清梳联合机两线优化改造及应用实践
2017-08-22李为安
李为安
(山东华兴纺织集团有限公司,山东 泰安 271400)
清梳联合机两线优化改造及应用实践
李为安
(山东华兴纺织集团有限公司,山东 泰安 271400)
为了实现企业节能增效目标,对清梳联合机工艺流程和重点单机性能进行分析,通过在原有流程中增加FT202A型T形分配器1台,优化调整流程中各环节的压强等关键技术点对清梳联合机流程进行优化和设备改造升级,并对改造前后的梳棉生条指标、细纱指标及节电效果进行对比。指出:改造后的清梳联设备运转率提高,成纱质量基本稳定,节电效果明显。
清梳联;FT202A型T形分配器;打手;棉结;短绒;节电
纺织是一个工序长、用工多、工艺要求高的劳动密集型行业,在新的经济环境下,已经步入“微利时代”,纺纱企业面临更大考验。为此,纺织企业不断优化工艺方案,充分发挥现有设备的潜力,在保证产品质量的同时更加注重节能改造;对现有设备进行优化创新,提高设备利用率;挖掘技术研发实力,提升企业的竞争力,最大限度地保障企业经济效益[1]。笔者所在企业清梳联设备优化改造及应用实践的情况如下。
1 改造前清梳联工艺流程
1.1 清梳联合机流程
我公司采用郑州某纺机公司制造的清梳联合机设备,其工艺流程为:FA006型往复式抓棉机→TF30型重物分离器(附A045B型凝棉器)→FA103型双轴流开棉机(分两条生产线)→FA028型多仓混棉机(2台)→FA109型三打手清棉机(2台)→FA151型除微尘机(2台)→FA221B型梳棉机(含FA177A型喂棉箱,两列共12台)。
1.2 重点单机性能
1.2.1 FA103型双轴流开棉机
棉束随气流进入FA103型双轴流开棉机打手室,在两只角钉滚筒缓和的打击作用下,充分开松,纤维损伤小,棉束沿打手做轴向旋转运动,杂物沿打手切线方向下落,落杂不受气流大小干扰,除杂效率高;根据原料含杂量调节打手尘棒间的隔距可控制落棉量。
1.2.2 FA028型多仓混棉机
FA028型多仓混棉机从第二仓起安装有活门,活门经气缸拉杆推动,气缸动作由PLC可编程序控制器控制,通过触摸式显示器设定棉仓压强。充分混合后的各仓原棉经给棉罗拉,在多翼齿形打手打击开松后,散落到输棉帘上,输棉帘将筵棉喂入FA109型三打手清棉机给棉罗拉。输棉帘速度受下道工序梳棉机要棉量影响,在连续喂棉装置控制下由FA109型清棉机给棉电机变频无级调速传动。
1.2.3 FA109型三打手清棉机
三只相同直径的滚筒打手组成清棉机系统,并配有除尘刀与调节板。打手速度为变频无级调速控制,第一、二、三打手速度按1︰1.7的比例逐步加快;第一、二、三打手分别为粗针、粗锯齿、细锯齿型,针齿逐渐加密,纤维依次柔和地从第一打手转到第二、三打手,保证纤维损伤少。调节板安装在3个打手的除尘刀处,生产过程中可根据不同的工艺要求调整调节板位置以改变落棉量,清除部分短绒和小杂,除杂效率达60%~70%。
2 工艺流程优化
通过对工艺原流程进行充分研究和分析论证,在满足生产需要的前提下对其进行优化[2],改进后的清梳联合机流程如下。
2.1 改进后的清梳联合机流程
FA006型往复式抓棉机→TF30型重物分离器(附A045B型凝棉器)→FA103型双轴流开棉机→FA028型多仓混棉机(1台)→FA109型三滚筒清棉机(1台)→FA151型除微尘机(1台)→FT202A型T形分配器(供应两列梳棉机)→FA221B型梳棉机(两列共12台)。
2.2 技术关键点
2.2.1 增加FT202A型T形分配器

图1 FT202A型T形分配器
FT202A型T形分配器见图1,可安装在FA151型除微尘机输棉风机与FA177A型喂棉箱间的输棉管道中,作用是将FA151型除微尘机输棉风机输出的原料按需分配到两路梳棉系统中。FT202A型T形分配器上装有吹风风机和导流环,运用吹风风机的风量、风压调节两路输棉管道的可变阻尼,依据两路梳棉机的要棉量,适当调节导流环以分配两路棉流量,达到均衡送棉的目的。
FT202A型T形分配器将FA151型除微尘机输出的原料按需分配到两路梳棉机的FA177A型喂棉箱中,整个给棉过程通过电子压差开关进行监测和控制,气压值检测装置安装在输棉管路上。比较管道压强实测值与设定值,当实测值低于设定值时停止给棉,电子压差开关将压强信号转换为电压信号传输给连续喂棉装置,通过连续喂棉装置实现棉流输送稳定、连续,减小了管道压强波动,提高给棉稳定性,从而保证各棉箱棉量分配的均匀性,以及梳棉机棉层喂给的均匀性。根据实际测定输棉管道压强约为800 Pa,可设定连续喂棉压强值为580 Pa。
2.2.2 优化原生产线的气压参数
清梳联系统FA028型、FA109型单机上均配有压力传感器,用于监测输棉系统、滤尘系统的正常运行。整个运转流程均有压力控制,合理的压力配置是开好清梳联的关键。稳定合理的系统压力不仅可以有效防止输棉管道、滤尘系统堵塞造成系统失常,而且能明显改善生条质(重)量内、外不匀以及条干水平等质量指标,从而提高清梳联设备的运转率,保证清棉到梳棉管道的畅通,降低设备运转故障率[3]。
对改进后各生产流程的每个单机的进棉口、出棉口以及排尘口的风压进行检测,根据生产实际进行优化调整。适当提高FA028型、FA109型除尘管道的压强,在相同开松、打击力度下可以提高短绒和杂质的排除能力,有效保持各排杂口的清洁;FA028型多仓混棉机棉仓换仓压强,由原来的250 Pa调整到150 Pa,适当的棉仓压强范围,不仅为后工序机台不间断连续喂棉打下良好的基础,而且为提高FA006型抓棉机运转率创造条件。即在一定产量的情况下FA006型抓棉机每次抓取棉束最小,抓取每个唛头的次数增多,保证FA028型棉箱充棉密度一致,存棉量适宜,满足清棉机及后面梳棉机棉量需要[4]。
3 工艺流程优化效果
3.1 改造前后梳棉生条质量指标对比
清梳联设备改造前后纺某品种纱线梳棉生条质量指标对比,见表1。由表1数据可知,改造前后生条棉结和短绒率基本一致,仅个别机台指标有改善。
3.2 改造前后细纱质量指标对比
表1 改造前后梳棉生条质量指标对比
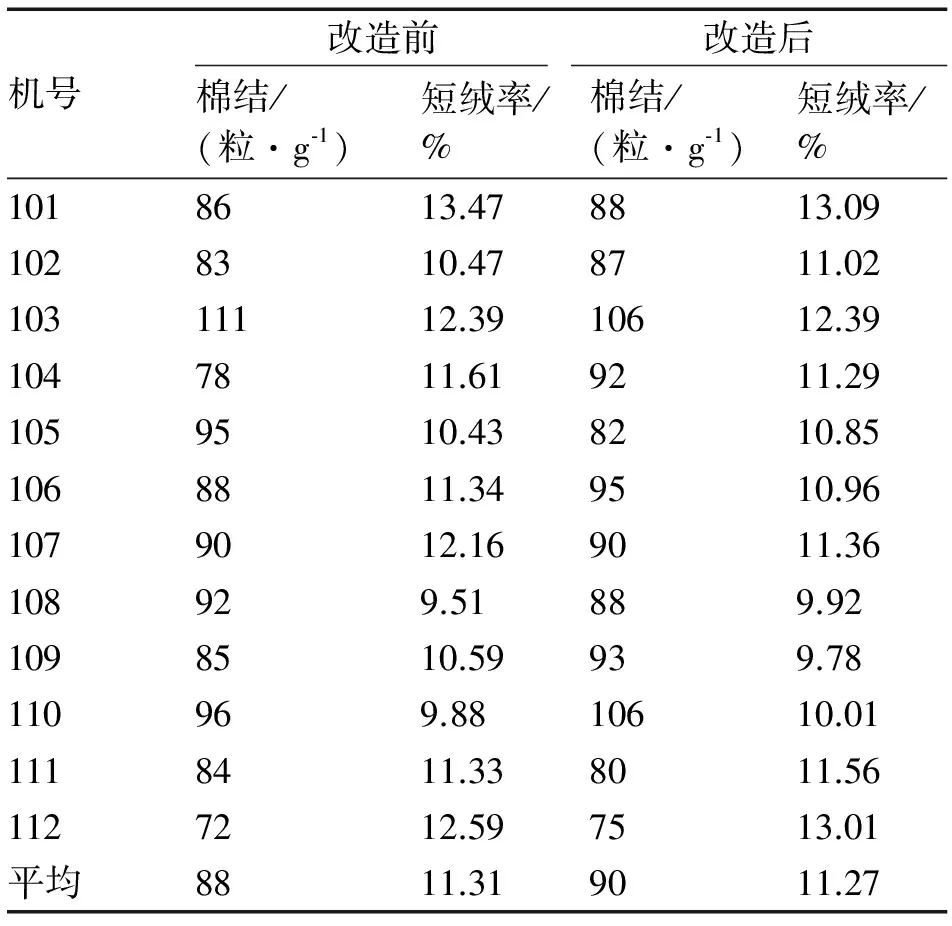
机号改造前改造后棉结/(粒·g⁃1)短绒率/%棉结/(粒·g⁃1)短绒率/%1018613.478813.091028310.478711.0210311112.3910612.391047811.619211.291059510.438210.851068811.349510.961079012.169011.36108929.51889.921098510.59939.78110969.8810610.011118411.338011.561127212.597513.01平均8811.319011.27
纺集聚赛络纺 CJ14.58texK 纱,清梳联设备改造前、后的细纱质量指标对比,见表2。从表2可以看出,改造前后成纱质量稳定。
3.3 节电效果
清梳联合机流程改造增加FT202A型T形分配器1台,其上有功率仅为0.55 kW的风机1台;减少FA028型多仓混棉机、FA109型清棉机及FA151型除微尘机各1台,其电机功率合计约为40 kW。改造后设备减少,相应的耗电量、机物料消耗减少,为企业降低了生产成本。
4 结语
根据各机台任务要求和作用特点等实际情况,我公司对清梳联合机流程进行两线优化改造,经过6个月的生产实践证明,改造后清梳联设备运转率提高,设备的优势发挥充分,成纱质量基本稳定,为企业节能增效发挥了较大的作用。
表2 改造前后细纱质量指标对比

项目断裂强度/(cN·tex⁃1)棉结/(粒·g⁃1)疵点/(粒·g⁃1)条干CV/%细节粗节棉结个·km⁃1CVb/%改造前(3月份)18.76121511.0305181.82改造后(4月份)18.72111611.1004191.90
[1] 涂前文.国产短流程清梳联的设计及调试生产[J].棉纺织技术,2000,28(5):17-20.
[2] 张晓生.青岛第四代清梳联工艺特点[J].山东纺织科技,2002(3):53-55.
[3] 董志强.国产清梳联系统的压力调整[J].棉纺织技术,2007,35(1):42-44.
[4] 阿尔孜古丽·乌休尔.国产清梳联的工艺优化[J].棉纺织技术,2015,43(10):50-52.
Two Lined Optimization and Application of Blowing-carding Unit
LI Weian
(Shandong Huaxing Textile Group Co.,Ltd.,Taian 271400,China)
To achieve the target of energy efficiency,analysis is done to the blowing-carding unit regarding the process flow and single unit performance.Optimization and upgrading is done to the blowing-carding unit through the addition of one T-distributor FT202A to the original process and pressure regulation in some key points.Comparative analysis is done to the sliver index of cotton carding,spinning index and energy saving index before and after the modification.It is pointed out that the modified blowing-carding unit is of high efficiency,stable yarn quality with marked energy saving effect.
blowing-carding unit;T-distributor FT202A;beater;neps;short fiber;energy saving
2016-12-26
李为安(1979—),男,山东泰安人,助理工程师,主要从事棉纺技术与设备管理工作。
TS104.7
B
1001-9634(2017)04-0024-03