浅析常用模具表面强化处理技术
2017-06-15龙海玲唐世俭
龙海玲++唐世俭
DOI:10.16660/j.cnki.1674-098X.2017.11.052
摘 要:现代模具工业有“不衰亡工业”之称,模具设计与制造技术已成为衡量一个国家制造业水平高低的重要标志,并在很大程度上决定着产品质量、企业效益和新型产品的开发能力,而模具的工作环境直接影响其使用寿命。除合理选择模具材料、制定正确的制造加工方法以外,需对模具零部件采取相应的表面强化处理技术,提高模具质量,延长其服务年限。
关键词:模具 模具寿命 表面强化处理技术 热处理方法
中图分类号:TG162.4 文献标识码:A 文章编号:1674-098X(2017)04(b)-0052-02
模具作為一种高效率、高精度的生产工具,广泛用于电子、机械、农业、化工等各个行业。模具的工作条件恶劣,在使用过程中常承受着各种各样的力的作用,常因磨损、腐蚀、断裂等形式而报废失效,而模具的失效一般都是由表面磨损开始的,模具失效将直接影响到成型产品质量、企业生产经济效益等。模具质量决定一切,那么正确制定制造加工方法、合理选择模具材料及热处理方法,对模具零部件进行相应的表面强化处理,延缓模具材料的表面破坏将有效提高模具质量,延长模具的使用寿命,促使产业利益最大化。
1 模具表面强化处理
模具表面处理的目的是使模具基体材料表面获得原本没有的性能,或者是进一步提高模具原本具备的性能,这些性能主要是指模具材料表面的耐磨性、抗氧化性、抗咬合性、抗冲击性、抗热粘附性、抗冷热疲劳性及抗腐蚀性等。
模具强化处理归纳总结为化学热处理强化、表面热处理强化、表面镀覆强化、高能束表面强化技术(高密度能表面强化)、模具钢的预硬化技术等五种强化技术。
2 化学热处理强化
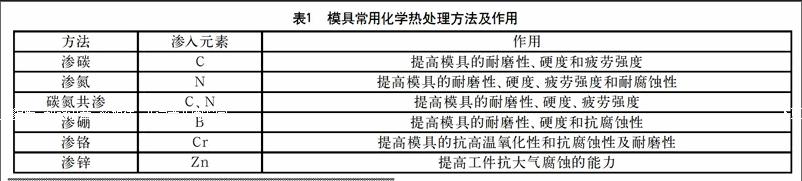
模具化学热处理强化是将模具加热到一定的温度与特定的活性介质起化学反应,使一种或几种元素渗入模具材料表层,从而改变模具材料表层的化学成分、组织和性能的热处理工艺。
模具的化学热处理方法可分为渗碳、渗氮、碳氮共渗、渗硼和渗金属等。(见表1)
化学热处理强化,活性原子渗入工件表层都是由以下三个基本过程组成的。
(1)分解——由化学介质分解出能渗入工件表层的活性原子。
(2)吸收—— 工件表面吸收活性原子。
(3)扩散——被工件吸收,在一定的温度下,由表面向内部扩散,形成一定厚度的扩散层。
化学热处理强化应根据模具零件的性能要求及工艺的易行性与经济指标,综合衡量后合理地选用热处理方法。
例如:
渗碳与渗氮都可提高零件的耐磨性,渗碳处理是在900 ℃~1 000 ℃的高温下进行,在较短时间内(约6~10 h)即可获得较深的渗层,故一般要求硬化层较深(约0.9~2.5 mm)的耐磨零件多采用渗碳处理,既可满足性能要求,又较经济。对尺寸要求严格的零部件,可选择渗氮处理在低温(500 ℃~600 ℃)进行,这样可保证零件尺寸精度,但渗氮层增厚缓慢,渗氮时间常需十几个小时甚至几十个小时,相对而言费时太多较不经济。
3 表面热处理强化
模具的表面热处理强化是指对模具表面进行热处理,以提高模具的耐腐蚀性、硬度和耐磨性,达到强化模具表面性能的目的,主要指进行气相沉积。
气相沉积是指将含有形成沉积元素的气相物质输送到工件表面,在工件表面形成沉积层的工艺方法。通常是在工件表面覆盖一层厚度为0.5~10 ?m的过渡族元素(如Ti、V、Cr、W、Mo、Nb等)与C、N、O、B等元素形成的化合物层。按形成的原理一般可分为化学气相沉积(CVD法)和物理气相沉积(PVD法),而物理气相沉积又可分为真空镀覆、阴极溅射和离子镀等三种方法。
例如:
(1)用H13钢制造铝型材挤压模具,经盐浴渗铬后,在其表面形成5~6 ?m的碳化铬层,与渗氮相比模具寿命提高50%以上铝型材表面的粗糙度也较渗氮低。
(2)T8A钢材质拉深模,经常温处理后,每拉深100~200件需修模一次,经渗铬处理后,可拉深1 000件以上。
4 表面镀覆强化
模具的表面镀覆强化是指在目录表面覆盖一层单一金属及非金属化合物层,改变模具表层的化学成分,提高模具的耐腐蚀性、硬度和耐磨性,以达到强化模具表面性能的目的。表面镀覆强化主要分为电镀、电刷镀、化学镀等三种。
金属经过电镀后,可改变其外观,具有优良的耐腐蚀性和耐磨性;而电刷镀是电镀的一种特殊形式,又称无槽镀或涂镀;化学镀可以获得单一金属镀层、合金镀层和复合镀层,在模具中应用较多的是镀镍及其合金。化学镀与电镀、电刷镀相比具有均镀能力和深度能力好,具有良好的仿型性,非常适合形状复杂的模具成型零部件,并且沉积厚度可控,镀层致密与基体结合良好,已在冲压模具、塑料模具等多种模具是得到应用。
例如:
(1)以3Cr2W8V钢为材料的连杆盖热锻模,利用电刷镀技术可显著提高模具寿命,电镀层还具有良好的红硬性、耐磨性和抗氧化能力。
(2)以Cr12MoV钢为材料的拉深模,经化学镀Ni-P处理后镀层硬度为60~64 HRC,具有优良的耐磨性,高的硬度和小的摩擦系数,使用寿命从2万次提高到9万次。
(3)以45钢为材料的拉深模,经化学镀10 ?m厚的镍-磷镀层后,模具表面硬度达到1 000 HV以上,产品质量明显提高,是模具寿命延长了10倍。
5 高能束表面强化技术(高密度能表面强化)
作为一种新兴热处理技术,高能束表面强化技术是以极大密度的能量瞬时供给模具表面,使其发生相应硬化、融化后快速凝固和表面合金化效果的热处理技术。
高能束热源通常是激光、电子束、离子束等,具有加热速度快,工件变形小,不需冷却介质,可控性能好,便于实现自动化处理等特点。
例如:
国内常采用激光表面相变硬化、小尺寸电子束和中等功率的离子注入来提高模具的表面硬度,已被用于钢和铸铁的表面硬化,提高其抗疲劳、耐磨损和抗腐蚀性能。
6 模具钢的预硬化处理技术
模具钢的预硬化处理技术也是一种新兴热处理技术,是指在模具机械加工前机械预热处理,使之达到使用时的硬度(25~50 HRC),然后把模具加工成形而不再进行热处理,从而保证精密、复杂模具精度的处理技术。
采用预硬化模具材料,可以简化模具的制造工艺,缩短模具的制造周期,降低生产成本,提高模具的制造精度。
或许我们可以预见,随着加工技术的进步,预硬化模具材料会用于越来越多的模具中,这将是一个更为广阔的发展空间。
7 结语
我国的模具寿命还不够长,我们常见的模具损坏有一半左右是由于热处理不到位所造成的,所以为了延长模具使用寿命,我们需严格进行热处理把关。
模具表面强化处理的方法还有很多,我们要结合各种模具的工作条件及其使用的经济性等因素综合考虑。通过合适的表面强化技术来改变模具表层的成份和组织,使零件具有“内韧外硬”——内部韧、表面硬、耐磨、耐热、耐蚀、抗疲劳、抗粘结的优异性能,可几倍乃至几十倍地提高模具使用寿命。
参考文献
[1] 劳动和社会保障部教材办公室组织编写.模具材料与热处理[M].北京:中国劳动社会保障出版社,2015.
[2] 张清辉.模具材料及表面处理[M].北京:电子工业出版社,2005.
[3] 杨裕雄.国外模具表面处理技术概况[J].模具工业,1994(8):2-7.
