宝钢股份硅钢摆式飞剪堆钢原因分析及问题处理
2017-08-07张俊峰
张俊峰
(宝钢工程技术集团有限公司,上海 201900)
宝钢股份硅钢摆式飞剪堆钢原因分析及问题处理
张俊峰
(宝钢工程技术集团有限公司,上海 201900)
本论文主要解决宝钢股份硅钢摆式飞剪剪切时堆钢现象,简要介绍了摆式飞剪的结构,通过对飞剪剪切一系列数据进行现场测绘和理论计算,对飞剪剪切过程中的剪切板长、加速度、导板形式等影响因素进行深入分析,找出关键要因:剪切钢板长度过长;剪切加速度不合理;废料导板形式不合理。最终解决方案:控制钢板定尺长度为1 m之内,优化剪切加速度,改造废料导板形式,使摆式飞剪剪切堆钢问题得以很好的解决,正常生产得以延续,证明理论计算是正确的。
摆式飞剪;堆钢;钢板定尺;剪切加速度;导板形式
0 前言
宝钢股份硅钢三期FCL机组,出口为了提高剪切效率和缓解出口活套的运行压力,由硅钢二期的闸刀剪切改为摆式飞剪剪切。冷运行调试阶段,频繁发生摆式飞剪剪切堆钢的现象,造成机组的异常停机,需要投入大量时间来处理这些废板,给生产带来极大的不方便,业主要求调试团队尽快彻底解决飞剪剪切堆钢问题,这给现场机械、电气调试人来带来了很大的压力,通过对飞剪剪切过程中的剪切板长、加速度、导板形式等影响因素进行深入分析,最终通过优化剪切长度、优化加速度角度、改变导板形式等方法,顺利地解决了这一难题,完成了预定目标。
1 摆式飞剪结构及动作分析
摆式飞剪本体结构简图如图1所示,该飞剪的剪切执行机构主要是分三部分组成,即上刀架即摆架,下刀架及匀速装置。其结构主体就是一台凸轮式机动下切剪,为实现空切,下刀架的凸轮从主轴分离出来,用一个两端带偏心轮的套筒,附加在主轴上,其回转中心仍然与上刀架凸轮的回转中心保持在同一轴线,为使刀架能自由移动,所以将剪切机的架体设计成摇杆,回转中心设置与上下刀架的凸轮同一轴线,这样做的最大好处是保证传动装置轴线位置的固定。推动剪切机摇摆运动的装置,称其为匀速机构,匀速机构功能有二:一是产生摆动,使剪刃产生运动;二是根据不同长度的定尺,改变在不同转速的条件下,保持剪刃与带钢同步。虽然这种飞剪结构简单,但是结构未充分考虑机构运转时的动力平衡,根据实际使用情况,即使剪切最薄的带钢,其最高剪切速度也不能超过120 m/min。
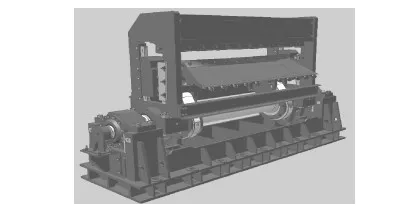
图1 摆式飞剪的基本结构
2 剪切堆钢情况及受力、速度分析
2.1 飞剪剪切堆钢情况描述
现场在调试过程中,屡次发生如下问题
(1)带钢有局部剪不断,不时有粘刀现象发生;
(2)前面的废板还没有来得及抛掉,后面又开始剪切,有时候造成一刀切重叠的两张板的现象;
(3)剪切时伴随有机架振动大,不规则等现象发生;
图2为飞剪堆钢及粘刀现象照片。

图2 摆式飞剪剪切堆钢后的照片
2.2 飞剪剪切受力分析
摆式飞剪机构简图见图3。
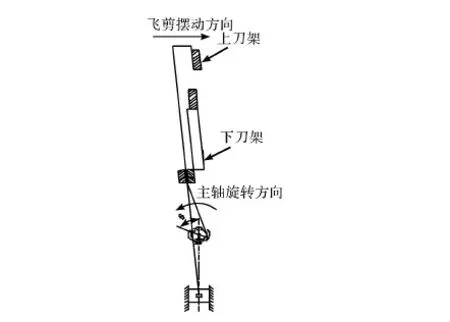
图3 摆式飞剪机构简图
根据工程中常用的计算剪切力的公式-富姆公式
P=0.257fh2Rσb=53×103Nf=1+(9.93-37.6c)R0.1990.0936+c-0.605
式中,h为带钢厚度,此处取最厚规格的带钢1.6 mm;c为剪刃侧隙,一般c=5%~20%h,此处取c=5%h=0.08 mm;R为剪刃斜度,R=tgα,α为剪刃斜斜角,在此R=0.01;σb为带钢强度极限,此处取最大780 N/mm2。
为了减小剪切力,不采用平剪的形式而采用斜剪刃的形式,同时为了防止单斜度剪刃剪切时产生带钢侧向移动的情况,采用双斜度的剪刃,既下剪刃设计为V型,所以在剪切时有2个剪切点,故总剪切力为
P总=2P=106×103N
2.3 摆式飞剪同步速度分析
要保证飞剪稳定剪切,必须保证在曲柄半径或定尺长度从最大到最小,都能维持在上下刀刃在剪切位置上的刀刃的正确关系,通常的做法是,在剪切位置上,下刀刃比上刀刃的水平分速度略高一些,这能保证剪切过程中刀刃侧隙不变大,相反就有可能由于侧隙的增大,使带钢未能完全剪断,产生事故。曲柄半径的确定,是在定尺、机组速度、飞剪转速确定的前提下,必须满足与机组速度的剪切关系,即飞剪刀刃的水平分速度,应大于机组速度1%~5%,不要超过10%,这能使剪切过程中,带钢保持一定的张力,但是又不会因张力过大而造成带钢的断带,或使定尺长度超标,同样无张力剪切,会造成定尺的不正确,以及容易造成上述的“堆钢”现象。
最佳剪切位置如图4所示,应用瞬心法来确定同步速度VA。主偏心轴与均速偏心轴由同一电动机带动。一般取主偏心轴的角速度ω主与均速偏心轴角速度ω均相等,即ω主=ω均=ω。
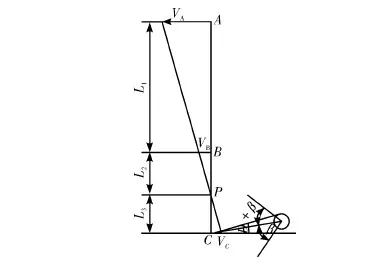
图4 摆式飞剪运动简图
β角为正值时,瞬心P点在c点上面。根据瞬心法求解速度可得
VAL1+L2=VBL2=VCL3
(1)
由式(1)可得
VA=VbL1+L2L2=VCL1+L2L3
(2)
令
BC=L,PC=L3,BP=L2,L=L2+L3
则
L2=VBVCL3
(3)
则有
L=L1+L2=VBVCL3+L3
所以
L3=LVBVC+1
(4)
将式(4)带入式(3)可得
L2=VBVC·LVBVC+1
(5)
将式(5)L2值及式(4)L3值带入式(2),可得
VA=VCL1+L2L3=VCL1+VBVC·LVBVC+1LVBVC+1
=L1L(VB+VC)+VB=VBL1L+1+L1LVC
(6)
由图4可知,ν=90°-(γ+β+α),根据速度投影定理得:VC=VDcos[90°-(γ+β-α)]cosγ=VDsin(γ+β+α)cosγ
(7)
将式(7)带入式(6)得
VA=VBL1L+1=VDsin(γ+β-α)cosγ·L1L=
ω·OBL1L+1+ω·O1Dsin(γ+β-α)cosγ·L1L
(8)
应用式(8)可求出不同β值及不同ω值时,飞剪的同步速度(剪刀的剪切速度)。
若β为负值,瞬心点P在AC延长线上。即在C点下面。此时,在应用式(8)求同步速度时,则应以负β代入,式(8)同样有效。
由机械原理可知,此类摆式飞剪机构中A点的水平位移是按正弦规律变化的。即
XA=Asinωt
(9)
则其A点水平速度Vxa为
Vxa=dXAdt=Aωcosωt
(10)
式中,A为摆架的摆幅;a=ωt为主偏心轴的转角,ω=2π/T;T为摆动时间,摆架往复一次的周期,它正好是主偏心轴转一转的时间。若无空切时,正好为剪切一次的时间。因此,亦可称为剪切时间,t为相位时间;A点的水平速度VxA随主偏心轴的转角a=ωt变化而变化。显然,在α=0°(360°)及180°位置时,cosωt=1,则
vxA=VA=Aω
(11)
这说明摆架摆幅A值不同,其同步速度亦不同。
2.4 剪切长度影响因素分析
当摆式飞剪运行过程中,上刀固定,随着上刀架一起摆动,下刀随着凸轮机构做往复运动,情况见图5。
恒定带材速度为V0,假定剪切基本定尺长度时,其摆架摆幅及主偏心轴的角速度分别为A0和ω。在剪切瞬时,可假定cosωt=l,剪切瞬时剪切速度VA与恒定带材速度V0同步。即
VXA=VA=Aω=V0=A0ω0
(12)
剪切基本定尺长度
L0=V0T0=A0ω02πω0=2πA0
(13)
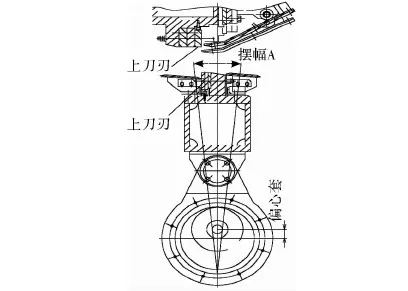
图5 飞剪剪切及摆动情况分析
若主偏心轴角速度为ω值,及带材速度V0为恒定,其剪切长度L
L=V0T0=A0ω02πω=2πA0ω0ω
(14)
令ω0ω=i,则
L=2πA0i=L0i
(15)
由式(15)可知,改变i,即改变主偏心轴的转速(角速度),可改变剪切长度。
由式(12)可知,若V0=Aω,则式(14)变为
L=V0T=Aω2πω=2πA
(16)
因此,改变摆架摆幅A,可改变剪切速度。A的改变,一般可用改变相位角β来实现。而改变相位角β,则依靠旋转偏心轴的偏心套来实现。偏心套不同位置,表示了不同的相位角β值。由图5可清楚的表明,偏心套位置不同,摆幅A值亦不同。图中A1 每分钟摆架摆动次数(即主偏心轴的转速为n主,而T=60/n主,引入空切系数K,则剪切定尺长度为: L=V(60/n主)K (17) 式中,V为带材速度。 由式(17)可知,欲改变剪切长度L,可采用下列方法: 带材速度为恒定V=60 m/min,只改变n主。由于n主的改变,会引起剪切速度VA的改变,会出现V与VA不一致的情况。在这种情况下,则应采用均速机构改变β值,使剪切速度VA与带材速度同步。 通过以上分析,有三个改善措施:①规定了剪切长度不超过1 m,定尺情况下,不管是取样板还是取废料,找到最优化的剪切长度;②改进导板形式,由滑轮导板改为镜面不锈钢,不但提高了导板使用寿命,还降低了轮子卡钢的概率;③优化了剪切的同步速度和加速度,保证了最优化的剪切角度。改进后,解决了摆式飞剪卡钢堆钢问题,生产运行良好。 通过对飞剪剪切一系列数据进行现场测绘,对飞剪剪切过程中的剪切板长、加速度、导板形式进行分析,找出要因,最终控制钢板定尺长度为1 m之内,使摆式飞剪剪切堆钢问题得以很好的解决,每天因为飞剪造成堆钢停机的几率降低到1次以内,正常生产得以延续,证明理论计算时正确的。 [1] 何经南,王普.冷轧带钢生产工艺及设备[M].北京:化学工业出版社,2015. [2] 杨基厚.摆式飞剪输入扭矩的波动分析[J].东北重型机械学院学报,1981,12(03):377-381. [3] (苏联)阿尔托包列夫斯基著.机械原理[M].樊大钧译.北京:高等教育出版社,1956. [4] 万飞.曲柄摆式飞剪液压空切原理及剪刃轨迹分析[J].重型机械,2010(01):31-33. [5] 潘纪根,贾高华.宝钢冷轧厂曲柄摆式飞剪特点分析[J].宝钢技术,1989(04):50-54. [6] 邹家祥.轧钢机械[M].北京:冶金工业出版社,2000:314-322. [7] 周国盈.带钢精整设备[M].北京:冶金工业出版社,2001:228-231. Steel pile analysis and treatment of silicon steeltilting flying shear in Baosteel ZHANG Jun-feng (Baosteel Engineering & Technology Group Co.,Ltd.,Shanghai 201900,China) This paper is mainly to solve the flying shear shearing pile of steel in Baosteel silicon steel, the paper briefly introduces the structure of the flying shear, the flying shear of a series of data on-site surveying and theoretical calculation of the shear factor of shear plate in the shearing process, acceleration, guide form influence of in-depth analysis, find out the key due to the shear plate: the length is too long; shear acceleration is not reasonable; unreasonable waste plate form. The final solution: control the length of the steel is 1 m, the optimization of shear acceleration, transformation of waste plate form, the flying shear pile of steel can solve the problem very well, the normal production continues, proved by the theoretical calculation is correct. flying shear;steel plate pile;length;shear acceleration;plate form 2017-01-06; 2017-02-10 张俊峰(1981-),男,硕士研究生,高级工程师,高级调试经理。 TG333 A 1001-196X(2017)04-0078-043 摆式飞剪堆钢改进方案
4 结论
