基于振动信号的船用空压机故障诊断
2017-09-03吴诗谦赵建华欧阳光耀
吴诗谦,赵建华,欧阳光耀
(海军工程大学 动力工程学院,武汉 430033)
基于振动信号的船用空压机故障诊断
吴诗谦,赵建华,欧阳光耀
(海军工程大学 动力工程学院,武汉 430033)
船用往复式空压机激励源众多、结构复杂、工作环境恶劣、信号传播路径复杂等因素都影响信号的分析与故障源的确定。为提取特征频率,运用常规方法和基于小波变换的强制去噪、默认阈值去噪和给定软阈值去噪方法对空压机振动信号进行处理,通过比较这四种方法的优劣和适用条件,发现默认阈值法能很好地保留特征信号并且去噪效果良好,所以选取默认阈值去噪法对空压机振动信号的时域和频域进行分析。时域分析发现0.5×r/min冲击间隔明显,频域分析发现1×r/min频率突出且伴随出现2×r/min的情况,根据该空压机的振动机理和历史维修记录针对性地提出检修方案。对检修后的空压机进行二次诊断,结果表明整机振动烈度和主要频率处的幅值显著降低,检修效果良好。
振动与波;往复式空压机;故障诊断;小波变换;时域分析;频域分析。
往复式压缩机是船舶辅机系统的重要组成部分,其主要功能是为船舶主机和发电机提供启动能源。它往往连续满负载运转,零部件出故障概率较高,一旦出现故障就严重影响整船的正常运转。而且空压机激励源多、结构复杂、工作环境恶劣、信号传播路径复杂,各部件所产生的振动信号之间存在严重的干扰,所以往复式空压机表面的振动信号频率分布范围过广,存在较强的非线性和非平稳性,给信号的采集、分析、故障诊断带来许多困难。
现有的信号分析系统通常使用快速傅里叶变换(FFT)和自带的滤波平滑方式对振动信号进行处理,但是在工程实际中,背景噪声过大,无用频率过多,特征频率提取困难等问题仍然存在。文中利用小波变换对数据进行去噪,通过时域和频域的分析,找出故障源,提出维修方案,并对维修后振动进行测试以验证检修效果[1]。
1 常见故障振动及诊断流程
往复式压缩机运行中存在旋转惯性力、往复惯性力及力矩,会引起机器和基础的振动。除了这种机械运动引起的振动外,往复式压缩机由于间歇性吸气和排气,气流的压力脉动还会引起管路振动。如果气流脉动频率恰好与气柱或管道自振频率相同,就会产生管道共振,这种共振不仅引起压缩机和基础、管道各连接部分松动,严重时甚至会振裂管道。
对于往复式空压机振动和噪声大的问题,除一些常见的故障例如机脚螺栓松动、杂物进入气缸等可以及时发现并处理外,其他故障并不能快速准确定位。但大多数故障初期症状都会表现为机体振动和噪声异常,如何提取分析振动信号中包含的振源以及系统状态信息,是应用振动信号进行往复式压缩机故障诊断的基础[2]。一般基于振动信号分析的往复式压缩机故障诊断方法的流程如图1所示。
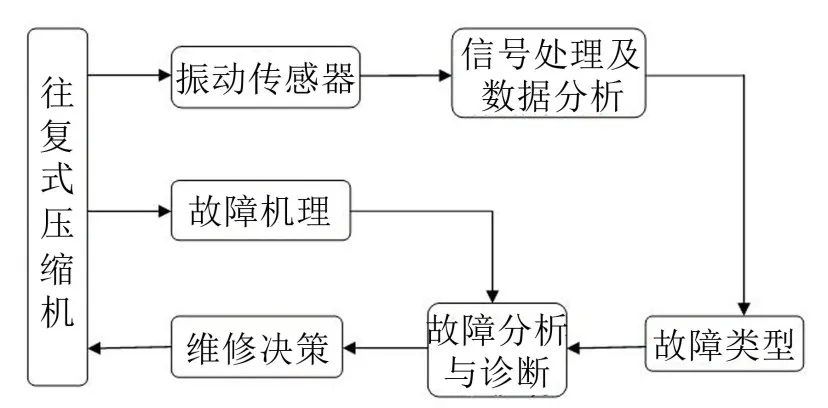
图1 基于振动信号分析的往复式压缩机故障诊断流程图
其中信号处理是工程实际中最关键的环节之一,其任务就是发现信号的本质特征,找出故障源所在。为了分析和处理此类复杂的信号,在傅里叶分析理论基础上发展出了一系列新的信号分析理论,小波变换就是其中之一。小波变换分析的时域分辨率和频域分辨率较传统加窗傅里叶变换分析有了较大的改进。利用Mattat算法实现小波分解,过程描述如式(1)所示。
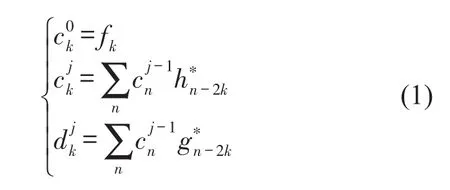
式中fk为时域信号,k=0,1,2,…,N-1(N为采样点数);h*n,g*n为共轭镜像滤波器的脉冲响应;j为小波分解层数,这里选择为5层。
运用小波分析很强的信号重构能力,再利用Mallat重构算法对分解后的信号进行重构。不同尺度下的小波变换,实质是不同中心频率下,品质因数相同的带通滤波器对信号的滤波,重构算法实际为分解算法的逆过程,重构算法如式(2)所示。

基本流程是把式(1)分解后各层小波结果的高频部分进行处理,再用式(2)对各层信号进行重构,即可以得到反映信号本质特征的主要成分,以便找出故障源所在[3]。
2 测点布置及检修前振动信号分析
2.1 压缩机性能参数与测点布置
在实际中,船用往复式压缩机由于船舱狭小等原因,一般在机体表面布置测点,现对一V型、双作用,四级电动往复式压缩机进行相关的振动测试。该空压机最高工作压力为39.2 MPa。电压为320 V时额定转速为1 450 r/min,电压为280 V时额定转速为1 330 r/min,电压为220 V时额定转速为1 150 r/min。需要功率(转速为1 330 r/min时)不大于75 kW,旋转方向从电动机方向看是顺时针。该空压机存在的问题是在运行过程中整机噪声过大并且尖锐刺耳,振感强烈。
测试所用仪器为东华DH 5901动态信号分析仪和DH 186压电加速度传感器。采样参数设置使用线性平均,平均次数为4次,采样频率为2.56 kHz,连续采样。按照振动测试标准规定[4],每一个测点需测量三个相互垂直的方向:垂向——与机器安装面垂直的方向,用Z标记;纵向——沿机器轴线方向,用X标记;横向——垂直XZ平面方向,用Y标记。测点布置位置为:自由端机脚(测点1),自由端机体上部(测点2),中部机脚(测点3),输出端机脚(测点4),输出端机体上部(测点5),自由端机脚对称侧(测点6);隔振器简化为弹簧,振级落差测试点布置位置为:空压机机体底部自由端(测点7)与输出端(测点8),这两点垂直向下对应的船体上点,分别为测点9和测点10。具体测点布置如图2所示。
2.2 检修前原始数据整理
对空压机的整机振动烈度整理数据如表1所示。
通过表1数据和《往复式机器整机振动测量与评级方法》对比可知,该空气压缩机的振动烈度处于A/B级临界边缘,且运行状态不太平稳。为确定振动烈度的过大是否与隔振器有关,对隔振器数据进行处理,隔振器的振级落差处理数据如表2所示。
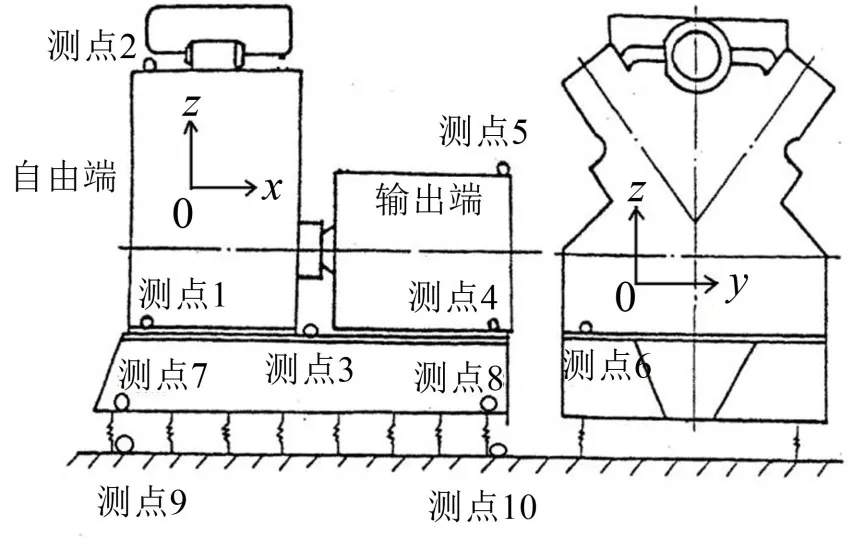
图2 空压机测点布置示意图
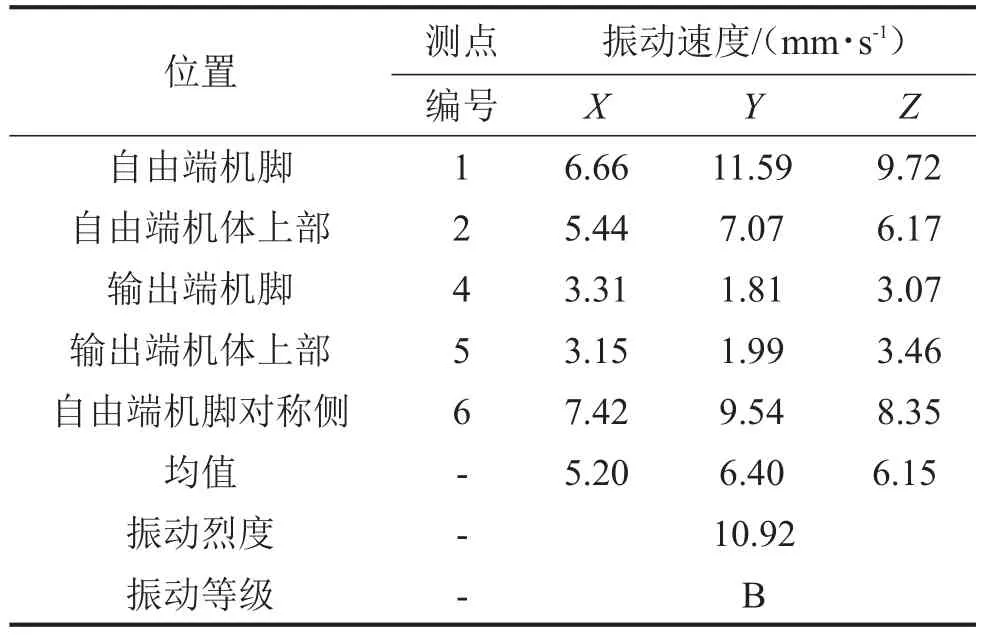
表1 空气压缩机振动烈度测试结果

表2 空气压缩机隔振器振级落差实验记录及评价表

图3 空压机自由端机脚时间波形
根据表2可知隔振器工作正常,能够成功起到减少空压机振动传递到船体的作用。所以振感过大来源于空压机自身运行时振动过大,原因可以分为惯性力、气体力和机械冲击等三个方面。为进一步提取振动的特征数据以找到故障根源,对各测点三个方向的时间波形进行研究,下面以自由端机脚时间波形为例进行分析,利用传统方法仅做平滑处理的波形如图3所示。
2.3 小波变换三种去噪处理方法效果分析
由于测试环境和机器运行工况的限制,测试图像中存在许多噪音信号,为了更清晰分析故障源,利用小波变换,将原始信号用强制去噪、默认阈值去噪和给定软阈值去噪三种处理规则进行处理[5]。此处以自由端机脚X向振动信号为例进行说明。振动信号利用强制去噪方法处理后波形如图4所示。
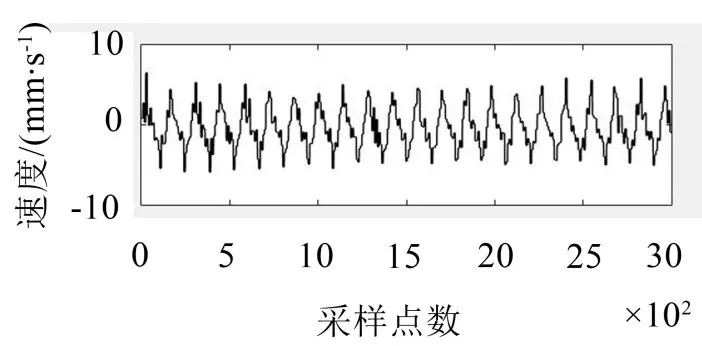
图4 利用强制去噪方法处理后的波形
可以看出,强制去噪方法有效消除了原始信号中的一些杂波,时域分析很容易得到周期性规律,但是信号中的冲击成分和一些高频有效信号也被一同消去。这是由于强制去噪方法的原理是将小波分解结构中的高频部分变为零,然后再对信号进行重构。这种去噪方法具有简单易行、去噪后信号平滑的优点,可以直观分析出低频段振动随时间变化的波形,并很快提取出常见低频故障信号例如不对中、不平衡、轴瓦磨损等;但是当故障信号中具有高频成分例如气体力冲击、涡动信号,齿轮啮合信号等,此种方法会将有用的信号消除,导致不能找出实际的故障源,易造成误诊。所以强制去噪方法多用于常见故障的诊断或是已经排除故障中具有高频成分时的诊断。
利用默认阈值去噪方法同样对信号中的噪声进行有效消除,而且保留部分高频和冲击信号。这种去噪方法是利用Matlab中Wdencmp函数给定的默认阈值完成去噪的目的。其优点是具有和强制去噪方法一样的平滑性,且在阈值的选取上有自适应性,可以较好保留有效频率和特征尖峰点。缺点是由于阈值的选取完全由函数产生,当信噪比较低的时候,由于噪声幅值和信号幅值过于接近,函数不能给出最合适的阈值导致去噪结果可信度不高。但是由于其函数简单,且在大多数情况下能够有效去噪,所以适用范围最广。振动信号利用默认去噪方法处理后波形如图5所示。
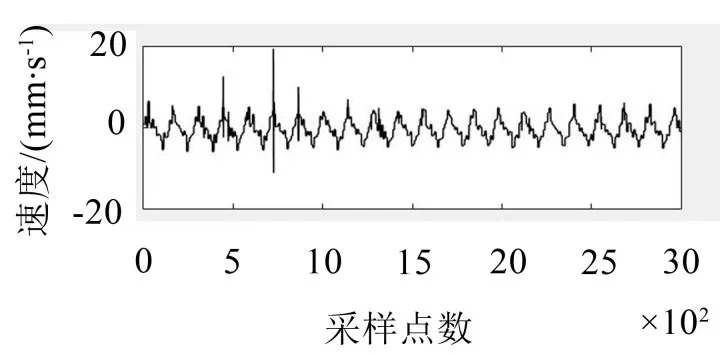
图5 利用默认阈值去噪方法处理后的波形
利用给定软阈值去噪是去噪效果最好、在特征信号为高频是也可以使用、可信度最高、有用信号保存最为完好的方法。但是前提是需要得到针对该机器的阈值,这种阈值一般通过经验公式获得,而且其去噪效果和给定软阈值息息相关。由于文中研究的空压机为国外引进,相关资料较少,在推导经验公式时遇到较大困难,所以此次运用的阈值来自于国内某型空压机的经验公式。结果表明:在相关机型资料不全并且故障振源未知的情况下使用会导致去噪效果不好[6]。振动信号利用给定软阈值去噪方法处理后波形如图6所示。
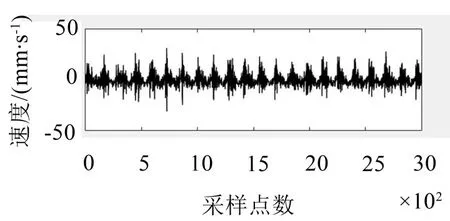
图6 利用给定软阈值去噪方法去噪后的波形
通过对比三种去噪方法,结合该型空压机检修历史,主要选择使用默认阈值处理规则来对测试的所有信号进行处理[7]。
2.4 检修前数据分析
测试中空压机转速为1 100 r/min,测试频率为2.56 kHz。观察时间波形和波峰可知,两个冲击之间时间间隔为0.11 s,从这个信息可以推算出对应的频率如式(3)所示。

这说明冲击的频率为0.5×r/min,且冲击明显。推算可能是以下两种情况导致:当活塞磨损时,活塞和缸套间存在间隙导致活塞在缸套中往复运动时产生摇摆,对缸套形成撞击,撞击为瞬时突加载荷;连杆小头磨损严重时,产生的间隙过大会导致往复运动时发生机械冲击。当它们发生时,振动信号的时域波形中可以发现冲击成分,且一般会激起气缸—活塞系统或者连杆-活塞系统以固有频率振动。
为进一步确定故障源头,对数据进行频域分析,原始数据利用默认阈值去噪,再利用快速傅里叶变换(FFT)得到对应的频谱图,结果如图7所示。
频谱频谱中明显出现了18.75 Hz这一频率,换算后可知是1×r/min频率,且在X、Y向中伴有2×r/min频率。在去噪后的频谱中,Z向中的2×r/min频率也显现出来。
通过分析往复式压缩机运动机理可知,假定往复部件的总质量为ms(包括活塞组件、十字头和连杆小头部分的转化质量),则往复运动的惯性力如式(4)所示。

式中α为曲柄转角,α=ωt+φ。可见往复惯性力由两部分组成,第一部分为1阶往复惯性力,力的变化周期相当于曲柄旋转一周的时间,因此1阶往复惯性力引起的振动频率为曲柄的转动频率;第二部分为2阶往复惯性力,力的变化周期相当于曲轴旋转半周的时间,因此2阶惯性力引起的振动频率为曲轴转动频率的二倍[8]。
综合考虑到该机在运行过程中经过数次零配件更换与修理,其中包括:处理I、IV级气阀损坏;III级活塞脱落1次,IV级活塞脱落2次;IV级缸套拉缸。所以本次测试对该空压机的检修建议是进行平衡组件的检查和活塞部件的跟换。
3 检修后数据整理与分析

图7 去噪后空压机自由端机脚频谱
通过拆检发现空压机活塞有磨损情况,将其更换。该空压机平衡是靠布置在曲轴箱两侧的两个平衡机构部件实现,压缩机工作时,I级平衡铁转速等于曲轴转速,而II级平衡铁转速为曲轴转速的两倍,分别起到平衡压缩机I阶和II阶往复力的作用。根据运动原理对平衡部件进行了重新平衡。检修完成后,对机器振动进行了第二次测试,发现振动烈度已经有显著减小并达到要求。振动烈度如表3所示。
为了验证故障被排除,对于各测点的时间波形再次进行分析,以自由端机脚测点为例,由图8中看出,振动幅值大幅下降,冲击现象明显减缓,且能量最高的1×r/min频率有了较大的缓解。自由端机脚时间波形如图8所示,频域波形如图9所示。
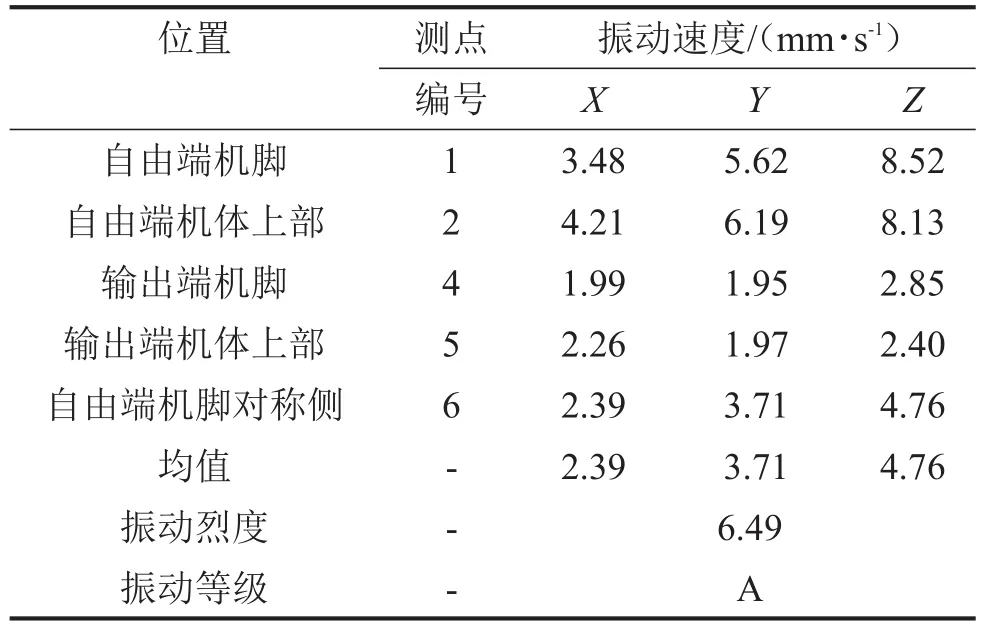
表3 空气压缩机二次测试振动烈度测试结果
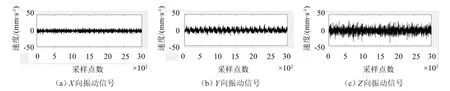
图8 修理后空压机自由端机脚处振动信号时间波形

图9 修理后空压机自由端机脚处振动信号频域波形
4 结语
对比传统信号数据处理方法和三种小波去噪方法对于振动信号的处理效果,结合往复式机械的运动原理和某型空压机维修历史对信号时域和频域进行分析,得出了以下结论:
(1)传统方法对信号噪声并未进行处理,采集到信号很杂乱,特征频率不突出。但由于原理简单,很多现场测振仪器中都具备这一功能,所以当在海上航行时,利用手持式测振仪器就可以对机器状态有一个大致的判断。
(2)强制去噪方法简单易行,且在故障特征频率为低频时去噪效果较好;默认阈值去噪方法自适应性强,对有效频率和特征尖峰点都能很好保留。由于往复式空压机的往复惯性力不平衡和活塞—缸套间间隙过大的特征信号都在低频段,选用这两种方法都可以达到很好的去噪效果和保留特征频率。
(3)给定软阈值去噪是最优的去噪方法,但是在阈值不能根据经验公式准确给出时,很容易导致去噪效果差或丢失特征频率。
[1]段晨东,何正嘉.一种基于提升小波变换的故障特征提取方法及其应用[J].振动与冲击,200,26(2):10-13.
[2]张军,潘泽鑫,郑玉新,等.振动信号趋势项提取方法研究[J].电子学报,2017(1):22-28.
[3]王江萍,鲍泽富.往复式压缩机振动信号频谱分析与故障诊断 [J].石油机械,2008,36(8):63-66.
[4]国防科学技术工业委员会.GJB 4058-2000舰船设备噪声、振动测量方法[S].2000.
[5]姜波.往复式压缩机的振动分析研究[J].山东理工大学学报(自然科学版),2009,23(5):93-97.
[6]MARSCHER W D,MCGINLEY JJ.Vibration troubleshooting ofan aircompressor[J].Sound&Vibration,2006,40(5):16-19.
[7]张天赐,庞新宇,杨兆建.自适应小波阈值融合去噪法对采煤机振动信号的处理[J].太原理工大学学报,2016,(02):170-173+177.
[8]饶(Rao S S).机械振动[M].4版.李欣业,译.北京:清华大学出版社,2009:554-562.
Fault Diagnosis of MarineAir Compressors Based on Vibration Signals
WU Shi-qian,ZHAO Jian-hua,OUYANG Guang-yao
(College of Power Engineering,Naval University of Engineering,Wuhan 430033,China)
The marine reciprocating air compressor has many excitation sources,complex structure,poor working environment and the complex characteristics of signal transmission path.These factors affect the signal analysis and fault source recognition.In order to extract the characteristic frequency,several denoising methods,such as the conventional method,the forced denoising method based on wavelet transform,the default threshold denoising and the denoising method with the soft threshold given,are used to deal with the vibration signals of the air compressors.By comparing the advantages and disadvantages of the four methods and the applicable conditions,it is found that the default threshold denoising method can well retain the characteristic signals and its noise reduction effect is good.Therefore,this method is selected to analyze the vibration signals of the air compressors in the time and frequency domains.Through the time domain analysis,it can be found that the 0.5×r/min impact interval is obvious.By frequency domain analysis,it can be found that the 1×r/min frequency is obvious and accompanied by the emergence of 2×r/min.Finally,the maintenance program is presented according to the vibration mechanism of the air compressors and the historical maintenance record.The results of the rediagnosis show that the vibration intensity and the amplitudes of the main frequencies are significantly reduced,the maintenance effect is good.
vibration and wave;reciprocating air compressors;fault diagnosis;wavelet transform;time domain analysis;frequency domain analysis
TB533+.1;TH45
:A
:10.3969/j.issn.1006-1355.2017.04.035
1006-1355(2017)04-0180-05
2017-03-02
吴诗谦(1992-),男,湖北省仙桃市人,硕士研究生,主要研究方向为动力机械及热力系统的设计仿真与优化。
E-mail:wsq463983363@sina.com
赵建华(1975-),男,浙江省衢州市人,副教授,硕士生导师。
E-mail:zhaojh402@sina.com
