活性染料对棉、麻、黏胶织物的染色差异性研究
2017-06-28赵亚楠朱元昭吴笑颜
赵亚楠,朱元昭,吴笑颜
(1.中原工学院纺织学院,河南郑州 450007;2.河南省纺织服装协同创新中心,河南郑州 450007)
活性染料对棉、麻、黏胶织物的染色差异性研究
赵亚楠1,2,朱元昭1,2,吴笑颜2
(1.中原工学院纺织学院,河南郑州 450007;2.河南省纺织服装协同创新中心,河南郑州 450007)
研究活性染料对棉、麻、黏胶织物的染色工艺参数及其表观色深的差异性;其中,染色工艺参数包括pH、NaCl和固色温度。结果表明其差异性体现在:三种纤维素织物的最佳pH值相同,最佳盐用量黏胶的比棉、麻织物的稍低,而固色温度三者略不同,棉的最高,麻次之,而黏胶的最低;在最佳工艺条件下,其表观色深K/S值大小为:黏胶织物>麻织物>棉织物。
活性染料 棉织物 麻织物 黏胶织物 染色差异性
0 引言
纤维素纤维种类繁多[1],在天然纤维中有棉、麻纤维,在化学纤维中有粘胶、竹纤维等,还有一些新型再生纤维素纤维[2],如Modal和Lyocell纤维等。目前纤维素纤维染色方面最重要、最有潜力的染料是活性染料[3],这是由于它建立在与纤维以共价健结合的基础上,染色性能优于其它各类染料,色谱广,色泽鲜艳,使用便利,耐湿处理牢度较好,符合高色牢的要求,所以得到了普遍的应用[3-5]。
由于纤维的聚合度、取向度、结晶度及高次结构、干湿强力、湿模量等物理机械性能的差异,不同的纤维素纤维用同一种活性染料染色所表现的染色性能有所不同[3-5]。对如此多种纤维素纤维染色性能及其差异,前人研究的比较少。因此,本文主要研究了活性染料在三类纤维素纤维上的染色差异性,可作为设计活性染料染色工艺的依据,具有一定的实用价值。
1 实验部分
1.1 实验材料及药品
实验材料:棉织物、麻织物、黏胶织物;实验主要药品如表1。
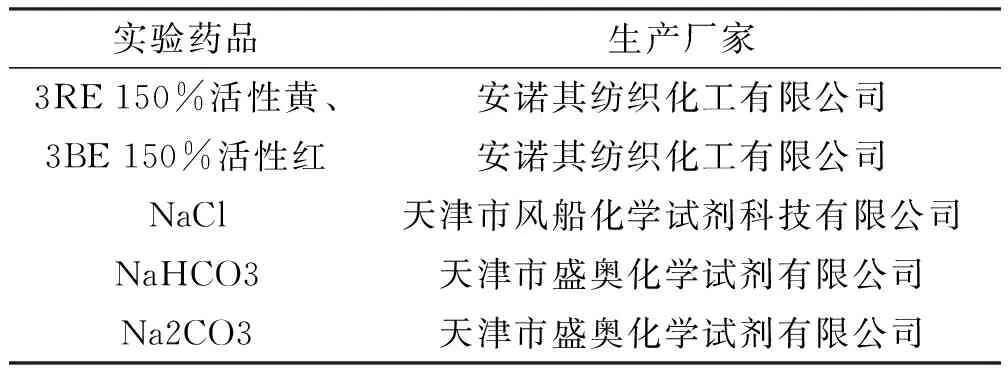
表1 主要实验药品
1.2 实验仪器

表2 主要实验仪器
1.3 实验步骤及测试
1.3.1 实验步骤
实验步骤如下:
(1)整理好前处理过的棉、麻和黏胶织物,准备好待用的染料和药品。
(2)称量布重,根据染色处方如下页表3,计算各药品的用量和液体体积,配制染液。
(3)按照染色工艺曲线如下页图1,进行染色,具体如下:染液升温至染色温度,织物放入烧杯中,染色10min后,加入1/2NaCL,继续染色10min后,加入剩余NaCL。继续10min后,升温至固色温度,加入所需pH值的缓冲剂如表4,染色30min,先热水洗,然后冷水洗,95℃皂煮10min,水洗,烘干。
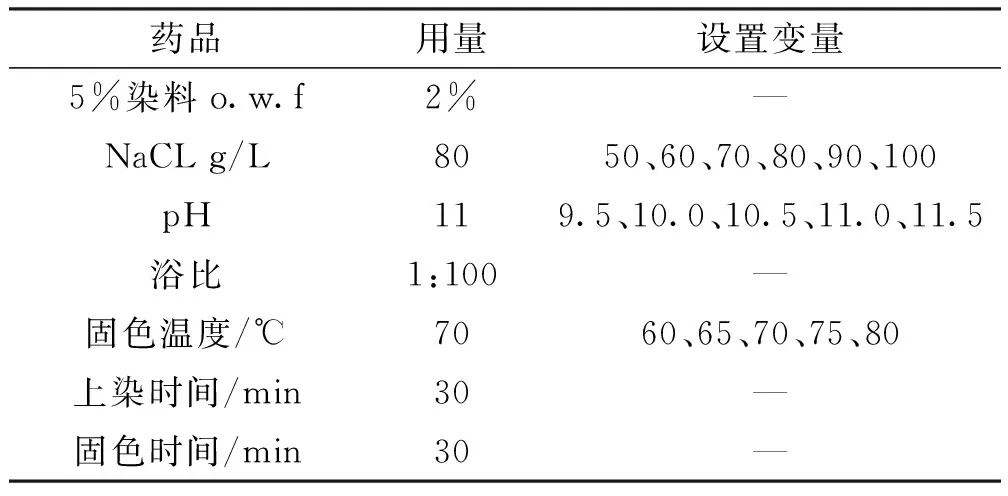
表3 染色处方
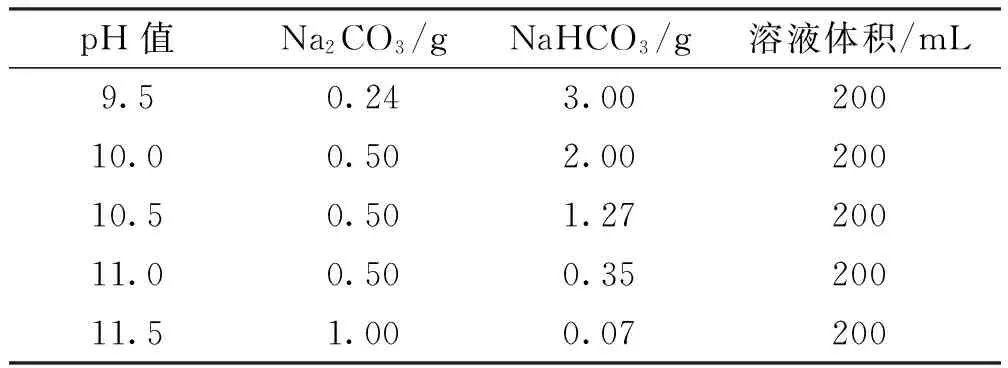
表4 Na2CO3-NaHCO3固体缓冲剂
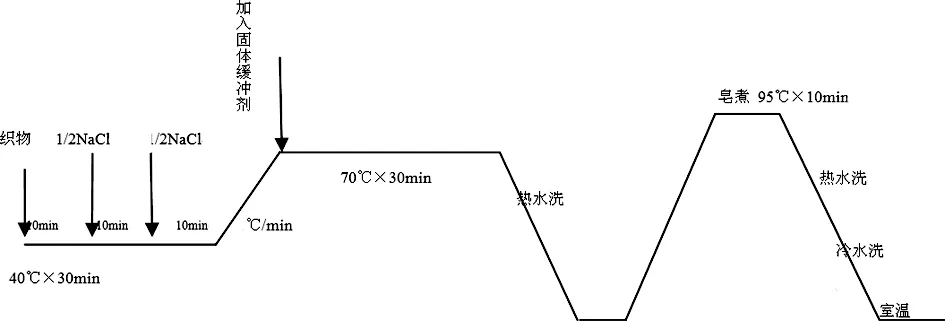
图1 染色工艺曲线
1.3.2 染色性能测试
(1)上染率测试
按染色配方配好药品准备完毕后,将三种纤维素纤维分别放入三个烧杯中恒温染色,整个染色过程中每隔5min取少量染色残液测试其吸光度(升温阶段除外),测后将染液倒回原染浴中以保证其浴比。计算上染百分率,以上染百分率为纵坐标,时间为横坐标,绘制上染速率曲线。
(2)织物表观色深的测定
利用DatacolorSF600X电脑测色配色仪对棉、麻、黏胶纤维试样分别进行K/S值测定,同一样品更换其位置测量4次,保存数值。测量完毕后,取出K/S数据表,并取出反射率图。测色的条件为:D65光源,10℃视角,小孔径(SAV),UV不包含。
2 实验结果与讨论
2.1 pH值对棉、麻及黏胶织物上染率的影响
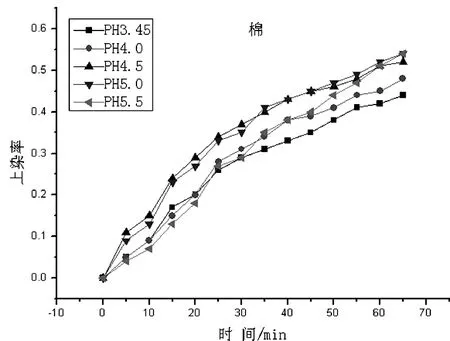
图2 pH值对棉织物上染率影响

图3 pH值对麻织物上染率影响
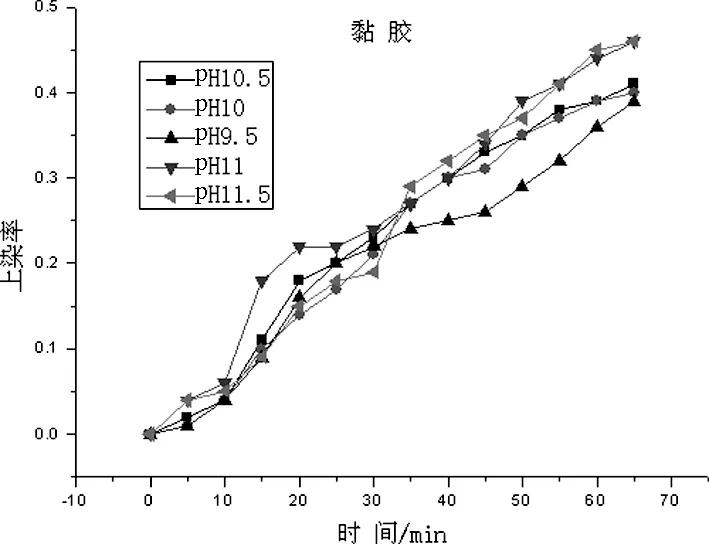
图4 pH值对黏胶织物上染率影响
比较图2、图3和图4可知,三种纤维织物上染率均随pH值的提高而提高,在实验范围内,当pH值达到11.5时,上染率最高。pH值增高,纤维素电离程度增加,纤维素羟基离解的数量增多,吸附在纤维上的染料和纤维素分子共价键结合而后打破了吸附平衡,纤维上染料解吸速率减慢,因而又有部分染料上染纤维,并与纤维分子发生共价结合,最后达到新的吸附平衡。纤维素带负电荷也增多,对染料阴离子的斥力增加,会使阴离子染料的亲和力降低。
从图5可以看出,在pH为11.5时,棉、麻和黏胶织物随时间的上染规律相似,其中棉织物的上染率最高,而麻织物相对较低,黏胶最低,这与麻、黏胶、棉的物理结构有关。
2.2 中性盐对棉、麻及黏胶织物上染率的影响
由图6、图7和图8可知,棉织物、麻织物、黏胶织物三种纤维素织物的上染率随盐用量的增加而提高,在盐浓度很低的条件下,三种织物上染百分率都很低,随着盐浓度提高,平衡上染百分率提高很多。这种现象在棉织物和麻织物上染曲线中更加明显,所以棉织物和麻织物的最佳盐用量是100g/L,而黏胶织物的最佳盐用量为90g/L。盐对活性染料具有促染作用的一个重要的原因是它能够降低或克服上染过程中纤维上的电荷对染料色素离子的库伦斥力。从图9可以看出,棉、麻织物在盐用量是100g/L、黏胶织物在盐用量为90g/L时,随时间的上染规律相似,其中棉织物的上染率最高,而麻织物相较较低,黏胶最低。
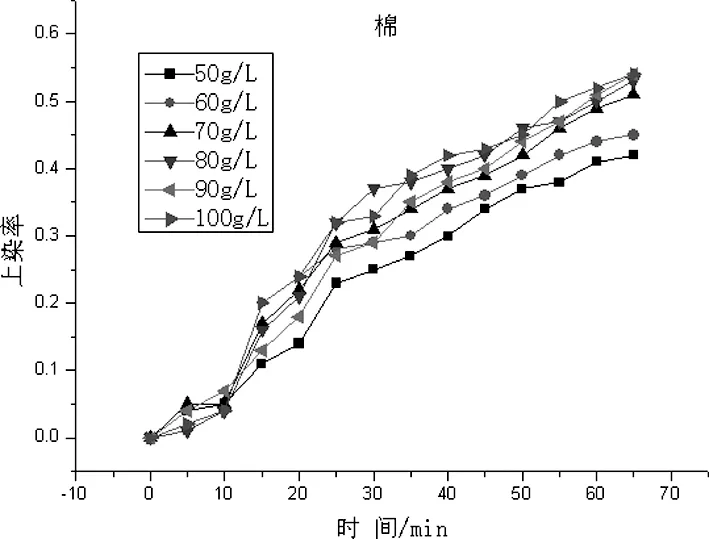
图6 NaCl对棉织物上染率的影响
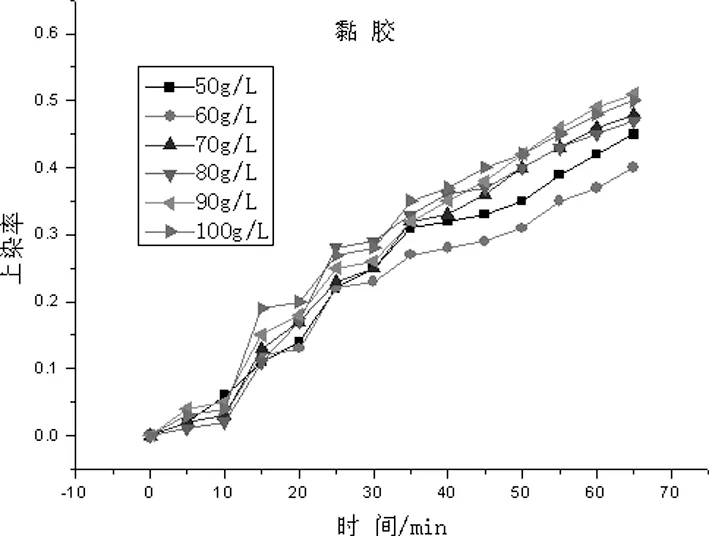
图7 NaCl对黏胶织物上染率的影响
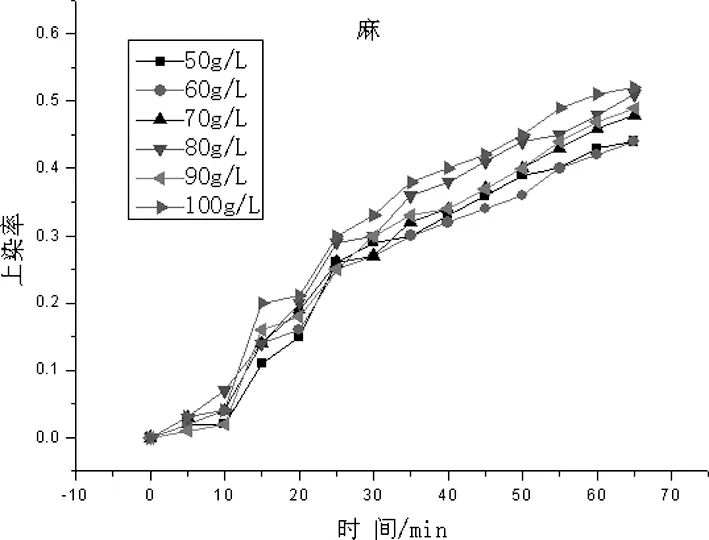
图8 NaCl对麻织物上染率的影响
图9 棉、麻、黏胶织物最佳NaCl用量上染率比较
2.3 固色温度对棉、麻及黏胶纤维染色性能的影响
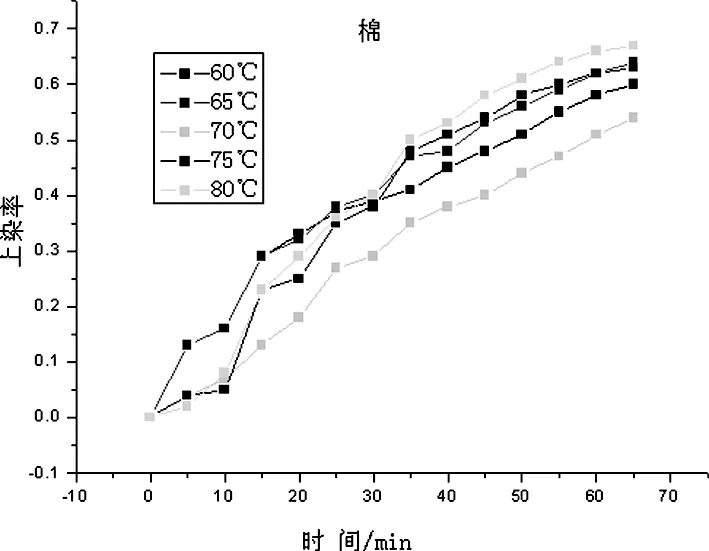
图10 固色温度对棉织物上染率的影响
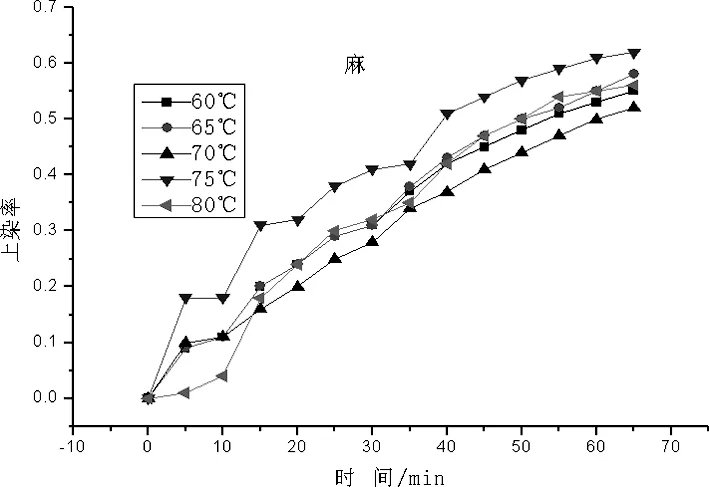
图11 固色温度对麻织物上染率的影响
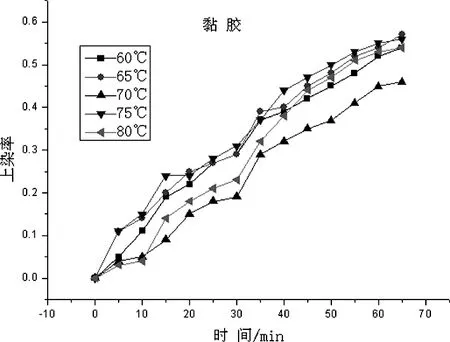
图12 固色温度对黏胶织物上染率的影响
提高温度可以使染料的水解以及染料和纤维的反应速率增加,但对水解的影响更为显著。温度变化还会引起纤维内外向溶液中离子浓度分配的变化,对纤维溶胀也有影响。比较图10、图11和12可知,棉的最佳固色温度是80℃,麻的最佳固色温度是75℃,而黏胶的最低为65℃。在最佳固色温度条件下对比上染率,由图13看出平衡上染率仍然是棉最高,麻次之,黏胶最低。
2.4 棉、麻和黏胶织物表面染色深度K/S值比较
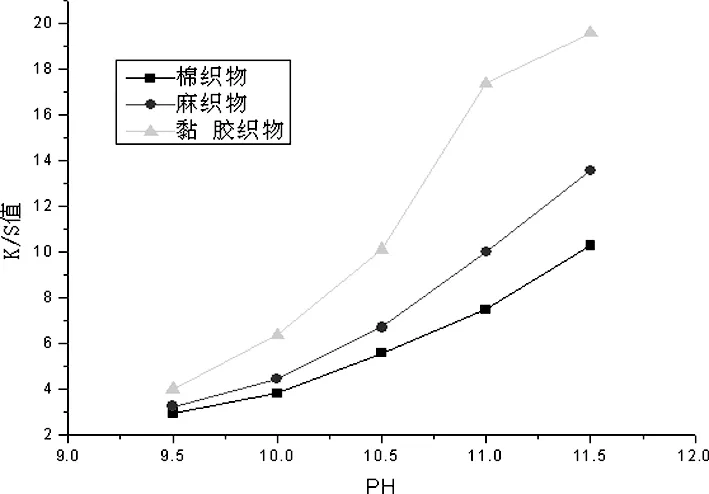
图14 pH值对K/S的影响
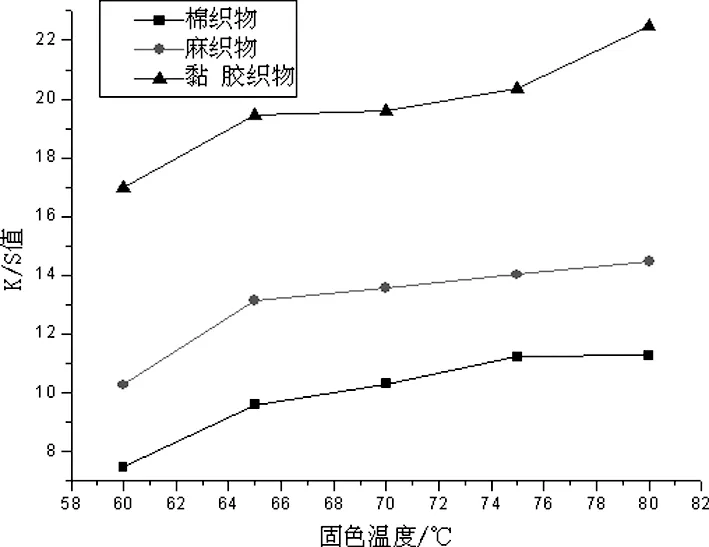
图15 固色温度对K/S值的影响
从图14、图15、图16可以明显看出,同一染色条件下,黏胶织物的K/S最大。随着pH值、盐用量和固色温度等变量的增大,K/S值也一同增大,且总是黏胶得色量最深。由此可以分析得出,得色量黏胶最好,麻次之,棉较差。
3 结论
(1)棉、麻、黏胶织物上染工艺的差异性:棉织物染色的最佳工艺为:pH 11.5,盐100g/L,固色温度80℃;麻织物染色的最佳工艺为:pH 11.5,盐100g/L,固色温度75℃;黏胶织物的最佳工艺为:pH 11.5,盐90g/L,固色温度65℃。三种纤维素织物的最佳pH值相同,最佳盐用量黏胶的比棉、麻织物的稍低,而固色温度三者略不同,棉的最高,麻次之,而黏胶的最低。
(2)棉、麻、黏胶织物上染率与表面染色深度K/S值的差异性:在棉、麻、黏胶织物各自最佳染色工艺条件下比较它们的上染率高低,结果均是棉织物的上染率要比麻织物和黏胶织物的上染率高,而麻织物的上染率比黏胶织物的上染率高。棉、麻和黏胶织物表面染色深度K/S值在最佳工艺条件下却正好相反,黏胶织物的值最高,其次是麻织物,而棉织物的最低。
[1] 乐志文,凌新龙,黄继伟,等.氧化纤维素的研究现状及发展趋势[J].成都纺织高等专科学校学报,2016(3):125-135.
[2] 杨明霞,陈莉娜,刘雪平.再生纤维素纤维的开发现状及发展趋势[J].成都纺织高等专科学校学报,2016(3):169-173.
[3] 王雪燕.活性染料技术的研究进展[J].成都纺织高等专科学校学报,2016(4):97-104.
[4] 范云丽,徐华凤,王雪燕.活性染料无盐和低盐染色研究进展[J].成都纺织高等专科学校学报,2016(2):143-147.
[5] 张守栋. 活性染料对纤维素织物染色的最新要求探讨[J].染料工业,1999(6):42-44.
2016-12-26
赵亚楠(1992-),女,硕士研究生,研究方向:纺织印染功能整理与染色。
TS193
A
1008-5580(2017)02-0131-05
