基于激光扫描技术的车辆外廓尺寸动态测量系统的设计
2017-08-08王振华许琳娜苏现征
王振华,许琳娜,苏现征
(大连交通大学 电气信息学院,辽宁 大连 116028)
基于激光扫描技术的车辆外廓尺寸动态测量系统的设计
王振华,许琳娜,苏现征
(大连交通大学 电气信息学院,辽宁 大连 116028)
根据GB21861-2014国标要求,车辆检测机构2016年必须使用电子汽车轮廓检测设备,在这种背景下,结合车辆外廓尺寸动态测量中面临的测量物体体积大而不规则、距离远、动态性强等问题,本文给出了一种基于激光扫描技术的车辆外廓测量方案,充分利用了激光扫描技术精度高、范围大、实时快速、动态测量的优势,进行了系统设计和实验验证。实际测试表明:系统可以对行进中的车辆进行实时、动态、非接触化测量,在国家相关部门规定的速度内,测量时间在30S以内,系统运行稳定且可靠。解决了我国长期以来依靠人工测量导致的效率低下、出错频繁的弊端,也顺应了当下国家的强制标准,具有较大的实际推广意义。
激光扫描;外廓尺寸;车辆;激光扫描仪
近年来,据相关部门发布的白皮书得知,车辆超载超限已经成为重大交通事故的重要原因之一,在造成桥梁倒塌、路面损坏等重大交通事故中,车辆超限超载占到50%左右[1],由此可见,车辆违法超限超载不但大大缩短了桥梁和公路的使用寿命,而且严重影响国家财产和人民生命安全。为了从根本上消除车辆违法超限超载现象,国家相关部门早在2014年就制定了国家强制性标准《道路车辆外廓尺寸、轴荷、及质量限值》(GB1589O2004),并在相关配套法律法规中规定车辆的结构不得私自改造,需要对整车的尺寸进行测量,通过实际调研得知,现在国内车辆检测机构在对车辆整车外廓进行测量时,主要通过人工利用角度尺或者标杆进行测量,这种测量方式要求车辆必须处于静止状态[2],人为误差大,机械劳动强度较大,这种方式随着车辆的不断增加和不能满足现代自动化、非接触测量的要求,淘汰已经成为必然。在这种背景下,国家相关部门及时制定了新的强制标准[3],其中GB21861-2014要求车辆检测机构2016年必须使用电子汽车轮廓检测设备,本文结合实际需求和顺应国家政策,设计并实现了一种基于激光扫描技术的车辆外廓尺寸动态测量系统,可以实现对车辆在规定速度行驶下高精度、非接触外廓测量,从一定角度说,系统的实际推广使用,对从根源上消除车辆超载超限,保障人民生命财产安全和切实维护交通安全运行具有十分重要的现实意义[4]。
1 系统测量原理
一般来说,车辆外廓尺寸是个三维概念,包括高度、长度和宽度,利用模糊控制算法来简化系统以处理更多的信息量,采用相应的传感器技术和二维激光扫描技术来完成具体的检测任务[5],通过STM32控制芯片来控制激光二维扫描仪和采集其它辅助传感器的工作状态并实时给出相关信息,结合配套的机械结构实现对动态车辆外廓的实时、精确、非接触测量,系统的立体结构示意图如图1所示,图中,①为行驶路线,②为驶入段,③为驶出端,④、⑤为二维激光扫描仪,⑥为车辆,其中两个二维激光扫描仪用于获取检测环境平面内的距离图像,相对普通图像数据冗余比较少,各测量点方向角度有序,基本不会产生干扰噪点,运行稳定可靠。系统的设定的车辆有效检测范围为:1.8米<长度<17.4米,宽度<7.2米,高度<7.2米,系统采用方便拆卸的机械标准件,可以根据实际情况扩展检测范围[6]。
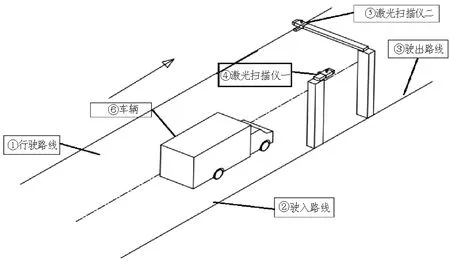
图1 系统的立体结构示意图
1.1 车辆三维外廓获取原理
参考图1,车辆⑥从安装有二维激光扫描仪④的驶入端②驶入,开始测量后,二维激光扫描仪④、⑤一直处于开机状态获取数据,二维激光扫描仪④从车辆侧面上方扫描车辆的横向轮廓和高度,通过内置相关算法,可以准确获取一侧的轮廓尺寸,另外一侧的轮廓可以利用对称算法直接得出;二维激光扫描仪⑤从车辆正面上方扫描车辆的纵向轮廓,利用同样的图像处理算法,得到图像的纵向尺寸。二维激光扫描仪每秒输出25次数据,采用数据缓冲法,一旦检测到有车辆进入待测区域,即开始缓冲所有数据,并通过STM32微处理器对数据进行全速运算处理,系统采用的处理器型号为STM32F103RBT6,采用的二维激光扫描仪为德国西克公司的系列产品[7]。测量原理示意图如图2所示。
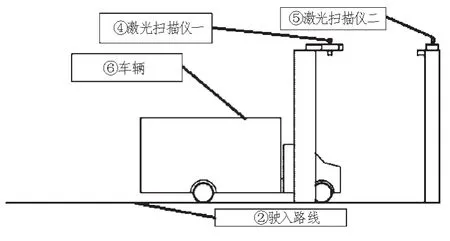
图2 系统车辆三维外廓获取示意图
1.2 系统的图像畸变处理
由于激光扫描过程中采用的矢量坐标码描述,根据激光扫描成像原理,矢量码应构成一封闭的多边形,检查其封闭性的条件为:n1+n2+n3=n5+n6+n7和n3+n4+n5=n7+n0+n1,其中ni为 i出现的次数 (0≤i≤7),系统采用激光束和矢量码来拾取激光点时,正常的情况下会出现一个闪亮的点,这个点在矢量码坐标下是关于矢径A和矢量方向角α的函数,在系统激光扫描函数中是关于A的坐标和图形矢量码的函数[8],系统二维扫描光路图如图3所示。
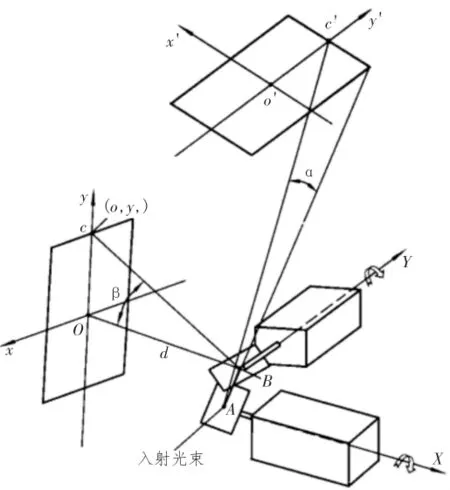
图3 系统二维扫描光路图
基于以上分析,由于电机动态特性产生的延时和由振镜动态形变以及枕形误差产生的误差,会导致图像产生畸变,会严重影响系统测量的精确度,所以必须对图像畸变进行处理,除了在硬件上使步进电机有精确的细分定位,使激光振镜有较小的振动外,经过多次尝试,在算法上,最终选择拉格朗日插值法对图像的边缘模糊进行修正[9]。由于输出图像中的像素可能会映射到原图像中没有灰度定义的像素点之间,可能会导致图像边缘模糊,所以采用拉格朗日插值法确定这些未定义点的灰度值是十分必要的,拉格朗日算法运算速度快、硬件要求低,完全适应系统采用的STM32F103系列处理器,实践表明,拉格朗日插值法可以有效消除图像边缘模糊现象,在很大程度上可以纠正图像的畸变。
2 测量系统的结构
系统主要由两个二维激光扫描仪、两个高精度步进电机 (用于调整二维激光扫描仪的位置)、LCD显示模块、图像处理模块、超限超载报警模块、无线通信模块RS485、控制模块STM32F103RBT6以及上位机组成,系统通过无线模块RS485进行通信,采用12864液晶屏作为人机交互模块,在图像处理模块里内置拉格朗日插值算法,消除图像的边缘模糊[10],语音报警模块由主控芯片STM32F103RBT6和MXW588分段式语音模块组成,在语音模块里存储了56段语音片段(包括数字和字母信息以及相关车辆归属地信息),在STM32F103芯片控制下,与上位机通信,分时播报语音,12864液晶屏主要用来显示相关信息 (比如测试过程中的提示信息和测量结果等),系统的总体结构框图如图4所示。
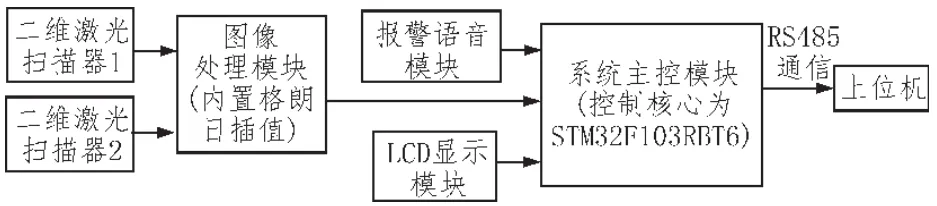
图4 系统总体结构框图
3 测量系统的软硬件设计
系统的硬件结构较为简单,在上文中已经给出了较为详细的介绍,在这里不在累述,主要介绍系统的软件设计。为了人机交互更为便捷以及便于利用计算机联网,系统设计了配套的上位机软件,上位机由labview编写,协调和控制下位机工作,通过上位机给下位机发送测量指令,下位机开始工作,测量完成后把数据通过通信模块传给上位机,上位机收到测量数据后与数据库进行比对 (为了提高系统的精确性[11],这里采用测量三次,然后取平均值,并给出一个相对小的误差区间,只要在这个区间以内,就认为所测车辆合格),并给出比对结果,同时调用显示子函数和报警子函数,以给出测量结果,上位机程序流程图如图5所示。两个二维激光扫描仪接收到开始测量指令后,开始采集车辆的三维轮廓图像,并对图像进行滤波和畸变修正,通过RS485无线通信模块把图像数据送到STM32主控模块,主控模块对图像经行进一步处理后(比如二值化和灰度化),通过RS485模块把数据发送到上位机[12],系统获取车辆三维轮廓软件流程图如图6所示,系统的轮廓计算公式以及误差分析,将在测量试验中分析。
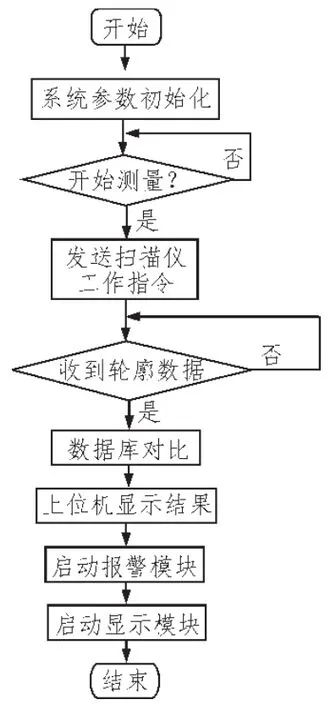
图5 上位机程序流程图
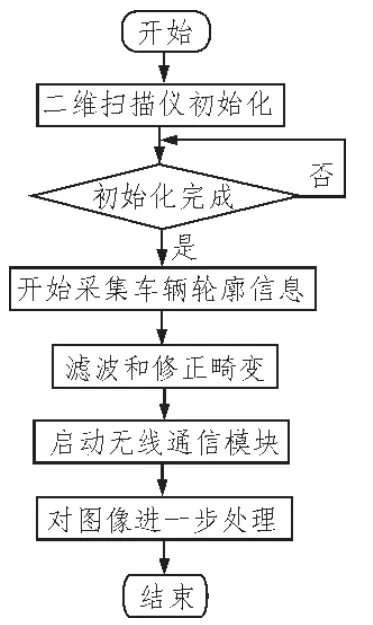
图6 获取车辆三维轮廓软件流程图
4 测量试验
为了实际验证系统的稳定性和精确性,以及系统对不同类型车辆的兼容性是否完善,选择实际的车辆检测机构安装系统[13],同时选择不同的车辆在不同的速度下进行测量,以保证实验验证的普遍性和真实性,在系统的安装过程中,由于人为或者地形的因素,误差难免存在,所以在实际实验测量时,适当增大合格区间,然后通过软件进行校正。
系统选择四种不同类型的车辆,分别为微型车、小型车、中型车、大型车,每辆车连续测量3次,根据国家相关标准,测量时,车辆车速应该低于10km/h,分别计算了4中车型测量数据的相对误差和标准差,以验证系统的精确性和稳定性,测量数据记录表如表一所示,根据相对误差和标准差可以看出,随着车型的增大,相对误差减小[14],而且标准差相对较小,说明系统稳定性较好。
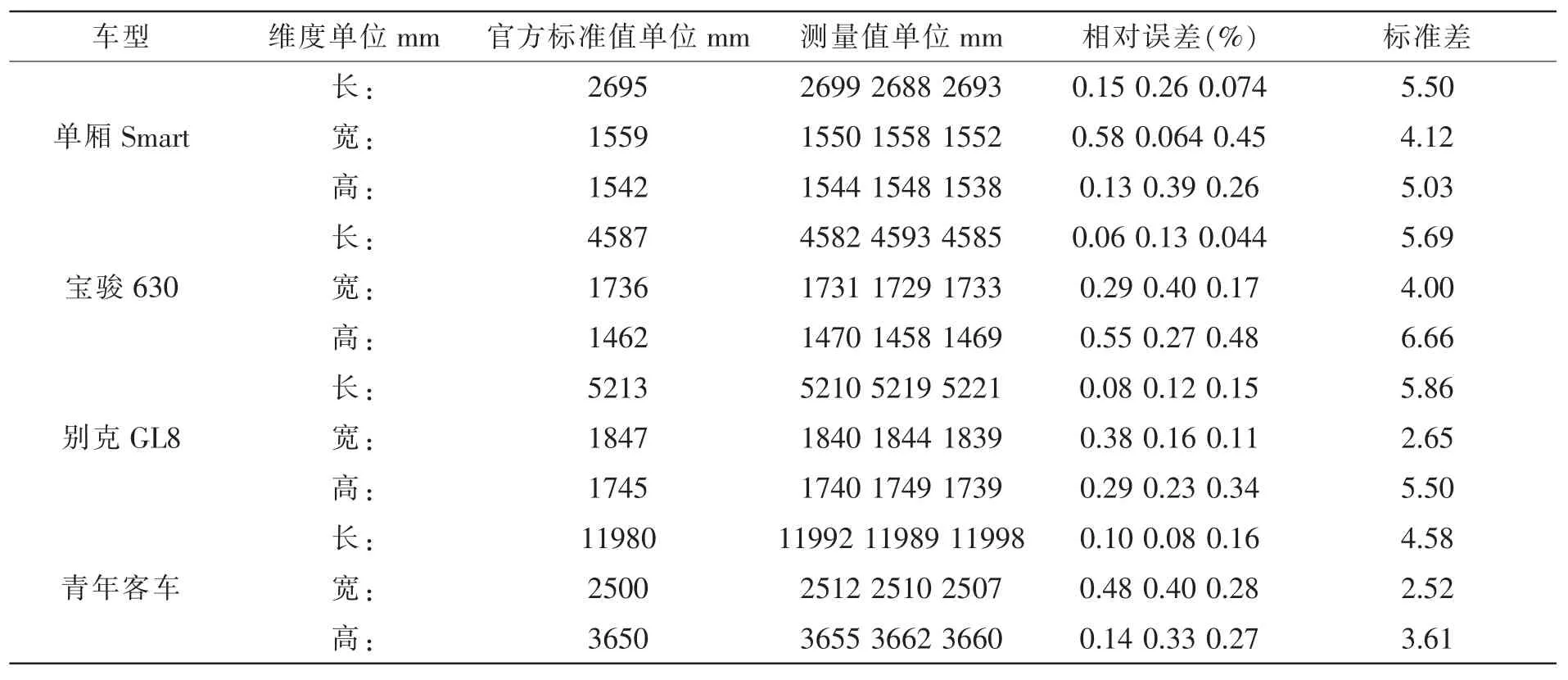
表1 系统测量试验记录表
由于人为和设备总是存在误差,系统的误差是不可避免的,误差主要出现在二维激光扫描仪的机械误差和由于车辆运动产生的图像移位误差,下面详细介绍。
1)系统的机械误差分析:由于二维激光扫描仪是高精度仪器,安装示意图如图7所示,从图中可以看到,由于二维激光扫描仪固定件并不是完全光滑的,总会有角度偏差,此外,由于固定二维激光扫描仪的螺丝是自攻螺丝,在实际操作过程中会由于用力过大或者过小而损坏扫描仪精密器件,也会造成一定偏光误差,而且在根据车辆实际大小自动调整过程中,由于步进电机会产生震动,也会给扫描仪的扫描过程产生干扰,使图像边缘变得模糊,这种误差主要通过软件补偿来减小。
2)车辆运动产生的图像移位误差:系统在车辆一定速度行驶下利用线性CCD图像原理,利用二维激光扫描仪来获取车辆的三维轮廓,其工作原理是通过抓拍运动车辆前后两次的瞬时图片,根据车辆与CCD之间的相对位置关系,参照测试场预定的测标线[15],通过二维激光扫描仪设定的算法,准确得出测试车辆的三维轮廓尺寸,由于CCD的分辨率有限,测量时由于车辆运动使图像边缘模糊和分辨率不足会造成检测误差,这种误差主要通过硬件补偿减小。
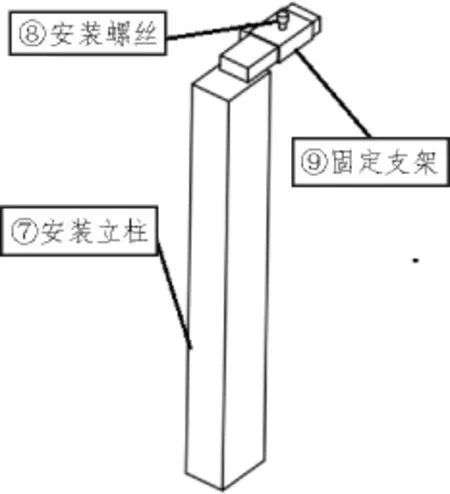
图7 二维扫描仪安装示意图
5 结束语
研发的基于激光扫描技术的车辆外廓尺寸动态测量系统,实现了对一定速度行驶下的车辆外廓进行实时、非接触、高精度的动态测量,从一定程度上改变了长期以来我国车辆检测机构采用人工测量导致的效率低下、精度低、受环境影响较大等弊端,同时也顺应了国家相关部门最新的国家标准(GB21861-2014国标要求,车辆检测机构2016年必须使用电子汽车轮廓检测设备),通过对4种不同车型的车辆进行测量得知,该系统具有实时性强、精度高、受环境影响小等优点,完全满足国家的相关强制标准。
[1]刘常杰,刘洪伟,郭寅,等.基于扫描激光雷达的列车速度测量系统 [J].红外与激光工程,2015,44(1):285-290.
[2]吴斌,张放.基于单目视觉的焊接螺柱位姿参数测量技术研究[J].光电子.激光,2014(10):1931-1935.
[3]薛彬,邾继贵,杨凌辉,等.wMPS系统在飞机水平测量中的应用[J].光电工程,2014,41(8):22-26.
[4]王伟,于之靖,郭寅,等.多摄像机空间交会动态测量中遮挡问题的研究[J].光学学报,2014,34(4):169-174.
[5]邵学君.铁路罐车(箱)容积三维激光扫描测量方法[J].中国铁道科学,2014(2):79-85.
[6]李文辉,杨胜强,刘桂莲,等.大尺寸异形轴类零件的滚磨光整加工理论分析与试验研究[J].车用发动机,2013(5):87-92.
[7]时光,张福民,曲兴华.经济型大尺寸激光自动坐标测量系统[J].光学精密工程,2013(8):1957-1965.
[8]高岩,邵双运,冯其波.一种激光扫描自动测量轮对几何参数的方法[J].中国激光,2013(7):176-181.
[9]全燕鸣,黎淑梅,麦青群.基于双目视觉的工件尺寸在机三维测量 [J].光学精密工程,2013(4):1054-1061.
[10]夏榜样,赵传奇,曹良志,等.环形元件超临界水冷堆CSR1000A初步概念设计 [J].核动力工程,2013(1):15-18.
[11]中国国家标准化管理委员会[R].GB21861-2014机动车安全技术检验项目和方法实施,2015.3.15.
[12]周小波,朱勇.一种新型的车辆外廓尺寸检测系统的设计.仪表技术与传感器,2014,31(4):126-132.
[13]程炎星,杜颖,杨华西,等.浅析机动车外廓尺寸动态自动测量装置的应用.技术与市场,2013,20(3):33-36.
[14]蒋云清,廖小鹏.激光与三维图像处理技术在机动车外廓尺寸动态测量中的应用.客车技术与研究,2014,12(3):42-45.
[15]Zhu G,Packirirssamy M,Hosseini M,et al.Modelling and controlofan electrostatically actuated torsional micromirror [J].Journal of Micromechanics and Microengineering,2006,16(A3):2044-2052.
Vehicle outer profile size dynamically based on the technology of laser tracking measurement system design
WANG Zhen-hua,XU Lin-na,SU Xian-zheng
(Dalian Jiaotong University Institute of Electrical Information,Dalian 116028,China)
According to GB21861-2014 gb,vehicle inspection agencies must use 2016 electronic automobile contour detection equipment,in this context,combined with dynamic vehicle profile size measurement of measuring large volume and irregular objects,the problem such as distance,strong dynamic,this paper presents a vehicle outside the profile measurement scheme based on laser tracking technology,make full use of the laser tracking technology of high precision,large range,real-time fast,the advantage of dynamic measurement,system design and experimental verification.Actual test shows that the system can real-time,dynamic of moving vehicles,non-contact measurement,within the prescribed by the relevant national authority speed,measuring time within the 30 s,system operation is stable and reliable.Solves our country have long relied on manual measurement caused by the disadvantages of low efficiency,error frequently,also complied with the current national mandatory standard,has great practical popularization significance.
laser tracking;outside the profile size;vehicle;laser scanner
TN248
:A
:1674-6236(2017)14-0131-05
2016-05-21稿件编号:201605263
王振华(1990—),男,山东泰安人,硕士研究生,中国电子学会会员。研究方向:嵌入式开发与控制。