宾利轿车某内饰件双色注塑模具设计
2017-09-03刘庆东
刘庆东
(广州工程技术职业学院机电工程系,广东 广州 510075)
宾利轿车某内饰件双色注塑模具设计
刘庆东
(广州工程技术职业学院机电工程系,广东 广州 510075)
以宾利车某内饰件为研究对象,分析了内饰件的成型工艺性;针对双色模具不能利用开模动力抽芯设计了顶针板抽芯机构;针对产品后模外侧滑块多,环绕式直通冷却水道不能靠近产品,采用在滑块间设计竖直水道;针对产品为扁平的长方形框状结构进胶困难,设计了多点进胶的点浇口浇注系统,取得了较好的实际应用效果。经检验,所设计的双色模具结构合理,动作可靠,可满足生产要求。
双色注塑模具;轿车内饰件;结构设计;顶针板抽芯机构
0 前言
近年来,随着对塑料产品外观和功能的要求越来越高,双色注射成型的应用也越来越广泛。双色注射成型的应用一方面是基于产品的外观要求,可使产品表面的图案既漂亮又不容易脱落;另一方面是基于产品的功能要求,如产品一部分透光而另一部分不透光,产品一部分电镀而另一部分不电镀,还有在硬胶产品上搭配软胶以改善手感等。
双色注射成型使用的设备是双色注塑机,双色注塑机有2套独立的注射系统,分别用来注射2种不同颜色或种类的塑料,2套注射系统的喷嘴相互平行或垂直[1]。双色产品的成型要经过2次注射才能完成,第一次注射完毕后开模,注塑机的定模板不动,动模板旋转180 °,合模后再进行第二次注射,从而完成双色注射成型。
由于产品的成型要经过2次注射,因此双色注塑模具与单色注塑模具的结构有许多不同之处。
1 产品工艺性分析
如图1(a)所示为宾利车某内饰件的外观图,其形状为扁平的长方形框状结构,外形尺寸为218 mm×141 mm×20 mm,产品外观品质要求高,要求表面光滑,不能有注塑缺陷。图1(b)为产品一次注射成型部分,材料为聚碳酸酯(PC);图1(a)中上表面浅色部分为二次注射成型部分,材料为丙烯腈 - 丁二烯 - 苯乙烯共聚物(ABS)。产品需要电镀,其中ABS电镀,PC不电镀。ABS的收缩率为0.5 %,PC的收缩率为0.5 %,双色模具的收缩率取决于一次注射成型的塑料,二次注射成型的塑料取和一次注射成型的塑料相同的收缩率,因此收缩率取0.5 %。
由于产品为扁平的长方形框状结构,所以产品的分型面选择在环状的最大轮廓处。产品侧面有13个方孔(其中2个在内侧),需要设计抽芯机构才能实现脱模。外侧抽芯可采用滑块机构,内侧抽芯可采用斜顶机构。检测产品一次和二次注射成型的厚度,一次注射成型部分PC的主要结构厚度为1.2~1.4 mm,二次注射成型部分ABS的主要结构厚度为1.2~1.6 mm,符合注射成型的要求。

(a)内饰件外观 (b)一次注射成型部分图1 宾利车某内饰件的外观及一次注射成型部分Fig.1 Automobile interior and part of first ejection
2 模具结构设计
2.1 总体设计
双色注塑模具的结构有分体模和连体模2种,分体模是设计成2套模具,连体模是设计成1套模具。分体模可选用标准模架,生产成本较低,分体模的2个后模结构完全一样,所以在设计双色模具时优先选用分体模。连体模用于两色间局部塑料相互交错,2个后模需要设计成不同的结构,这时需要设计中转轴,一次注射后开模,中轴顶出型芯旋转180 °,合模后再进行二次注射成型。
如图1(a)所示,产品在模具中的摆放位置应该是一次注射成型的塑料在下,二次注射成型的塑料在上,这样二次注射成型的塑料就可完全覆盖在一次注射成型的塑料之上,分体模的2套后模就可设计成完全相同的结构,而仅仅是前模不同。本产品的双色注塑模具结构采用分体模结构(如图2所示)。

图2 宾利车某内饰件双色模具Fig.2 Bi-color moulds of interiors
2.2 浇注系统
双色模具的2套模具各有一套独立的浇注系统,要求一次注射成型的浇道凝料在二次注射成型前必须与产品分离,这就要求一次注射成型后开模时浇道凝料要与产品分离。为了在开模时浇道凝料可自动与产品分离,一次注射成型的浇口应选用点浇口或潜伏浇口;二次注射成型主要考虑浇口对产品外观的影响,应优先选用点浇口或潜伏浇口。
为便于注射,产品在模具中的摆放位置应该是一次注射成型的塑料在下,二次注射成型的塑料在上。为了防止二次注射成型合模时损伤产品表面,应将产品外表面放在二次注射时成型。由于本产品表面在二次注射时成型,因此一次注射成型时不必考虑浇口对外观的影响,考虑到一次注射成型后要求自动切断浇口,因此选用点浇口。
采用点浇口的好处是可以在产品表面的任何位置进胶,可以多点进胶;采用潜伏浇口的好处是模具生产成本低,缺点是进胶位置受到限制并且不能多点进胶。由于产品结构为薄窄的扁平环状结构,塑料流动困难,一点进胶显然不能满足需要,而采用多点进胶可防止产品翘曲变形和缺料,浇口通常选在厚度最大和最薄的部位。根据经验和应用模流分析软件分析,确定沿着产品周边设置了5个进胶点,由于产品结构左右对称,所以浇口位置也左右对称,一次注射成型的浇注系统如图3(a)所示。
二次注射成型主要考虑浇口对外观的影响,最好采用潜伏浇口,采用点浇口会影响外观。但由于二次注射成型部分的形状也是薄窄的扁平环状结构,塑料流动困难,同样必须采用多点进胶,因此必须选择点浇口,又因为本模具将点浇口位置设置在一次注射成型部分的非外观部位,较好地解决了浇口对外观的影响。根据经验和应用模流分析软件分析,沿着产品周边设置了8个进胶点,由于产品结构左右对称,因此浇口位置也左右对称。二次注射成型的浇注系统如图3(b)所示。
2.3 抽芯机构
产品的四周共有13处方孔,需要抽芯后方可顶出脱模。其中有11处在产品外侧,2处在产品内侧。因抽芯距不大,外侧抽芯选用滑块机构,内侧抽芯选用斜顶机构,抽芯机构如图4所示。

图4 抽芯机构Fig.4 Slides and lifters
产品一次注射成型后开模,滑块必须保持静止;产品二次注射成型后开模,滑块才能运动进行抽芯。如果一次注射成型后开模滑块运动,二次注射成型时滑块必须回到原位封胶,由于产品有收缩,合模时滑块再回到原位就会损坏产品。
注塑模具的抽芯动力包括开模动力和外部动力(液压油缸和液压马达),一般利用开模动力。双色模具抽芯机构的设计难点是开模时滑块必须保持静止,因此不能利用开模动力,传统的利用开模作为动力的抽芯机构都不能用。为了解决开模时滑块保持静止,可采用液压油缸驱动滑块,但这种结构模具生产成本高、体积大。有文章介绍采用弯销抽芯机构[2-3],但其结构较复杂。本模具设计了一种简单的顶针板抽芯结构,如图5所示,该机构利用注塑机的顶出动力可实现先抽芯后顶出,大大降低了生产成本。其结构是设计2组顶针板,上面一组顶针板用来控制顶杆,顶杆端部设计成锥面,利用锥面驱动滑块,起斜导柱的作用,实现抽芯,斜顶也由这组顶针板控制;下面一组顶针板用来控制顶针实现产品的脱模。实现先抽芯再顶出的过程为:注塑机顶杆顶上面一组顶针板,上面一组顶针板与下面一组顶针板用定距拉杆连接,上面一组顶针板运动一段距离完成抽芯后通过定距拉杆带动下面一组顶针板带动顶针运动实现顶出脱模。
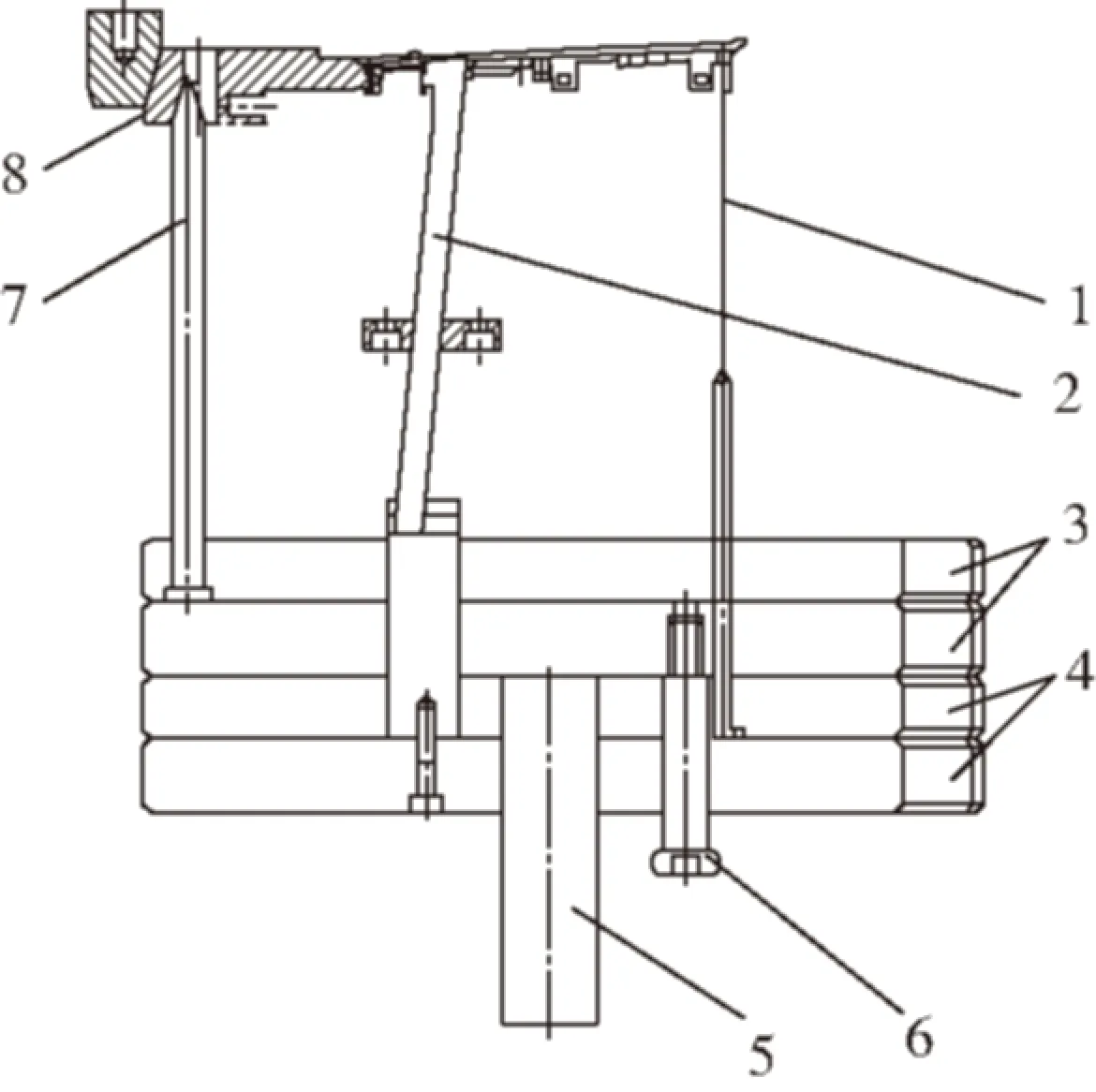
1—顶针 2—斜顶 3—第一组顶针板 4—第二组顶针板 5—注塑机顶杆 6—定距拉杆 7—顶杆 8—滑块图5 顶针板抽芯机构原理图Fig.5 Principal of slides driven by ejector plates
2.4 推出机构
双色模具有2套推出机构,互相之间是独立的。产品形状为扁平的长方形框状结构,这种结构一般选用推板推出的脱模方式。由于产品四周外侧有11处方孔需要设计抽芯滑块无法采用推板推出,故本模具采用了顶针顶出的脱模方式。顶出的部位选择强度和刚度较好的加强筋处,顶出元件采用扁顶针,虽然扁顶针价格较高,但顶出力大;而在面积较大的顶出部位则仍采用圆顶针,由于顶出部位在产品内表面,不影响外观,故方案可行,其推出机构如图6所示。
本模具有2组顶针板(如图5所示),上面一组用于抽芯,下面一组用于顶出。注塑机顶杆顶上面一组顶针板运动到一定距离实现抽芯,然后由固定在上面一组顶针板上的定距拉杆带动下面一组顶针板(用于固定顶针和扁顶)实现顶出。
2.5 冷却系统
模具的冷却包括产品和浇道凝料的冷却。由于产品为扁平的长方形框状结构,因此可采用直通环绕式冷却水道,水道在产品和浇道凝料的上下方附近环绕通过,即可达到要求的冷却效果,冷却系统如图7所示。本模具冷却系统的设计难点在于后模有许多顶针和滑块,后模的水道不能靠近产品设置,为了改善冷却效果,在后模的直通环绕式水道上滑块之间设计了竖直的水道;为了增强冷却效果,在前模、后模和水口板都设计了冷却水道。另外,由于模具的顶针和滑块较多,设计水道时要注意避开,不能贯通。

图7 冷却系统Fig.7 Cooling water channels
2.6 模架的选择
采用分体模的好处在于可选择标准模架,这样既可缩短模具生产周期,又可以降低生产成本,提高模具品质。由于采用点浇口,所以必须选用三板模模架;考虑到产品精度要求较高且属于大型模架,故选用三板模模架里的细水口模架,模架型号采用4045-DCI-A80-B120;由于有2组顶针板,因此方铁的高度需要190 mm,但标准方铁的高度为120 mm,加高方铁的高度为180 mm,故该方铁高度为非标,需要定制。
由于产品形状不对称,成型时会产生较大的侧向力,在模架的四周各设计了2个边锁,既可承受侧向力,又可提高模具的精度。
2.7 成型零件的设计
在双色注塑模具中,设计二次注射成型的定模时,要注意一次注射成型产品的封胶。通常采取压一次注射产品的方法,其预压高度值为0~0.05 mm,宽度值不小于0.2 mm。
2.8 注射成型过程
产品的注射成型过程为:(1)合模后首先注入PC塑料,完成一次注射成型;(2)开模拉断点浇口,浇道凝料自动脱落;(3)动模旋转180 °后合模;(4)注入ABS塑料,完成二次注射成型;(5)开模拉断点浇口,浇道凝料自动脱落;(6)双色注塑机顶杆顶出,固定在上面一组顶针板的顶杆驱动滑块抽芯,抽芯完成后由固定在上面一组顶针板的定距拉杆带动下面一组顶针板驱动顶针实现产品的脱模。
3 试模结果
根据前文设计制造出了如图8(a)所示的宾利车某内饰件双色注塑模具。经过试模,制造的样品如图8(b)所示。经检验,产品符合设计要求,塑件品质稳定。表明本文所设计的双色模具结构合理,动作可靠,可满足生产要求。

(a)双色注塑模具 (b)实物图8 宾利车某内饰件双色注塑模具和内饰件的实物图Fig.8 Bicolor moulds and products of interiors
4 结论
(1)针对宾利车某内饰件结构复杂,内、外侧共有13处侧孔需要抽芯,设计了9个滑块和2个斜顶用于内外侧的抽芯,并针对双色模具不能利用开模动力抽芯设计了顶针板抽芯机构;针对产品后模外侧滑块多,环绕式直通冷却水道不能靠近产品,在滑块间设计了竖直水道;针对产品为扁平的长方形框状结构进胶困难,设计了多点进胶的点浇口浇注系统,取得了较好的实际应用效果;
(2)经生产实践证明,模具结构设计合理,动作可靠,塑件品质稳定,满足生产要求。
[1] 沈洪雷,徐 玮. 双色注射成形技术及模具设计[J]. 电加工与模具,2008,(4):56-59. Shen Honglei, Xu Wei. The Process Technology and Mold Design of Two-color Injection[J]. Electromachining and Mould,2008,(4):56-59.
[2] 陈 罡,陈乐平,毛金明. 鸡蛋搅拌机手柄双色注射模设计[J]. 模具工业,2012,38(6): 42-45. Chen Gang,Chen Leping,Mao Jinming. Two-color Injection Mould for the Handle of Egg Mixer[J]. Die and Mould Industry,2012,38(6): 42-45.
[3] 贺灿辉,刘 斌,易 巍. 手机USB塞双色注射模设计[J]. 模具工业,2011,37(11): 47-49. He Canhui, Liu Bin, Yi Wei. Bi-color Injection Molding of Cell Phone USB Stopple[J]. Die and Mould Industry,2011,37(11): 47-49.
国家重点研发计划 重点基础材料技术提升与产业化重点专项项目聚合物材料的轻量化技术(2016YFB0302200)
随着我国航天航空、国防、能源、交通、包装、电器、运动器械等行业的快速发展,对轻量化的高性能材料需求越来越迫切。具有优异机械性能和绝热、隔音、绝缘、缓冲等特性的高性能聚合物发泡材料及其制造技术受到广泛关注,可以为众多关系国计民生的行业提供优质的轻质基础原材料。
采用以二氧化碳(CO2)和氮气等为代表的超临界流体作为环境友好和安全易用的发泡剂进行聚合物轻量化材料制备,属于绿色制造新技术。工业和信息化部发布的《产业关键共性技术发展指南(2015年)》中明确提出“超临界二氧化碳发泡塑料制品产业化技术”是优先发展的产业关键共性技术。超临界流体发泡工艺具有饱和时间短、成核速率高、泡孔尺寸小、泡孔密度高且泡孔形态容易控制等特点,被广泛应用于制备微孔甚至纳孔材料,近20年发展迅速,已由理论和实验研究陆续转化为工业化生产技术。
本项目运用绿色高效发泡工艺,开展聚合物轻量化的应用基础 - 共性技术 - 产业化示范的“一条链式”研究,并主要针对油气储运专用高强度聚氨酯绝热材料制备和超临界流体发泡聚丙烯、聚酯、聚酰胺和聚氨酯弹性体(TPU)等热塑性聚合物,从发泡原材料体系、发泡工艺、发泡设备、发泡材料结构 - 性能调控及制件成型等各方面开展系统深入的研究工作,为高性能聚合物发泡材料制备的“优化、强化和工程化”提供理论和技术支撑,形成具有自主知识产权的系列聚合物发泡材料先进制造技术,并进行产业化示范。
项目围绕“聚合物及其复合材料体系的多层次多尺度结构设计、发泡过程与发泡体结构 - 性能关系”、“超临界流体、聚合物及其复合材料体系的混合及热/质传递过程强化”等重要科学问题,设置了应用基础研究课题“超临界流体发泡聚合物过程及发泡材料结构 - 性能调控”和“反应与发泡过程耦合制备聚合物发泡材料及其结构 - 性能调控”,采用多尺度分子模拟、实验研究、过程模拟相结合的手段,设计性能优异的发泡原材料结构,测定发泡体系基础数据,控制发泡过程热力学和动力学变化,协调匹配聚合物力学状态/性质、反应/原位复合与气泡的成核和生长等过程,形成发泡材料结构 - 性能调控策略等。关键共性技术课题“连续发泡过程及其发泡材料成型的关键技术”和“间歇发泡过程及其发泡材料成型的关键技术”,将主要解决增强结构填料在黏度动态变化的聚合体系中界面浸润、高效均匀分散、发泡体受限生长以及超临界流体釜压、模压和连续挤出发泡的工艺优化和关键设备,以及隔热材料/增强材料与聚合物发泡体的复合、发泡珠粒/片材的低能耗模塑成型等技术,形成高效间歇发泡和可控连续发泡的创新技术。产业化示范课题“高性能聚合物发泡材料制备的产业化示范及应用”重点进行发泡过程工程放大规律研究,优化工程实施方案,建立系列示范装置,开展发泡材料及其制品性能测试和评估、应用领域拓展等工作。
项目及课题牵头单位分别为华东理工大学、浙江大学、北京化工大学和北京工商大学,在高熔体强度发泡原材料制备、超临界CO2与聚合物相互作用、连续/间歇发泡过程关键工艺和设备、泡孔结构 - 性能调控等方面,多年来已开展了与国际同步的高水平研究;项目参与单位浙江浦森新材料科技有限公司、无锡会通轻质材料股份有限公司、浙江新恒泰新材料有限公司、河北格瑞尔斯塑机制造有限公司、山东道恩高分子材料股份有限公司、中石化北京化工研究院、上海越科复合材料有限公司等均为聚合物发泡材料生产与应用的龙头和创新企业,拥有国内领先的技术、产品以及市场份额。
通过本项目实施,将建设年产5000 m3的高强度聚氨酯绝热材料生产装置,釜压发泡聚丙烯珠粒、模压发泡聚丙烯和TPU微孔片板材、连续挤出发泡宽幅聚丙烯片板材等系列千吨级超临界CO2发泡热塑性聚合物工业生产装置,相关发泡材料性能指标达到国际先进,应用于液化气储运、汽车、包装、新能源、家电、运动器材等领域,并拓展在航天航空、电子材料、高铁等领域的应用。本项目将促进塑料加工业的结构调整,大幅提升我国聚合物发泡生产企业技术水平和竞争力,推动我国聚合物发泡产业的转型升级,保障其健康可持续发展。项目发展和创新的聚合物发泡理论方法和关键共性技术,以及形成和建设的发泡过程装置/系统、产业化工程方案和产品市场开发模式都具有普遍意义,可以指导并应用于众多品种热塑性聚合物及热固性聚合物的高性能发泡材料制备。
Design of Bicolor Injection Moulds for an Interior TrimPart in Bentley Automobiles
LIU Qingdong
(Department of Mechanical and Electrical Engineering,Guangzhou Institute of Technology, Guangzhou 510075, China)
Taking an interior trim part in Bentley automobile as an example, the injection molding principle for bicolor plastic parts was analyzed. Because the powder of opening mould cannot be used for core-pulling, a slide driven by an ejector plate was designed. A cooling water channel between slides was designed to make it apart from the interior. Moreover, the multiple pin-point gates were designed to overcome the difficulty of ejection. The results indicated that the structure of designed mould in this work was reasonable and reliable, and it could meet the requirements of production of bicolor injection-molding parts.
bicolor injection mould; automobile interior trim part; design; slide driven by ejector plate
2017-04-05
TQ320.5+2
B
1001-9278(2017)08-0122-05
10.19491/j.issn.1001-9278.2017.08.022
广州市先进制造技术特色专业学院项目
联系人,lqd64@hotmail.com
