软包锂电池极耳部分贴保护胶带机构
2017-07-08李文程丙坤
李文 程丙坤

摘要:锂电池作为一种新型的清洁能源已经得到了大量使用,目前锂电池的生产设备自动化程度还比较低,为了提高锂电池生产设备的自动化程度,开发生产了一系列的锂电池自动化设备,其中就有锂电池TAB焊接机。文章介绍了极耳部分贴保护胶带机构,对现在市场上主流的两种贴胶机构进行了对比,并分析了两种贴胶机构各自的使用场合。
关键词:TAB;Tab lead;Sealant;软包锂电池;极耳部分;绝缘胶带机构 文献标识码:A
中图分类号:TN605 文章编号:1009-2374(2017)11-0015-03 DOI:10.13535/j.cnki.11-4406/n.2017.11.008
锂电池电芯在制作时需要在极耳上焊接Tab lead,这样对极耳进行加长,方便后面的顶侧封将Sealant融化进行密封。Tab lead焊接采用超声波进行焊接,在焊接完成后,极耳上会有焊点产生,而且由于极耳伸出高度位置不一定适合我们的要求,一般需要对极耳进行折弯,在这种情况下容易产生短路,所以需要对焊接的位置进行贴绝缘胶带,而且极耳的两面都需要粘贴上绝缘胶带(见图1)。市面上目前主流的贴绝缘胶的方式有两种,现在我们就对这两种方式进行分析找出它们各自的优缺点,使我们在生产过程中找到更合适的贴绝缘胶方式。
1 贴胶机构简介
由于需要对电芯的正极和负极两个极耳的正面和反面进行贴绝缘胶带,一共是4个贴胶绝缘胶带的动作,为了提高贴胶机构的空间利用率,一般采用两个工位进行贴胶:一个对正极正反两面进行贴绝缘胶带;另一个对负极正反两面进行贴绝缘胶带,也就是说需要一个对锂电池电芯极耳进行正反两面同时进行贴胶的机构。
贴胶分两组动作完成,即备绝缘胶带和贴绝缘胶带,备绝缘胶带是将两卷绝缘胶带切断为需要的长度并让其吸附在上下两组吸胶带的吸头上;贴绝缘胶带是将已经吸附在吸头上的两条绝缘胶带粘贴在极耳的正反两面上。备绝缘胶带有两种方式:一种为送料式;另一种为拉料式,贴胶机构的区分主要集中在备胶方式上。
2 送料式备绝缘胶带
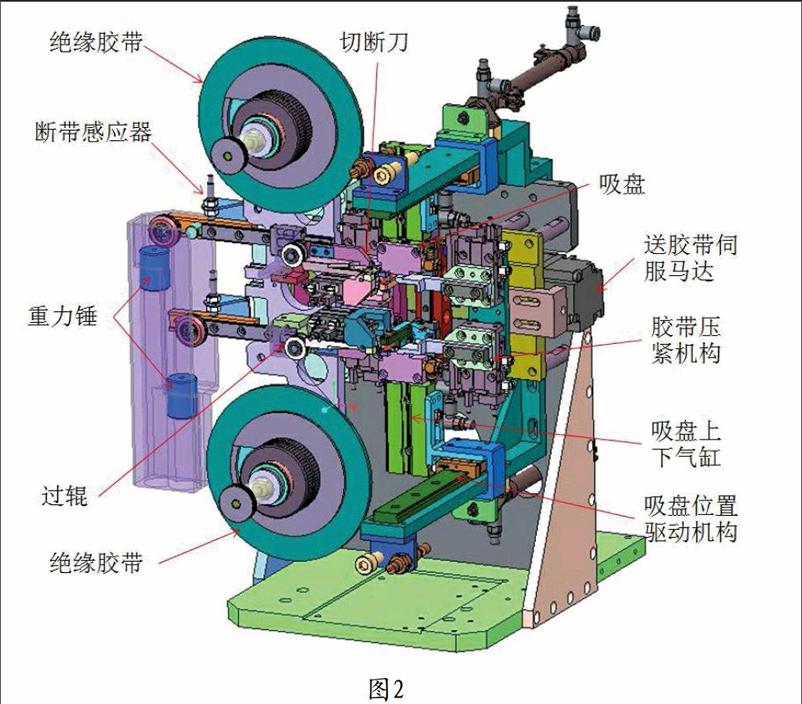
送料式备绝缘胶带由以下机构组成:(1)绝缘胶带上料机构;(2)重力锤;(3)过辊;(4)断带感应器;(5)切断刀;(6)吸盘;(7)送胶带机构;(8)胶带压紧机构(压紧部分为铁氟龙材质,防止胶带粘附在压紧机构上);(9)吸盘上下机构;(10)吸盘驱动机构(见图2)。
送料式备绝缘胶带工作流程:送胶带机构将绝缘胶带送到指定位置(可以通过触摸屏进行设置,此位置决定了胶带长度),吸盘上下机构驱动吸盘下降,然后由胶带压紧机构将胶带头端压在吸盘上,此时送胶带机构再向回移动到起始点,并将胶带后端夹紧同时做向上提升的动作,使绝缘胶带背面完全贴紧吸盘,然后由吸盘将胶带吸附,此时胶带前段由吸盘和胶带压紧机构配合固定,后端由送胶带机构固定,由于重力锤的存在,使胶带形成一个绷紧的状态,此时切断刀在吸盘与胶带后端固定处之间将绝缘胶带切断,胶带被切断后,胶带压紧机构脱离吸盘,使吸盘吸附的是一段完整的定长的绝缘胶带,这样就完成了送料式备绝缘胶带的工作,后面吸盘上下机构将吸附了胶带的吸盘提升,吸盘位置驱动机构将吸盘移动到需要贴绝缘胶带的电芯处,吸盘上下机构再进行贴胶动作,完成贴胶动作后吸盘位置驱动机构回原位,这样就形成了一个完整的贴胶循环。
在贴绝缘胶带时,上下两套贴胶备胶机构是一起运动的,这样电芯极耳焊接处的正反两面都同时贴上了绝缘胶带,在绝缘胶带使用完需要更换或者由于其他原因使绝缘胶带断带时,由于重力锤的作用,使绝缘胶带的过辊机构向导轨后端移动,这时就会触发断带感应器,设备就会发出警报,提醒操作人员进行更换绝缘胶带或对断带的地方进行处理。此送料式备绝缘胶带机构在送绝缘胶带时只有一套驱动机构,上面的贴胶部分和下面的贴胶部分在送胶带时只能同步等长地送绝缘胶带,这样设计结构紧凑,制造成本低,一般使用在3C小电池上,其粘贴的绝缘胶带长度一般小于12mm。
3 拉料式备绝缘胶带
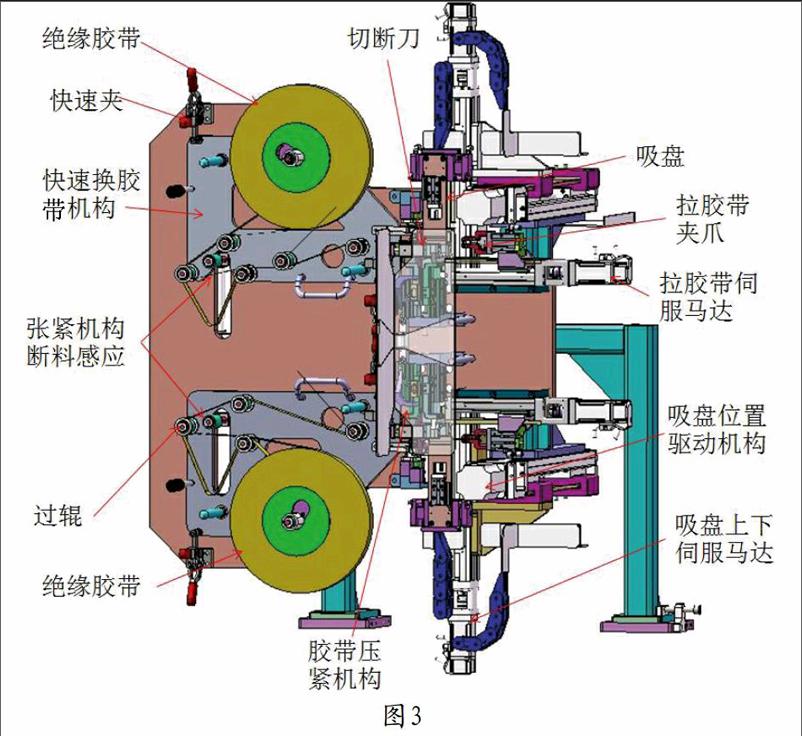
拉料式备绝缘胶带由以下机构组成:(1)快速换胶带机构(包括绝缘胶带上料轴、过辊、快速夹);(2)张紧机构(包括断料感应);(3)切断刀;(4)吸盘;(5)拉胶带机构(由拉胶带夹爪和拉胶带伺服模组组成);(6)胶带压紧机构;(7)吸盘上下机构(由伺服马达配合模组驱动);(8)吸盘位置驱动机构(见图3)。
拉料式备绝缘胶带工作流程:拉胶带机构带动拉胶带夹爪,移动到胶带头端,将胶带头端夹持,然后由伺服配合模组将胶带拉到设定位置(可以通过触摸屏进行设置模组的行程,此位置决定了胶带的长度),吸盘上下机构也是由伺服配合模组控制的,吸盘上下机构下降,使吸盘贴紧绝缘胶带背面,由于有张紧机构的存在,会使绝缘胶带保持一个张紧的状态,此时快速换胶带机构中的夹紧气缸将绝缘胶带的后端夹紧,然后由切断刀在吸盘和快速换胶带机构中的夹紧气缸之间的位置,对绝缘胶带进行切断,绝缘胶带被切断后拉胶带夹爪张开放松绝缘胶带,然后由拉胶带机构将拉胶带夹爪带离吸盘区,停在起始点。这样吸盘是独立的吸附这一段完整的定长的绝缘胶带,这样就完成了拉料式备绝缘胶带的工作,后面由吸盘上下机构将吸附了绝缘胶带的吸盘提升,并由吸盘位置驱动机构将吸盘移动到需要贴绝缘胶带的电芯处,吸盘上下机构再进行贴胶动作,完成贴胶动作后吸盘位置驱动机构回原位,这样就形成了一个完整的贴胶循环。
拉料式备绝缘胶带贴胶也是由上下两套贴胶机构组成的,当绝缘胶带使用完需要安装新的绝缘胶带或绝缘胶带断带时,张紧机构配合断料感应器会给出信号,此时设备会发生报警,提醒操作人员进行更换胶带,或对断带的地方进行处理。此拉料式备绝缘胶带机构,上面的贴绝缘胶带部分和下面的贴绝缘胶带部分的拉胶带机构是独立的,可以实现上绝缘胶带的长度和下绝缘胶带的长度不相同,上下绝缘胶带可以自由设定尺寸(可以在触摸屏上进行设置)这样的设计机构比较复杂,但是运行稳定,可以满足各种贴绝缘胶带的需求,一般使用在动力电池上,其粘貼的绝缘胶带长度一般大于12mm。
4 两种方式贴胶带对比
两种方式贴胶带的动作是相同的,只是送料式贴胶带动作采用气缸作为动力,拉料式贴胶带是采用伺服马达配合模组作为动力,两种方式的动作流程一样,只是在参数设置、设备调试和机构的制造成本上不一样。
送料式贴胶带与拉料式贴胶带的不同点主要集中在备绝缘胶带上;其中送料式采用的是夹持绝缘胶带头端送到设定位置,然后由吸盘配合胶带压紧机构将绝缘胶带固定,然后送胶带部分回到起始位,在这个过程中绝缘胶带的头端是由吸盘配合胶带压紧机构固定的,就可以使备绝缘胶带的长度尽可能短,如果需要备的绝缘胶带过长,由于送胶带机构向回移动到起始点,并将胶带后端夹紧同时做向上提升,使绝缘胶带背面完全贴紧吸盘,这样过多的动作会导致备胶长度的精度不理想;拉料式贴胶带采用的是拉胶带机构运行到绝缘胶带头端,将绝缘胶带夹持住,然后将胶带拉出设定的长度,最后由吸盘下降吸附绝缘胶带,此时由于有单独的夹胶带头端的夹爪,所以会使备绝缘胶带的长度比送料式备胶带长(多了绝缘胶带头端的夹持位置),此备绝缘胶带过程中胶带一直保持着张紧状态所以备胶精度比较高。
5 根据锂离子电池行业中电池的不同类别划分出相匹配的贴胶方式
根据表1所统计的数据,可以得出送料式备绝缘胶带贴胶适合于用在贴胶带长度小于12mm的电池中,拉料式备绝缘胶带贴胶适合于用在贴胶带长度大于12mm的电池中。
3C数码类锂离子电池,3C是指计算机(Computer)、通訊(Communication)和消费电子产品(Consumer Electronic)三类电子产品的简称,在极耳焊接后贴胶的长度短,要求的贴胶精度高,适合使用送料式备绝缘胶带方式贴胶带。
EV动力软包锂离子电池,关于EV动力电池极耳焊接后贴保护胶带,由于EV电池属于体积比较大的电池所贴保护胶带长度一般大于20mm;在备绝缘胶带时胶带长度大,需要备胶的速度快,推荐使用伺服配合模组进行驱动,在贴绝缘胶带时,吸盘的移动行程也比较大,推荐使用伺服配合模组进行驱动,综合以上两点所以在这里我们会采用拉胶带方式备胶。
锂离子类电池现在已经进入了高速发展期,现在出现了很多新型配方的锂离子电池,但是总的类型还是划分为3C锂离子电池、EV动力软包锂离子电池和EV硬壳锂离子电池,我们对其中的3C锂电池和EV动力软包锂电池的极耳焊接后贴绝缘胶带这个工序做了一些研究,总结出了相对应的设备机构,可以使大家在做相关设备时少走一些弯路,减少设备设计时的工作量,使设备在使用时达到更高的优率。
参考文献
[1] 郭炳焜,徐徽,王先友,肖立新.锂离子电池[M].长沙:中南大学出版社,2002.
[2] 吴宇平,万春荣,姜长印.锂离子二次电池[M].北京:化学工业出版社,2004.
[3] 刘守勇.机械制造工艺与机床夹具[M].北京:机械工业出版社,2010.
[4] 闻邦椿.机械设计手册[M].北京:机械工业出版社,2010.
作者简介:李文(1979-),男,湖北荆门人,东莞市卓安精机自动化设备有限公司高级工程师,研究方向:新能源锂电池设备开发设计;程丙坤(1969-),男,湖北天门人,东莞新科技术研究开发有限公司高级工程师,研究方向:机器换人或自动化设备开发设计与研究。
(责任编辑:黄银芳)
