超声波辅助提取花生油的工艺研究
2017-08-31李依娜
李依娜
(朝阳师范高等专科学校,辽宁朝阳122000)
【实验技术研究】
超声波辅助提取花生油的工艺研究
李依娜
(朝阳师范高等专科学校,辽宁朝阳122000)
以花生仁为原料,设计单因素实验考察料液比、静置时间、超声时间、超声功率对超声波辅助提取花生油得率的影响.在此基础上,进行正交实验,优化实验结果.结果表明,各单因素对超声波辅助提取花生油得率的影响分别为:超声功率最大,超声时间次之,随后依次是料液比和静置时间.最佳工艺参数为:超声功率150 W、超声时间30 min、料液比1∶11、静置时间110 min.此时,花生油得率为43.45%.对所得的花生油理化指标进行测定,各项理化指标均达到国家标准.
超声波提取;花生油;理化指标
食用植物油的加工是一个关系着国计民生、量大面广的产业.但目前我国油脂缺口每年以3%~5%的速度急剧增长,食用油的自给能力明显偏低,其中花生油的产量更是少之又少[1].而在油料生产方面,我国花生的年产量居世界第一,油料资源丰富,这就形成了花生产量巨大和油脂生产能力低下之间的矛盾.面对日前我国植物油脂需求量巨大的严峻形势,大力发展植物油脂生产技术对推动经济可持续发展具有重要的战略意义.目前从花生中提油方法主要有压榨法、溶剂浸出法、水剂法和水酶法等[2].超声波辅助法作为一种新技术,提取效率高,所需温度低,适合目前科技发展的要求,其发展应用前景十分广阔.超声波辅助提油原理为:利用超声波破碎细胞和强化传质的作用,使溶剂分子渗透到原料组织细胞中,充分与溶质分子相接触,从而使细胞中的可溶性成分较好地释放出来[3、4].目前国内对花生油提取的研究方向主要集中在超声波辅助技术上[5].
本文在溶剂浸出法基础上,利用超声波辅助法对提取花生油进行优化研究,尽可能缩短提取时间的同时能够提高花生的出油率,降低花生油的生产成本,旨在为超声波辅助提取花生油在油脂工业上的应用奠定基础.
1 材料与方法
1.1 材料与试剂
材料:花生仁(无霉变,颗粒饱满),市售.
试剂:石油醚(沸程30~60 ℃),分析纯试剂.
1.2 仪器与设备
JA2003精密电子天平(上海良平仪器仪表有限公司);DHG-9246A恒温干燥箱(上海贺德试验设备有限公司);HHS-6S型恒温水浴锅(上海宜昌仪器纱筛厂);RE-201D旋转蒸发仪器(南京文尔仪器设备有限公司);KQ3200DB超声波清洗器(昆山市超声仪器有限公司).
1.3 实验方法
1.3.1 原料预处理
选取颗粒相对饱满的花生仁,用开水烫30 s,然后倒入凉水内,浸泡约2 min,将其取出,手工对其进行剥皮处理.将剥皮后的花生仁平铺在培养皿中,放入恒温干燥箱内105 ℃干燥1 h.
1.3.2 工艺流程
花生去皮→烘箱内烘干→称重→研磨→过80目筛→纱布包裹→放入溶剂中浸泡静置→超声波处理→索氏提取→旋转蒸发器蒸干→花生油→称重→计算
按公式(1)计算花生油得率:
花生油得率=(提取油的质量/样品质量)×100%
(1)
1.3.3 提取方法
本实验在溶剂浸出法基础上,采用超声波辅助溶剂提取法,分别考虑静置时间、料液比、超声时间以及超声功率四个因素进行单因素实验,并在单因素实验的基础上,采用正交实验优化提取工艺条件.
为避免油脂及其所含活性成分的功效受超声波清洗器内部的高温影响,同时结合预实验和相关参考文献的实验报道,将超声辅助提取温度设定为35 ℃,索氏提取温度参照文献选择55 ℃.
1.3.4 理化指标的测定方法
理化指标的测定方法均按照国家标准测定[6~11].
2 结果与分析
2.1 单因素实验结果与分析
2.1.1 料液比对花生油得率的影响
准确称量粉碎的花生仁10 g,以石油醚为提取溶剂,静置时间100 min,超声时间30 min,超声功率150 W,分别按1∶9、1∶11、1∶13、1∶15、1∶17的料液比进行试验,计算花生油的得率.结果如图1所示.
由图1可知,随着料液比的增大,花生油得率急剧提高.在料液比1∶11时达到顶峰,然后又缓慢下降,逐渐趋于平稳.这可能是因为对于一定量的花生碎块来说,随着溶剂量的不断增大,其与花生碎块的接触面浓度差就会不断增大,从而渗透压也会随之增大,油脂就越容易浸出,然而,当所用的溶剂量增加到一定的程度,由于原材料中的油脂含量逐渐减少,越来越难溶出,导致花生油得率趋于稳定,因此确定最佳料液比为1∶11.
2.1.2 超声时间对花生油得率的影响
准确称量粉碎的花生仁10 g,以石油醚为提取溶剂,静置时间100 min,料液比1∶11,超声功率150 W,分别按20 min、30 min、40 min、50 min、60 min的超声时间进行试验,计算花生油的得率.结果如图2所示.
由2图可以看出,当超声时间小于30 min时,随着超声时间的延长,花生油得率明显上升.当超声时间超过30 min时,花生油得率趋于平稳且缓慢下降,综合考虑经济成本等各种因素,超声时间选取30 min.花生油得率随超声时间变化的原因可能是花生碎块中蛋白质含量较高,而蛋白质较易形成乳状油,较难分离,随着时间的增加,破乳越充分,花生油得率明显上升,但当时间超过30min时,随着时间的延长,油脂与水等也会进一步乳化,致使出油率降低.
2.1.3 超声功率对花生油得率的影响
准确称量粉碎的花生仁10g,以石油醚为提取溶剂,静置时间100min,料液比1∶11,超声时间30min,分别在90W、105W、120W、135W、150W条件下进行试验,计算花生油的得率.结果如图3所示.
由图3可以明显看出,其他条件不变,随着超声波功率的增大,花生油得率先缓慢增加,当超声功率达到一定程度时,花生油得率急剧上升.这可能是因为随着超声波功率的增大,破碎和传质作用越发强烈,导致分子的扩散速度越来越快,从而油脂渗出就越快,由于受设备的最高功率的局限,因此实验选取最佳超声波功率为150 W.
2.1.4 静置时间对花生油得率的影响
准确称量粉碎的花生仁10 g,以石油醚为提取溶剂,料液比1∶11、超声时间30 min、超声功率150 W,分别按40 min、60 min、80 min、100 min、120 min静置,计算花生油的得率.结果如图4所示.
由图4可以清楚地看出,随着静置时间的延长,石油醚与花生碎块的相互接触时间延长,使溶剂能充分浸泡花生碎块,更多的油脂被提取出来,致使提油率升高.当静置时间超过100 min时,提油率基本上无太大的变化,这可能是因为提取率最大时,溶剂、油脂和花生碎块已基本达到平衡状态,提油率不会随着静置时间的延长而有明显的变化,由此确定最佳静置时间为100 min.
2.2 正交实验的结果与分析
由前面的分析可知,静置时间、料液比、超声时间、超声功率对花生油的得率均有影响.为研究各因素的重要程度,确定最佳提取方案,以石油醚为提取剂的关于静置时间、料液比、超声时间、超声功率的 L9(3)4正交实验结果如表1所示.
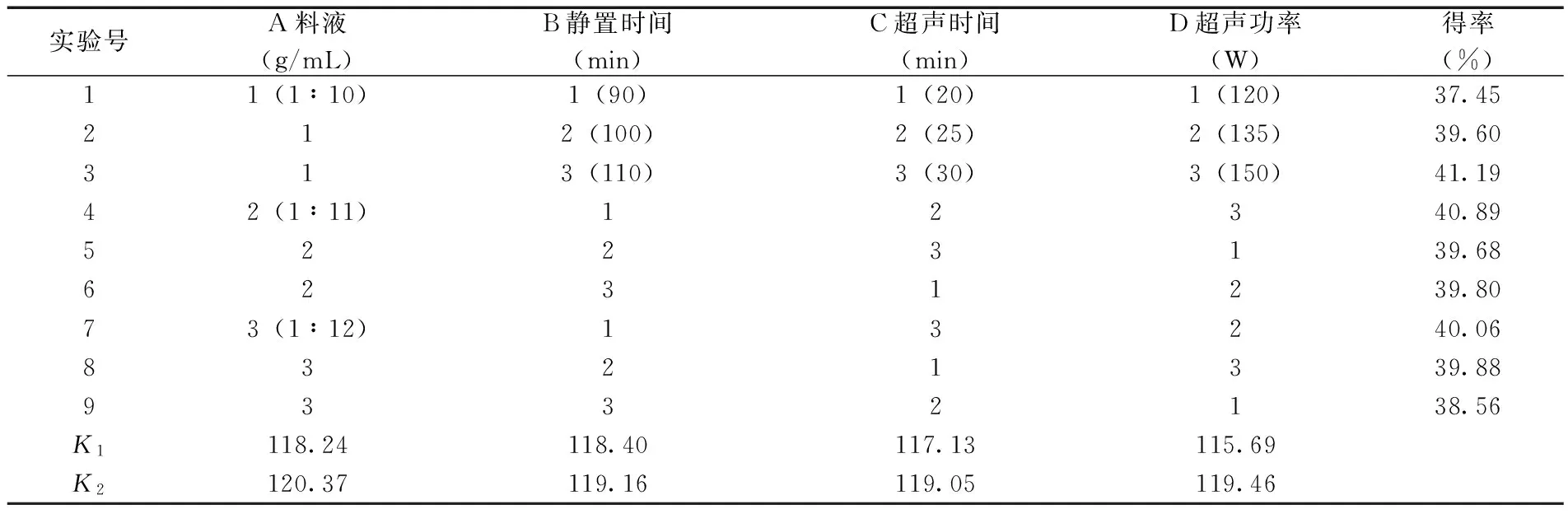
表1 花生油提取的实验结果

续表1 花生油提取的实验结果
为了更直观地反映实验因素对花生油得率的影响趋势,分别以各因素水平为横坐标,以指标K值的平均值为纵坐标,绘制因素与指标趋势图,见图5所示.
由表1和图5可明显看出,此次实验的四个因素对花生油得率的影响大小依次为D>C>A>B,在这四个因素中超声功率对花生油得率的影响最大,静置时间的影响最小.可得出最优试验组合:料液比为1∶11、静置时间为110 min、超声时间为30 min、超声功率为150 W,此时花生油得率为43.45%.
2.3 理化性质的结果与分析
对上述实验条件下得到的杏仁油进行理化分析,其结果如表2.
由表2可知,超声波辅助法提取的花生油各项理化指标值均达到花生油国标要求,这说明超声波辅助提取的方法在植物油脂提取研究方面具有很大的应用前景.
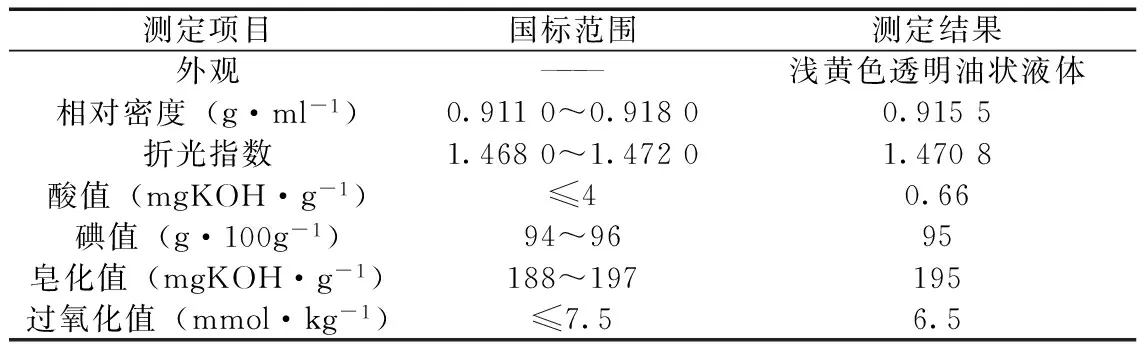
表2 花生油理化性质
3 结论
采用超声波辅助提取花生油,设计单因素和正交实验对影响花生油得率的各因素进行了简单研究.其结果如下:
(1)各因素对花生油得率的影响为:超声功率最大,超声时间次之,最后是料液比和静置时间.
(2)最佳提取参数为:料液比1∶11、超声功率150 W,静置时间110 min,超声时间30 min,此条件下花生油得率为43.45%.
(3)通过与传统溶剂浸出法相比较,超声波辅助提取法不仅具有耗时短、得率高等优点,而且所得油脂的各项理化指标值均达到国家标准要求.
[1]王瑞元.中国粮油工业的基本情况及今后的发展趋势[J].粮油加工,2007,32(4):5-7.
[2]王章存,康艳玲.花生油制取技术研究进展[J].粮油食品科技,2007,15(6):40-41.
[3]张郁松,赵雁武.超声波法提取猕猴桃籽油的工艺研究[J].中国粮油学报,2006,21(6):116-118.
[4]王颖,翟明翚.超声波辅助提取黄瓜籽油的工艺[J].食品研究与开发,2009,30(8):98-100.
[5]杨瑛,李全禄,郑文轩.超声波法提取花生油工艺的研究[J].安徽农业科学,2008,36(10):3932-3933.
[6]GB/T 5525—2008,动植物油脂透明度、色泽、气滋味测定[S].
[7]GB/T5527—2010,动植物油脂折射率测定[S].
[8]GB/T 5530—2005,动植物油脂酸值和酸度测定[S].
[9]GB/T 5532—2008,动植物油脂碘值测定[S].
[10]GB/T 5534,动植物油脂皂化值测定[S].
[11]GB/T 5538—2005,动植物油脂过氧化值度测定[S].
(审稿人 刘守华 朱维佳,责任编辑 于 海)
Study on ultrasonic assisted extraction of peanut oil
LI Yi-na
(Chaoyang Teachers College, Chaoyang Liaoning 122000)
With peanuts as raw material, the influence of solid-liquid ratio, standing time, ultrasonic time and ultrasonic power on the ultrasonic extraction of peanut oil are investigated. On the basis of single factor experiment, the optimal conditions are established by the orthogonal experiment. The results shows that the importance sequence of the factors is: ultrasonic power is the maximum, ultrasonic time is second, followed by solid-liquid ratio and standing time; the optimal parameters are: ultrasonic power of 150 W, ultrasonic time of 30 min, solid-liquid ratio of 1∶11, and extraction time of 110 min. Under these conditions, the extraction rate is up to 43.45%. At last, the physical and chemical indicators of the peanut oil were measured and compared with the national standard peanut oil physical and chemical indicators.
ultrasonic extraction; peanut oil; physicochemical index
2016—04—20
李依娜(1982-),女,辽宁朝阳市人,讲师,主要从事农产品加工及贮藏工艺方面研究.
TS225.1+2;TQ644.1
A
1008-5688(2017)01-0094-05
