生浆液pH值调整无效的新情况;
新情况发生后,及时采取新的应对措施:
(1)氧化风量满足正常要求的同时,再增加一台氧化风机运行;根据浆液及石膏化验结果,判断亚硫酸盐含硫偏高,因此增加一台氧化风机运行,增大氧化空气量,对浆液进行充分的氧化,使浆液中的亚硫酸盐及时转化为石膏;
(2)控制吸收塔石灰石浆液进浆量,根据吸收塔入口含硫量的变化,严格按照理论进浆量进行控制;理论进浆量按下式进行计算:
L为理论进浆量,t/h;
其中Q为机组实时负荷,万kW·h;
SO2为吸收塔烟气入口实时含硫量,mg/Nm3;
30为机组运行时负荷的高限,5500为对应高限负荷时烟气的入口含硫量,mg/Nm3;即机组负荷为30万kW·h,对应的入口硫为5500 mg/Nm3时进浆量为30 t/h。
(3)严格按照浆液密度执行脱水系统的启停:密度高于1160 kg/m3时立即进行脱水,密度低于1120 kg/m3时停止脱水,确保石膏的及时排出;控制好废水排放量,保质浆液中杂质及时排出。
(4)进行上述处理的同时严密监控pH值变化:低于浆液pH值5.1时进行浆液置换,防止浆液pH值继续降低对系统运
行造成影响;浆液pH值高于5.2,密度达到脱水系统启动要求时则进行脱水。实际处理过程中,增加了氧化风机运行后,浆液pH值缓慢回升,没有再次进行浆液置换。
3 处理结果
为了满足机组运行时的环保要求,避免退出脱硫系统处理浆液品质异常的情况发生,石门电厂在浆液品质异常(浆液偏黑、脱水效果不佳)时首先对浆液进行了多次部分置换;然后增加氧化风机运行后16 h,对浆液进行强制氧化,pH值回升至5.2,并根据浆液密度进行正常石膏排放,保持一定量的废水排出;通过连续保持比正常运行时比正常运行时多增加一台氧化风机运行;同时按理论进浆量控制石灰石浆液的供入,浆液pH值缓慢回升,24 h后浆液pH值回升至5.3,48 h后浆液pH值回升至5.6,浆液品质正常,脱水效果良好。
4 结论
(1)长期存放于事故浆液箱的石灰石浆液可能会产生品质变化,在机组长时间停机后再次开机时,将事故浆液箱的浆液倒至吸收塔前应注意化验浆液品质,确认浆液品质合格时才使用;最好定期对存放于事故浆液箱的浆液定期进行化验,以便在发现浆液品质变化时及时进行分析,采取应对措施;
(2)机组运行中浆液品质异常,在不能退出脱硫系统运行的前提下,首先应排除外部因素对浆液品质的影响,进而及时进行多次部分浆液置换,缓解浆液品质;
(3)在对浆液进行了多次部分置换之后发生浆液pH值偏低、增大进浆量调整pH值无效的问题时,因及时确认引起pH值偏低的原因,石门电厂经过分析确认产生pH值偏低的原因可能是浆液氧化不充分引起亚硫酸盐致盲经;过增大氧化风量进行强制氧化的处理方式,使浆液pH值恢复到正常范围内。
(4)浆液品质异常在运行中处理是一个缓慢的过程,即使采取了正确的处理方式短时间内可能不会起到明显的效果,因此在处理过程中必须严密监视浆液品质的变化,并对入口烟气含硫量、氧化风量、石灰石浆液供入量、浆液pH值、石膏排放脱水等进行合理控制,才能在采取正确措施之后使浆液品质逐步好转。
[1] 叶 青,张国鑫,沈 军,等.湿法脱硫浆液pH值异常情况处理[J].电力环境保护,2008,24(5):40-42.
[2] 韩 琪,李忠华.石灰石—石膏湿法烟气脱硫的化学过程研究[J].电力环境保护,2002,18(1):1-3.
[3] 张国鑫.石灰石—石膏湿法脱硫技术的实际应[J].电力环境保护,2006,6(4):69-74.
[4] 钟 秦.燃煤烟气脱硫脱硝技术及工程实例[M].北京:化学工业出版社,2002.
(本文文献格式:朱洪鹏.脱硫系统吸收塔浆液偏黑及pH值偏低处理[J].山东化工,2017,46(7):140-141.)
2017-02-20
朱洪鹏(1987—),男,江西九江人,脱硫专工,主要从事电厂化学专业技术工作。
X701.3
B
1008-021X(2017)07-0140-02
