供水管道防腐层保护和焊接环节的施工注意事项
2017-08-02李娟
李 娟
(菏泽市定陶区水务局,山东 定陶 274000)
供水管道防腐层保护和焊接环节的施工注意事项
李 娟
(菏泽市定陶区水务局,山东 定陶 274000)
由于区域水资源分布不均,各地经济发展和用水情况各异,区域间协调供水工程项目越来越多,其中供水管道以其环保、节水、节地的特点被广泛应用。但供水管道施工过程中工序众多,质量问题各异,本文以螺旋缝埋弧焊钢管为例,选取管道防腐层保护和焊接两个具有代表性的工序,提出施工过程中的注意事项,为类似水利工程施工质量问题的解决提供参考。
供水管道;防腐层;焊接;注意事项
1 工程概况
定陶区隶属于山东省菏泽市,为解决当地水资源分配不均的紧迫问题,定陶区自2015年开始实施城乡区域供水管道工程建设,该项目建成后,将利用路菜园分水闸从东鱼河引黄河水和当地雨洪资源、过境水,通过供水管道经南坡河和菏曹运河到达刘楼水库,由库区向定陶城乡居民提供优质水源,保障城乡供水,缓解农村饮水安全问题,促进区域经济社会可持续发展。工程采用材质L290、规格为φ600的螺旋缝埋弧焊钢管,单管布置,设计供水管道长131.09km,最高日供水量9.5万m3/d,工作压力0.4MPa,设计内水压0.6MPa。施工过程中管材防腐层破坏、焊缝裂纹的问题尤为突出。本文结合工程实际,找出原因,提出解决方法,为类似工程提供借鉴。
2 防腐层保护
2.1 拉运环节的外防腐层保护
a. 管材出厂前,应由建设单位现场监造人员与生产厂家办理管材检验手续,逐根查验管材防腐层的材质、厚度、质量等各项内容。不合格管材严禁装车出厂;对于防腐层有稍微损坏的部位,用笔做好标识,待运至施工现场后再进行修补;核对管材上各种附件,发现如有环形胶圈等零部件缺失,应及时补齐到位。检验合格后做好记录并签字确认,管材尽量直接运至施工现场。
b. 拉运管材的车辆需采用车上装有弧形管架的专用运管车,弧型管架上铺设用于保护管材防腐层的胶皮板δ20。采用不少于10根Dolezych超强带将管材固定结实,以免在运输过程中管件发生移动或相互碰撞,保障车辆行驶安全。
c. 管材装卸时使用专用的管材防护吊具、带,尾沟的弧度与管口弧度相互吻合,其宽度不应小于200mm;为了减少管材端部的水平拉力,尾沟吊绳与管线之间的角度不应小于30°,且在吻合处加垫柔性介质。装卸管过程要缓慢,尤其注意不得破坏管材的防腐层。
d. 装卸管时,严格按照拟定的操作规程进行装卸,吊装放置要轻起缓落,严禁摔落、碰撞现象发生,以免损坏防腐层。
2.2 焊接环节的防腐层保护
焊接时,将电焊机的地线用专用地线卡具与管材的坡口搭接结实,避免施焊过程中地线和管壁之间产生的电弧破坏管材的防腐层;同时为防止焊接过程中产生的高温飞溅落到管件上造成防腐层破损,应在施焊前用护层将防腐层两端进行缠绕,宽度不少于800mm(见图1)。
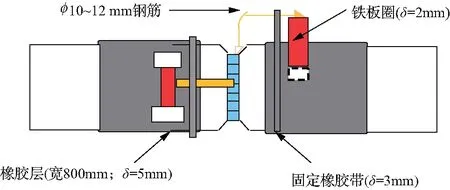
图1 防腐层施焊保护示意图
2.3 弯管(头)拉运保护
拉运过程中,将弯管和弯头分别采用垂直和水平放置,并用专用胎具保护,其中弯头严禁多层摆放;管件与胎具之间以及管件与车体之间用厚纸板或垫胶垫进行隔离;运输中超宽车辆应设置警示标志;弯头、弯管采用两点吊装。
3 管道组对和焊接
3.1 管道组对
a. 一般正常组对的管口不需要加工,只做除锈、去污打磨即可。需要加工的管口采用气焊切割,切割的表面应平整无裂纹,并将熔渣等杂物清除干净。
b. 组装前应将管两端50mm内的油污、铁锈、熔渣等清除干净。避免强力对口,直管段两相邻环螺旋缝的间距不得小于100mm,组对时不得对钢管的外防腐层造成损伤。
c. 每天撤出作业场地前,将管口密封好,避免再次清管。
d. 一般平原、浅丘陵地段均采用沟上组装,每个管子下面用袋装土堆成一个高度为0.6mm的管墩。
e. 采用内对口器时应在根焊完成后才能撤出内对口器,用外对口器组对时,根焊必须焊完50%以上才能撤出外对口器,且每段长度应近似相等,分布均匀。
f. 不同壁厚管子组对,当壁厚度差大于2.5mm时,应对长度超过4倍壁厚差的较厚管口进行削薄。
管口密封套结构形式如图2所示,管口组对基本要求见下页表。
3.2 管道焊接
根据工程特点,主要采用手工电弧焊打底,半自动焊填充、盖帽的焊接方式向下焊,对于不适于半自动焊的地段,采用手工电弧焊方式。

图2 管口密封套结构型式

序号检查项目组装要求1螺旋缝或直缝错开间距不小于100mm弧长2相邻环焊缝间距不小于500mm3错边量不大于1.0mm
3.2.1 焊接准备
管道焊接部位被处理的光滑无杂质,在距离坡口50mm范围内的管道内外面应露出金属层。
3.2.2 焊口预热
焊口采用环形火焰加热的方式进行全部预热。预热宽度不应过大,以距离坡口50mm为限,预热时,在距管口50mm处,均匀取10 个测量点用红外线测温仪进行温度测量,确保受热均匀。预热结束后马上进行焊接。
3.2.3 施焊
手工电弧焊:4个焊工负责,两个焊工负责根焊环节,剩余两个焊工负责管口的填充等其他焊接工作。每层焊道施焊完成后,人工进行外观检查并做好打磨处理工作(见图3)。
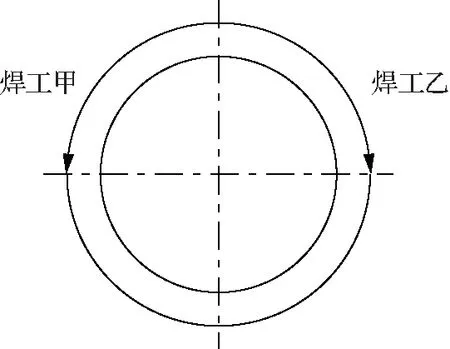
图3 手工焊施焊顺序
半自动焊:打底由不少于3个持证焊工完成;每个焊口每层焊层均由两个焊工完成,从填充到盖面的施焊进行流水作业。
3.2.4 焊接操作及要求
a. 焊接过程中,当一名焊工提前到达收弧交接处时,应继续沿焊缝施焊,不得停止,为后焊焊工的收弧创造条件;施焊时采取有效的防风措施,避免影响焊接质量。
b. 每层焊道的起(收)弧点要彼此错开,相互距离在30mm以上。且焊接前将其修磨平滑。只有在上一焊层全部焊接完后,才可以进行下一焊层的施焊工作。
c. 根焊前,确保将预热后的表面清洁无杂物。
d. 全部根焊道完成以后才可撤离内对口器和对口支撑,完成一半以上的根焊道时撤离外对口器。根焊道必须熔透,成型美观,根焊完成后,将根焊外表面焊渣、余高修磨干净,修磨时不得破坏坡口形状。
e. 半自动焊根焊与填充时间间隔不大于10min,焊道层间温度不低于60℃;手工焊根焊与填充时间间隔不大于10min,焊道层间温度不低于60℃。
3.3 焊后缓冷
焊后缓冷处理,使用岩棉被包裹的方法:焊缝完成焊接后马上用由毛毡和3.8m×1m×50mm石棉制成的保温被包裹。用橡皮带扎紧,保温时间不低于0.5h。具体做法如图4所示。
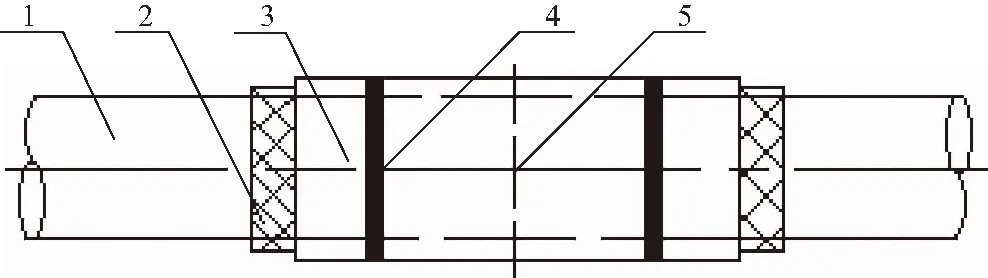
图4 焊后缓冷示意图1—管段;2—石棉被;3—毛毡;4—像皮带;5—焊口
3.4 返修
返修焊接由持证焊工严格按返修工艺卡的操作要求进行返修。返修前,将缺陷表面的杂物打磨干净。每个位置缺陷焊缝的返修长不得过短,若相邻两缺陷焊缝长度过短(小于50mm),可合在一块一同处理。用磨光机将缺陷焊缝切除后,将坡口进行处理,易于再次焊接。当裂纹长度大于8%的焊缝长度时,则该焊缝要完全切掉,不得进行返焊处理。
3.5 焊缝检验及验收
a. 焊缝外观检查合格,焊缝无裂纹、无夹渣、成型美观。
b. 焊缝表面与母材表面齐平,焊缝余高经卡尺测量不得超过2mm、局部不得超过3mm,若超过需通过打磨实现与母材圆滑过渡,严禁打磨到母材。
c. 咬边深度不超过0.4mm,符合要求,超过0.8mm则不符合要求,介于两者之间时,在焊缝任何304.8mm连续长度上不超过50.8mm。
4 结 语
通过工程实践证明,严格按照上述施工措施,能有效实现对螺旋缝埋弧焊钢管的防腐层保护,减少焊接不合格等质量问题的产生。对于加快工程进度、减少人工返工成本、提高工程质量有显著效果。
Construction precautions of the protection and welding links of water supply pipeline anticorrosive coating
LI Juan
(HezeDingtaoDistrictWaterAuthority,Dingtao274000,China)
Since the regional distribution of water resources is uneven, economic development and water consumption in different areas are different. The engineering projects of coordinating water supply among different areas are more and more, wherein water supply pipelines are widely used because of the characteristics of environmental protection, water saving, land saving. However, water supply pipeline construction process is characterized by many procedures and different quality problems. In the paper, the spiral seam submerged arc welding steel pipe is adopted as an example, the two representative procedures of pipeline anticorrosive coating protection and welding are selected, and precautions in the construction process are proposed, thereby providing reference for solving similar construction quality problems of water conservancy projects.
water supply pipeline; anticorrosive coating; welding; precautions
10.16616/j.cnki.11- 4446/TV.2017.07.003
TV674
B
1005-4774(2017)07- 0008- 03
