某车型轮毂轴承异响问题分析
2017-07-12于志超李华雷邹有坤王文龙
于志超,李华雷,邹有坤,王文龙
(1.长城汽车股份有限公司技术中心,河北保定 071000;2.河北省汽车工程技术研究中心,河北保定 071000)
某车型轮毂轴承异响问题分析
于志超1,2,李华雷1,2,邹有坤1,2,王文龙1,2
(1.长城汽车股份有限公司技术中心,河北保定 071000;2.河北省汽车工程技术研究中心,河北保定 071000)
针对某车型轮毂轴承异响的问题,从外观分析、尺寸分析、理化分析、台架试验和整车路试等方面进行分析,找出失效真因,并给出解决思路,为后续相似问题的排查及解决提供理论支撑。
轮毂轴承;异响;失效分析
0 引言
轮毂轴承是汽车制动系统中重要的零部件之一,主要用于连接制动器总成和传动轴,为轮毂的转动传递转矩和支撑。轮毂轴承前期出现异响是后期失效时的预警,如果不及时消除异响,可能会导致轴承烧蚀、保持架变形,严重时会导致转向节断裂,引起交通事故,给用户带来巨大的人身伤害和财产损失[1]。
1 异响分析
根据售后反馈信息,故障件轮毂轴承在受到异常冲击时产生“嗡嗡”异响。通过拆解异响轴承,从外观、尺寸和理化检验3个方面进行分析[2]。
1.1 外观分析
对两套失效样件进行拆解分析,内部油脂颜色正常、未见进水迹象。在默认轴承靠近车轮一侧为外侧、靠近驱动轴一侧为内侧的情况下,发现1号和2号轴承在外圈外侧滚道周向30°~90°和外圈内侧滚道周向210°~270°处均存在不同数量的等球距冲击印痕(见图1(a)、(b)),经测量印痕深度为1.3~3.3 μm。
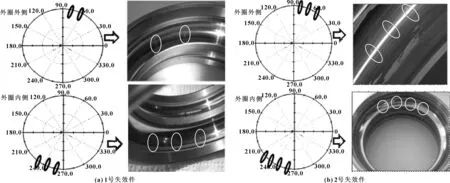
图1 印痕示意图
1.2 尺寸分析
依据相关检测标准规范,对两个失效轴承各零部件进行游隙、内径尺寸和外径尺寸检测,通过与标准要求尺寸对比,各尺寸结果均为合格。具体检测明细见表1。
表1 尺寸分析检测明细表

mm
1.3 理化检验分析
1.3.1 金相检验
对失效样件进行清洁处理,严格按照金相检测取样块要求,分别选择轴承外圈、外侧内圈及内侧内圈完成取样,并借助于显微镜等设备开展检测。金相组织检验结果见表2。金相组织见图2。
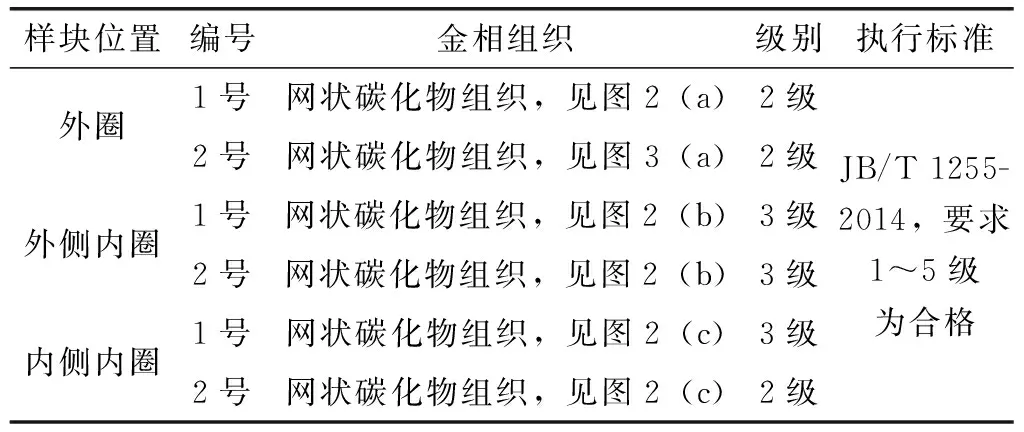
表2 金相组织检验结果
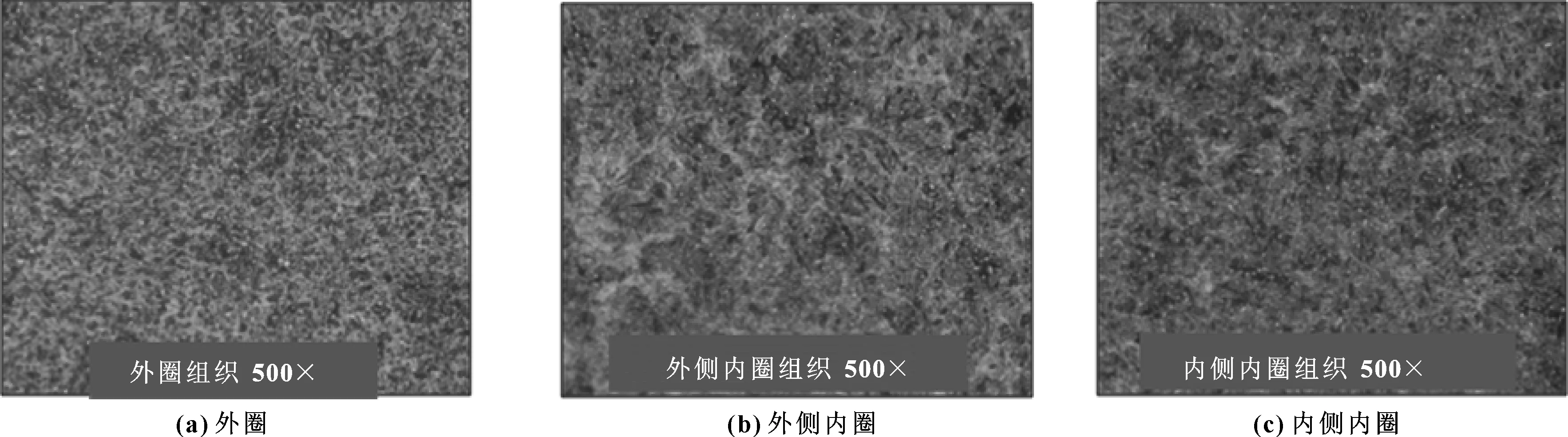
图2 金相组织
1.3.2 硬度检测
故障件内、外圈硬度均在要求值范围内,套圈内部碳化物溶入良好,表层无脱碳现象,金相组织合格。外圈、外侧内圈及内侧内圈的硬度检验结果见表3。
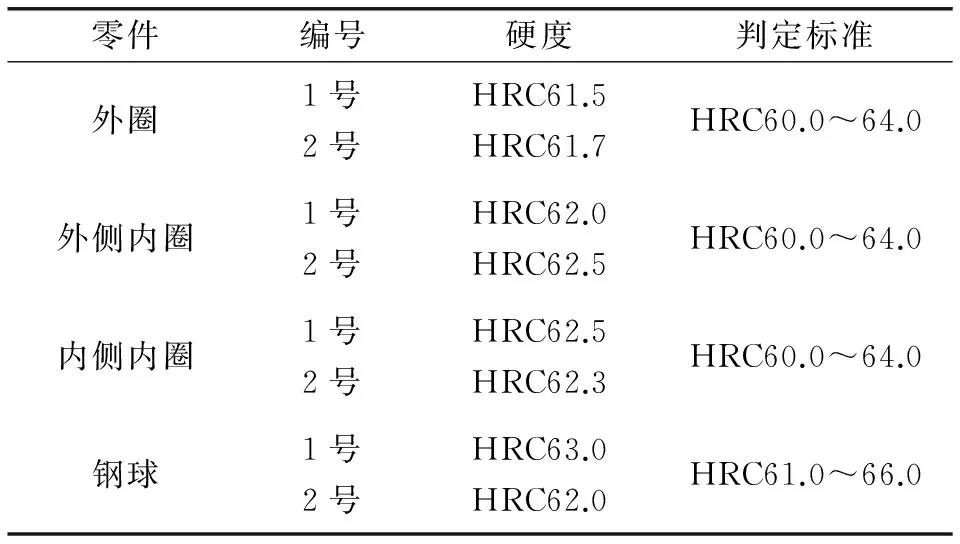
表3 硬度检验结果
通过对失效件进行宏观、微观分析,两套失效件内、外圈滚道对角处均存在等球距印痕(形貌为椭圆形),轴承其他性能及尺寸无异常。等球距印痕为轴承运转异响的直接原因,故需对等球距印痕产生现象进行原因分析。
2 故障再现
当车辆在转向或侧碰路肩时[3],车轮受到异常冲击力F,此力分解到轴承上,使轴承受到轴向力Fa、径向力Fr。结合理论转向应力分布可知,轴承上的位置1、2受到的力最大为F1、F2,当该力直接作用在滚道上时,易使得滚道表面受到的接触应力超过材料屈服强度,在位置1、2产生印痕。轮毂轴承受力分析示意图见图3。

图3 轮毂轴承受力分析示意图
为充分验证轮毂轴承承受冲击载荷过程中印痕产生的临界冲击力,选取同一批次多个样件,从台架试验和整车载荷测试两个方面开展相关测试。
2.1 台架试验
选取7组轴承进行测试,将轮毂轴承通过工装固定在试验台上,以轮胎滚动半径为加载点进行加载,分别施加5、6、7、8、10、12、15 kN的压力,载荷应在15~20 s内达到加载力要求值,然后在1~2 s内卸载。通过模拟试验,计算加载不同轴向力时内、外滚道的接触应力,计算结果见表4。
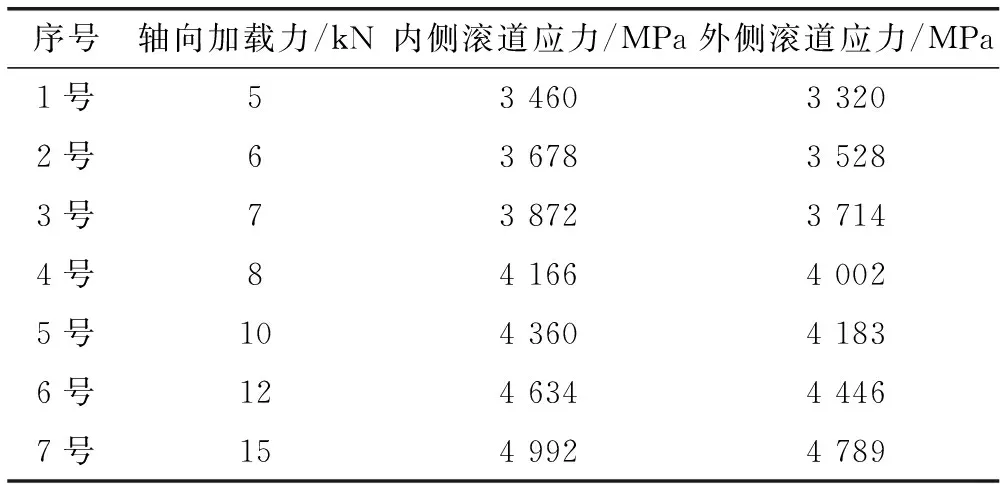
表4 内、外滚道接触应力
对试验后的轴承进行拆解,发现4号、5号、6号和7号轴承滚道出现不同程度印痕。综合考虑印痕直径及深度,得出轴承强度应小于4 166 MPa,临界冲击力约为8 kN。
2.2 整车试验
综合考虑失效样件用户使用工况,整车试验分两次开展,分别为疲劳耐久路和特殊工况。
(1)疲劳耐久路
严格按照标准要求,专业试验员驾驶试验车以规定车速驶过比利时路,并打转向通过凹坑路,最后进行8字绕行,采集3种路况上车轮受力情况。经计算,比利时路轴承滚道接触应力为4 214 MPa,凹坑路轴承滚道接触应力4 437 MPa,8字路轴承滚道接触应力4 471 MPa,均超过产品实际强度4 166 MPa,存在失效风险。
(2)特殊工况
结合上述受力分析,印痕可能产生于侧向冲击力过大。选择视野空旷的广场,分别以正向和侧向撞击马路石墩,累积循环多次。
对上述试验车的轮毂轴承进行拆解分析,发现外圈内侧列滚道周向240°~270°存在2处轻微印痕,斜对角外侧列滚道周向60°~90°存在1处轻微印痕。对印痕深度进行检测,试验场路试轴承印痕深度1.5 μm,路肩撞击轴承印痕深度1.2 μm,与售后反馈失效基本一致。
3 改进优化
众所周知,产品的强度分布与载荷分布交叉区的大小是由零部件的安全裕度决定的。因此,主要从产品加工工艺和零部件选择方面进行改进,对原有结构进行优化处理。
方案一,在轴承滚道加工工艺中,增加冷碾工艺。
通过冷碾扩轴承套圈,可以大幅度节省材料和能源,显著改善工件内在质量。冷碾扩轴承套圈金属材料呈流线分布,晶粒组织更加致密,与随后的热处理相结合,可使晶粒细化、组织致密、碳化物分布均匀,具有高的抗疲劳强度和相对较长的使用寿命。
方案二,材料更改为硬度较大的材质。
因非金属夹杂物会降低产品的机械性能,容易引起早期失效,而P、S元素会降低钢的延展性、韧性和塑性。通过对两种材质进行元素分析,GCr15的非金属夹杂物含量明显较高。因而通过更改材质来提升产品可靠性。
4 小结
通过对轴承异响原因进行检验、分析,寻找失效真因,并模拟轴承受力情况,复现失效状态,有效解决轮毂轴承因异常冲击导致的异响问题,避免轴承在短周期内失效,延长轮毂轴承使用寿命,同时对同类产品类似失效模式的改进有一定的借鉴意义。
【1】李舜酩.机械疲劳与可靠性设计[M].北京:科学出版社,2006:71-72,78-106.
【2】李奕宝.某轿车减振器异响分析与优化[J].汽车零部件,2013(8):58-60. LI Y B.Analysis and Optimization of Automotive Shock Absorber Noise[J].Automobile Parts,2013(8):58-60.
【3】郭慧焘.某轻型载货汽车后桥异响机理与改进分析[D].长春:吉林大学,2012.
Analysis of Hub Bearing Noise of an Idling Vehicle
YU Zhichao1,2,LI Hualei1,2,ZOU Youkun1,2,WANG Wenlong1,2
(1.Research & Development Center of Great Wall Motor Company, Baoding Hebei 071000, China;2.Automotive Engineering Technical Center of Hebei, Baoding Hebei 071000, China)
In order to solve the problem of abnormal sound of a hub bearing, from appearance analysis, dimension analysis, physical analysis, metallographic examination, bench test and vehicle test, the failure cause was found out, and the optimum design direction of the structure was proposed.It provides theoretical support for the investigation and settlement of similar problems.
Hub bearing; Noise; Failure analysis
2016-11-07
于志超(1989—),男,工学学士,助理工程师,研究方向为零部件疲劳验证及分析。E-mail:yuzhichao2046@163.com。
10.19466/j.cnki.1674-1986.2017.03.018
U463.342
B
1674-1986(2017)03-071-03
