多针头静电纺丝过程中场强的改善
2017-06-28刘延波张立改杨媛媛SammanBukhari陈文洋
刘延波,曹 红,张立改,杨媛媛,任 倩,Samman H. Bukhari,陈文洋
(1.天津工业大学纺织学院,天津 300387; 2.天津工业大学教育部先进纺织复合材料重点实验室,天津 300387; 3.武汉纺织大学纺织科学与工程学院,武汉 430200)
多针头静电纺丝过程中场强的改善
刘延波1, 2, 3,曹 红1,张立改1,杨媛媛1,任 倩3,Samman H. Bukhari3,陈文洋1
(1.天津工业大学纺织学院,天津 300387; 2.天津工业大学教育部先进纺织复合材料重点实验室,天津 300387; 3.武汉纺织大学纺织科学与工程学院,武汉 430200)
多针头静电纺丝技术被认为是提高纳米纤维产量的有效方法,但是实际生产中针头的场强分布出现严重“边缘效应(End effect)”,场强控制存在困难。通过采用COMSOL Multiphysics多物理场有限元模拟软件对多针头静电纺丝过程中场强的分布及大小进行模拟研究,提出了加不等电压和不等针长的措施对多针头静电纺场强的大小及均匀度实施改进,探索最佳改进工艺,并通过有限元模拟对上述方案进行评价。旨在通过对场强大小及均匀性的控制来降低纺丝过程中存在的不稳定现象,均衡场强,从而提高纺丝效率,攻克制约多针头静电纺丝的规模化生产的瓶颈。
多针头静电纺 有限元分析 场强改善 独立加压 不等针长
0 引言
静电纺纳米纤维比常规方法制成的纳米纤维直径小、孔隙率高、比表面积大,因此可广泛的应用在表面吸附、过滤隔阻等各相关领域[1-2]。相比与其他纳米纤维的制备方法,静电纺丝工艺是目前最直接也是最有发展潜力的纳米纤维批量制备技术,同时兼有生产工序简单、成本廉价等优势[2];但就单针头的静电纺丝技术来说,其生产的纳米纤维产量较低。因此,为了提高静电纺的产量,设计研发出了多针头(喷嘴)静电纺和无针头静电纺设备。无针头静电纺丝技术发展很快,生产规模和产率高于针头式静电纺;针头式静电纺仍然存在针头易堵、效率不高,能生产多组分纳米纤维,喂液量和纤维细度可控,适合薄形纳米纤维非织造布的生产;虽然无针头静电纺产率高、速度快,不存在纺丝射流间的干扰,但是纤维偏粗且细度不匀率较高,喂液量和产品质量难以控制,只适合生产较厚纳米纤维薄膜产品[3-4]。因此,多针头静电纺在产业化方面仍然具有存在和发展的价值,是目前各实验室和生产企业生产纳米纤维材料的主要工艺手段。
然而,多针头因为存在“End effect”现象[5-6],即多个针头直线排列时,针排两侧的针头出来的纺丝射流向两侧偏移,多针头出来的射流间相互排斥严重(如图1所示),纺丝过程不稳定,严重影响纺丝均匀性、纺丝效率及最终产品的质量,使得静电纺丝规模化难以实现,故多针头静电纺并不像人们预期的那样带来纳米纤维产量的大幅度提高。因此,开发一种场强均匀,射流稳定的多针头静电纺丝技术非常必要。本文提出了两种改善多针头静电纺丝的措施,利用COMSOL软件在2D空间中对多针头静电纺丝过程中的场强均匀性控制方法进行模拟、理论分析,以提高场强的均匀性。具体措施包括在多针头上施加不等电压,改变针长、不同极性电压以及采用针头施加金属套管方法,探索改善场强均匀性的有效措施。

图1 多针头静电纺丝过程中的“End Effect”现象[5-6]
1 COMSOL原理与建模
1.1 COMSOL模拟静电场强分布的原理
COMSOL Multiphysics有限元模拟软件中,对静电场强的模拟遵循泊松方程,如公式1所示:
-dε0εrV=dP
公式(1)
式中,ε0和εr分别代表真空介电常数和介质的相对介电常数;ρ和V分别为空间电荷密度和电势能。
模拟中涉及到的空间电荷密度ρ为0 C/m3,接收板和纺丝电极采用金属材质(钢),其相对介电常数为1.5。根据等式(1~3)可得出对应的场强值和电位移矢量。
E=-V
公式(2)
D=ε0εrE
公式(3)
其中,E为场强;V为电势能;D为电通量密度;ε0与εr和公式1的含义相同。
在边界条件设定中,根据公式4对各边界条件进行约束。
-nD=ρs
公式(4)
式中,n为界面的法向量;ρs为面电荷密度。
另外,静电纺丝模型中空气模型的六个面的边界条件为零电荷对称,因此其对应的公式应为式5所示。
nD=0
公式(5)
介质的分界面上没有自由电荷时,ρs=0,即n×(D1-D2)=0,在COMSOL中对应的边界条件为连续[7]。
基于上述原理,通过以下几个步骤可以得到静电纺丝过程中场强大小和分布情况。(1)将建立好的静电纺丝模型导入到COMSOL Multiphysics有限元分析软件中;(2)定义静电纺丝设备材料属性;(3)对模型进行网格划分;(4)设定无限远边界;(5)施加载荷;(6)求解;(7)后处理[8]。如图2为模拟过程的主要流程。
1.2 COMSOL模拟过程、建模及参数
模拟过程中,空气场的边界设定为零电荷/对称的条件,以实现有限范围内静电纺丝周围环境为无限远。纺针4条边界施加预设的电压值,接收板接地,其余边界条件均为连续。图2a为静电纺丝设备的模型简图,主要参数和规格如表1所示。图2b为对应的模拟结果图(为了显示更清晰,喷丝板设为隐藏模式)。
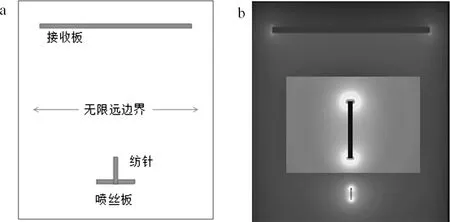
图2 静电纺丝模拟模型简图a与模拟结果图b

表1 静电纺丝模型基本参数
其中,纺针和接收板的材质为金属,喷丝板为PTFE材质,无限远边界定义为空气场。从图2b中可以看到模型中各部分颜色呈现一定规律的分布状态,由针头向外逐渐由红色变化为蓝色(暖色调到冷色调),根据图中的右侧颜色分布条带所代表的含义,颜色的变化体现了不同位置场强大小的变化,即暖色调的红色代表该图中场强高,而在向冷色调的蓝色的变化中说明该位置场强不同程度的减小。因此,在靠近静电纺丝头的一侧颜色更靠近暖色调代表该范围内场强更大一些;在接近接收板方向,随着与静电纺丝头距离的加大,不同位置的颜色趋向贴近冷色调,说明此方向上场强在逐渐的减小。从分布图中很容易观察到针头式静电纺丝过程中针头到接收板的场强变化趋势:对于单独的针头而言,最大场强出现在每个针头的针尖部位,纺丝液容易在针尖形成泰勒锥,在电场力的作用下被抽长拉细形成纺丝射流,最弱场强出现远离针尖的区域,包括针身和接收板周围区域。本文中每根针头上的场强值都指的是场强的峰值,及根据划分网格的标准,选择模拟结果的最大值代表此根针上的场强值;场强均值指的是模拟的多针头的各根针的平均值。
2 模拟结果
2.1 多针头静电纺的场强分布
多针头静电纺丝的场强分布有明显的边缘效应,即“End Effect”现象:两边纺针处溶液受到的电场力大,中间小(如图3所示):边缘两侧的针尖处的颜色比较红(2.31×106V/m),中间针尖处的颜色变为浅绿色(1.43×106V/m),说明场强明显低于边缘针上的场强值,使得制备的纳米纤维粗细不匀,得到的纤维膜的厚薄也不一致,严重影响静电纺产品的应用及开发,同时也降低了静电纺产业的生产效率,妨碍工业化进展。
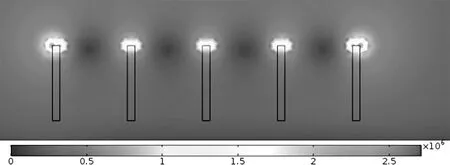
图3 5针头静电纺丝场强的模拟图
本文对10~200针头静电纺丝模型(目前工业化的多针头静电纺丝的幅宽为1.6m,200针头所能达到的幅宽远远大于该要求)的场强分布情况进行了系统性模拟与分析,发现所有场强分布曲线具有明显的规律,即关于两侧针尖连线的几何中心呈 “U”形对称分布(见图4所示)。由于要研究的针数过多,为了方便分析和理解,将针数分为10~100和110~200两组,其Comsol模拟结果如图4a和4b所示(为了便于对比分析,每组内针数较少的场强分布曲线均向右平移,和针数最多的场强分布曲线的中心线重合)。
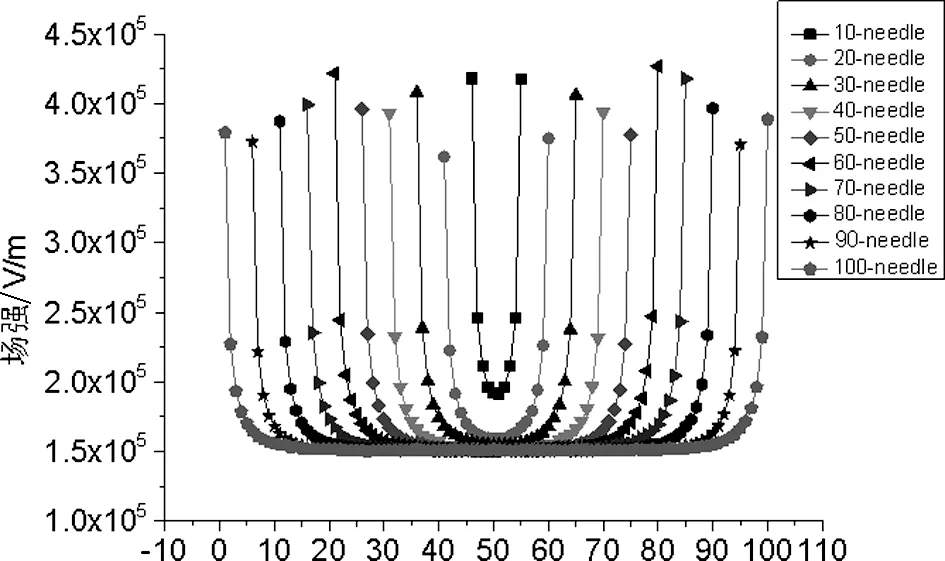
图4a 10~100针头的场强值分布
观察图4得出以下规律:10~200针静电纺丝过程中,内侧其它针的场强值基本上保持在某一固定值的直线状态,尤其是40针头以后,直线段代表的场强值(约1.5×105V/m)几乎不变,只不过随着针数的增加,固定值的分布宽度逐渐加大。由于边缘效应(End effect)的存在,每条U形曲线两侧4根针上的场强值都很大,但是其对应的场强值均遵循相似的规律,因此图4a和4b的场强分布曲线可以归纳总结为图5所示的模型:假设针数为N,两侧的4×2个纺针上的场强值遵循相同规律,中间的(N-8)根纺针上的场强基本上相等,数值约为1.5×105V/m)。分析10~200针头静电纺丝过程中边缘4根针场强的分布规律后发现,针数和场强分布存在三次方的关系(y=ax3+bx2+c,R2=1),拟合得到的趋势线方程列于表2和表3。进一步分析发现,110~200针头的边缘4根针场强分布规律的三次方程特别相近,所得10条曲线几乎重合(参见图6),说明针数越多,两侧4针×2个纺针上的场强分布规律越一致,工业化静电纺丝过程中,越容易控制和抑制End effect 现象。
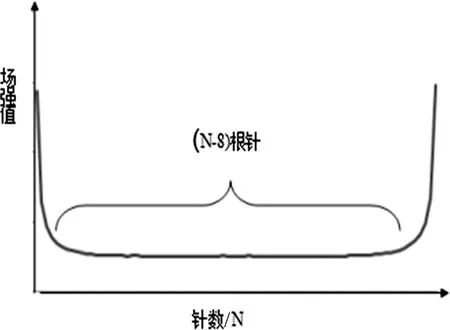
图5 多针头场强分布示意图
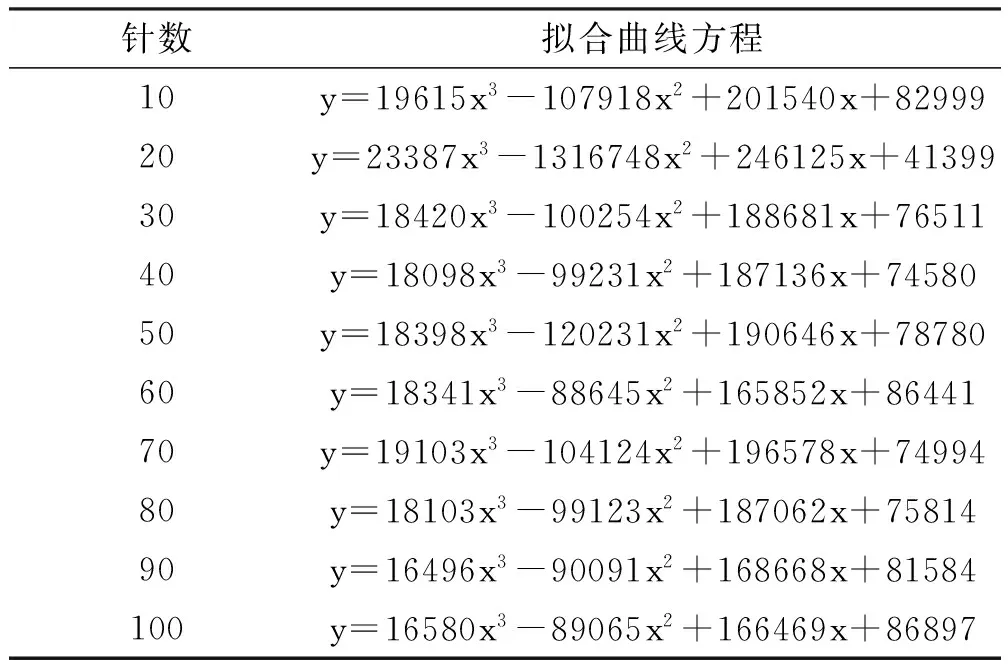
表2 多针头静电纺丝模型边缘4根针的场强拟合曲线(1)

表3 多针头静电纺丝模型边缘4根针的场强拟合曲线(2)
R2=1;x—针数;y—针尖上的场强峰值。
为了探讨End effect对场强分布均匀性的影响,在图4和表2的基础上,将边缘4×2根针上比较大的场强数值去除后的场强不匀率(A0),和包括边缘4×2根针时的场强不匀率(A)进行对比性分析,结果示于图7。

图7 20~200针头忽略边缘效应的场强CV值
分析图7中的场强不匀率(CV)值,发现原多针头场强的不匀率在16%以上,最高甚至达到38%左右;忽略4根针后的场强CV值最初在3%~4%,此时由于针数较少,各针之间的相互影响比较少,受边缘效应影响的针数较多,因此场强的不匀率还较大;在100针头以后,基本上CV值在2%左右,不匀率降低效果明显,表明当针间距为1cm、幅宽大于1m以后,除去两侧4×2根针上的场强较大(也即存在所谓的End effect现象)以外,其余各针场强几乎相等,不匀率只有2%。
实际多针头静电纺丝过程中,为了获得结构均匀、厚度/克重一致的电纺膜,往往采用传统非织造工艺对电纺膜两侧进行切边处理,因此虽然两侧4针头场强对整个纺丝头上的场强分布和射流分布均匀性影响很大,但是可以采用两侧四针头不供液、只供电的方法,以保证其它各针之间的场强均匀度限定在可接受范围内。但是这样做,两侧四针头不参与静电纺丝,却施加电压,显然会以浪费电能为代价,特别是由于两侧四针头上的极高场强,在很大程度上抑制了内侧各针的场强,使得内侧纺针的整体场强变得很小,不利于静电纺丝的高效高产;为了改变这种状况,需要施加更高电压来提升两侧四针头以外其它各针的场强,以达到临界纺丝电压、实现静电纺丝,这样就会带来进一步的能源损耗。因此,这种两侧四针头供电不供液也不是最佳场强改善方法。
为了最终实现提高场强分布均匀又不造成过多资源浪费的效果。本课题组前期曾采用Ansys和Comsol有限元软件研究了对5针头施加不等电压和不等针长的措施来改善场强的均匀性[9-10],效果显著,但是没有对更多针头静电纺进行系统性分析研究,没有形成可在未来有针对性地应用于规模化、工业化静电纺的场强改善方法。本文在此拟进一步探究10~200针头的静电纺丝模型的场强改善情况,并分别采取(1)对其两侧4针对称性地输入不同电压的方法进行场强分布改善,(2)采取减小纺丝头两侧4针头的针长两种措施,来达到降低边缘纺针的场强、提高内侧各针场强,实现整体场强均匀一致的目标。
2.2 场强改善措施
2.2.1 两侧独立加压
本小节对80针头的静电纺模型的两侧4根针(从外侧第四根针到最外侧分别记作1#、2#、3#、4#)进行独立加压,假设要施加的纺丝电压是U0=20kV,加压的方法分为四种方案:在方案A1、A2和A3当中,两侧纺针从1#到4#上所施电压分别依次递减1%、2%和3%;方案A4是前三种方法的一种组合,其中,1#-4#纺针上施加电压的数量依次为18.6kV、19.2kV、19.6kV和19.8kV,相当于原电压值U0分别递减3%、2%、1%和1%,从5#针开始就施加原电压值20kV。未加改善的原始电压施加方案用A0表示,其中所有各针的电压均为20kV。四种方案模拟结果如图8和表4所示。

图8 改善前后的场强分布对比

表4 改善后的场强平均值及其CV值
结合图8的场强分布曲线及表3中的场强平均值和CV值可知,改善后场强的不匀率大幅度降低(最多可降低 31.6%),而且场强的平均值基本维持不变(只下降0.06%),对场强的均匀性改善效果明显。这是因为:随着纺针数量的增加,每根纺针受到相邻各根针之间的影响增大,尤其是边缘几根针;由于中间针头电压高于边缘几根纺针的电压,而接收距离没有变化,必然导致中间纺针的场强值增加,引起电荷重新分布;在电荷总量不变的情况下,中间针头场强的增高,引起电荷数量增多,同时导致两侧针头电荷分配数量减少,因而其场强相应下降,也即“此消彼长”,最终使得所有纺针从外到内场强同时出现红色区域,达到了场强整体增高且分布均匀的理想状态。
综合分析发现,方案A3采取从1#到4#纺针施加电压值比原始电压值20kV依次递减3%,也即其电压分别为19.4kV(1#)、18.8kV(2#)、18.4kV(3#)和17.8kV(4#)为最佳方案;在维持场强基本不变的前提下,可使场强变异系数从原来的23.86% 降低到13.52%甚至更低。这种两侧施加不同电压的方法和前面讨论的全部施加等压的普通静电纺相比,可以利用两侧针头纺丝,减小产品切边长度,不降低静电纺丝产量,生产时两侧4针头需要较小电压,能耗可有轻微降低。然而,该改善措施用于工业化静电纺还有些难度,原因是目前的直流高压电源还难以达到一台电源一次性输出多个终端电压值的功能,因此在实际生产时,企业需要至少配备5台高压电源装置,分别给两侧4针头和内侧其它纺针提供静电纺丝所需电压,会导致设备有些庞大,也增加了设备成本,而且电源之间必须做好屏蔽,防止互相干扰。
2.2.2 两侧针长不等
本课题组在前期的多针头静电纺场强改善研究中也曾采取两侧纺针较短/不等、中间纺针较长且等长的方法来提高场强分布的均匀性,不过当时只是对5针头静电纺进行了初步研究[11],没有拓展到更多针头,没有形成系统性研究结论。本文进一步通过调节50针静电纺丝头边缘针的接收距离来减小边缘针的场强,减弱对中间针场强的抑制,达到同一排针的场强基本上均衡的目的。
以50针静电纺为例,针间距为1cm,针长(2~12)mm,针直径为1mm,通过改变两侧各4~10根针(调节的根数需要根据具体参与纺丝的纺针数量而改变)的长度,使得其与中间针的场强基本保持一致(场强CV值降低到5%以内)。两侧针长不等的场强改善方案包括:相邻两针的针长差d分别为(a1)1.0mm、(a2)1.5mm、(a3)2mm的等差和(a4)(1~2)mm不等差针长,a0代表未加改善的原始方案,建模后导入Comsol软件进行场强分布模拟,结果如图9所示,CV值列于表5。考虑到场强分布的对称性,以下模拟结果均只取一半数量纺针上的场强值(左半边)进行分析。
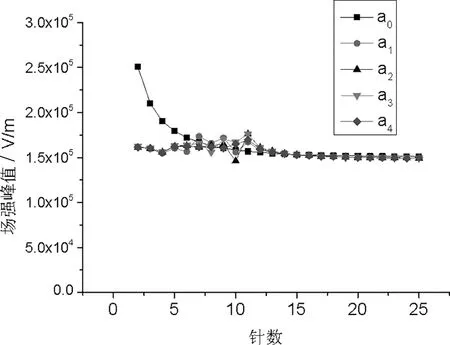
图9 不同针长的场强模拟

表5 不同针长排列的场强CV值
结合场强大小和均匀性进行综合分析, 发现方案a4改善效果最好,即中间针长保持不变为12mm,其两边的针长依次按照11mm、10mm、9mm、8mm、7mm、6mm、6mm、5mm、5mm、12mm的顺序排布(如图10所示),使得50针头静电纺的场强分布均匀。
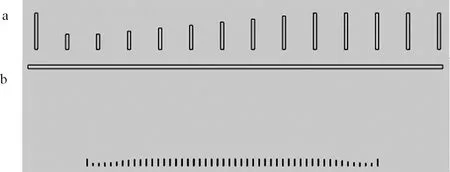
图10 改善后50针头的针长分布(a:局部放大图 b:50针头整体排布)
为了验证上述结果的正确性,以60针头为例进行验证,同时根据以上研究成果进行了不等针长排布后进一步模拟研究(其他参数保持不变),结果如图11所示。

图11 改善后60针头的边缘针的场强
根据图中数据计算得出b和b1的场强CV值分别为16.25%、2.95%,发现改善后的场强均匀性明显得到提升,其整体场强不匀降低到3%以下。不等针长的改善措施使得静电纺丝的场强较均匀,有利于多针头静电纺射流的同时喷射,大幅度抑制了多射流的End effect现象和Migration现象,利于静电纺丝过程的连续、稳定,以及电纺膜产品的均匀、高产。
3 结论
多针头静电纺丝过程中的场强分布不匀引起的End effect现象,严重影响静电纺丝效率和产品质量,是制约静电纺丝技术产业化的一个瓶颈。本文首先利用Comsol有限元软件对10~200针头静电纺丝过程中场强的大小和分布进行了系统的仿真和分析,得出了纺针数量对纺针场强的影响规律,并在此基础上通过具体静电纺丝模型,采用三种不同的场强改善措施对多针头静电纺丝过程中场强分布的控制效果进行了仿真模拟,得出结论如下:
(1)10~200针头静电纺丝过程中,存在明显的End effect现象,也即场强分布呈中间小、两头大的现象,这是库伦斥力在两侧累计较大而在中间纺针得到平衡的结果,不可避免。经过Comsol软件的模拟分析发现,相对于针数的场强分布曲线具有明显的三次曲线规律,总体上呈 “U”型且关于中间针对称分布,特别是针数超过40以后趋势更明显。
(2)在多针头电纺模型的两侧单独加压,使得场强的不匀率降低,CV值最低降到13.6%,有一定效果,但是需要进一步深入研究,找到最佳电压参数,进一步降低场强不匀率。。
(3)不等针长的改善使得场强的均匀性提高,不匀率能降低到2.95%,低于3%,可以满足工业化静电纺对场强均匀性的要求。
[1] 王玉姣,田明伟,曲丽君.静电纺丝纳米纤维的应用与发展[J].成都纺织高等专科学校学报,2016(4):1-16.
[2] 梁列峰,李代洋,杨婷,等. 静电纺丝技术的研究进展[J]. 成都纺织高等专科学校学报,2016(4):126-131.
[3] 漆东岳,刘延波.规模化取向静电纺丝技术的现状与展望[J].天津工业大学学报,2012(4):22-27.
[4] 杨恩龙,史晶晶.多喷头静电纺丝研究进展[J].产业用纺织品,2009(9):1-4.
[5] VARESANO A,CARLETTO R A,MAZZUCHETTI G. Experimental investigations on the multi-jet electrospinning process[J]. Journal of Materials Processing Technology,2009,209(11):5178-5185.
[6] THERON S A,YARIN A L,ZUSSMAN E,et al. Multiple jets in electrospinning: experiment and modeling[J].Polymer,2005,46(9):2889-2899.
[7] 李晶晶.基于MATLAB与COMSOL的磁场仿真系统研究[D].长春:吉林大学,2015.
[8] COMSOL中文使用手册[J/OL].中仿科技,2008:[2000-t10]. http://cn.comsol.com/contact.
[9] 陈威亚,刘延波,张泽茹,等. 多针头静电纺场强改善的有限元分析[J]. 纺织学报,2014,35(4):22-25.
[10]陈威亚,刘延波,王洋知,等. 多针头静电纺丝过程中电场强度与分布的有限元分析[J]. 纺织学报,2014,35(6):1-6.
2017-02-26
国家自然科学基金项目(51373121)
刘延波(1965-),女,博士,教授,硕士生导师,研究方向:规模化静电纺丝技术研究。
TS173 TS174.8 TQ340.6
A
1008-5580(2017)02-0030-07
