钛合金TC6与TC11高频感应钎焊工艺
2017-06-05李万强
李万强
(贵州枫阳液压有限责任公司,贵州贵阳550009)
钛合金TC6与TC11高频感应钎焊工艺
李万强
(贵州枫阳液压有限责任公司,贵州贵阳550009)
以B-Ti57CuZrNi-S为钎料,在氩气保护气氛下对TC6/TC11钛合金进行高频感应钎焊工艺实验研究。采用光学显微镜(OM)、扫描电镜(SEM)及能谱分析(EDS)等测试方法,分析气体保护流量、流态以及工艺参数对焊接界面形貌、接头组织及元素分布的影响,并测试接头的抗拉强度。结果表明,钎焊界面主要由富Ti的β-Ti固溶组织和Cu-Ti、Ni-Ti以及(Cu,Ni)Ti/Zr组成的金属间化合物相组成。钎焊接头的抗拉强度随钎焊温度的升高或保温时间的延长,呈现先升高后降低的趋势,接头最高强度可达433MPa。TC6/TC11钛合金高频感应钎焊优化工艺参数带为:焊接温度910℃~930℃,保温时间120~150s,Ar气保护流量1MPa。
高频感应钎焊;钛合金;钎焊接头;优化工艺带
0 前言
钛合金具有比强度高、中温性能好、耐高温、耐腐蚀、无磁等特点,是重要的轻质结构材料,在航空、航天、军工、车辆工程、生物医用工程以及日常生活等领域具有重要的应用价值和广阔的应用前景[1]。目前,钛合金的焊接方法主要有钎焊、氩弧焊、电子束焊、摩擦焊与扩散焊等。钎焊[2]是一种利用熔点低于母材的钎料,在低于母材熔化温度、高于钎料熔点的温度实现接头连接的一种焊接方式。钎焊是连接钛合金的常用方法之一,所得焊接接头强度高、一致性好、不受产品结构限制,既成本低廉,又可满足焊接的冶金及结构要求[3-5]。本研究以氩气作为保护气氛,采用Ti基钎料对TC6与TC11钛合金进行钎焊工艺实验研究。观察钎焊接头的宏观形貌和钎缝的微观组织,分析不同工艺参数下界面组织成分和元素分布状态;测试钎焊接头的拉伸性能和硬度,获得TC6与TC11钛合金钎焊的最佳工艺参数带。
1 实验材料及方法
1.1 实验材料
选用TC6及TC11双相钛合金作为被焊母材,化学成分如表1、表2所示[6];钎料是B-Ti57CuZrNi-S,为粉末状,粒度150目。TC6钛合金、TC11钛合金试样尺寸如图1所示。
1.2 试验方法
试验前用细砂轻吹焊接表面(风压≤0.2 MPa,砂粒≤0.5,均匀吹毛),置于丙酮中超声波清洗3~ 5 min,冷风吹干待用。焊接时将钎料与丙酮混合均匀,钎料浆放入内台阶上,装配于钎焊炉中。

表1 TC6钛合金化学成分%

表2 TC11钛合金化学成分%

图1 试样几何尺寸
以氩气为保护气体,采用SP-15高频感应电源进行焊接,钎缝间隙20μm,钎焊温度890℃,920℃,950℃,980℃,保温时间5 s,30 s,120 s,300 s。钎焊结束后,利用万能电子拉伸试验机(Instron 3382)对钎焊接头进行抗拉实验,采用光镜、扫描电镜分析钎焊接头和断口的微观组织;利用X射线能谱仪分析接头组织的界面成分及分布。
2 实验结果和分析
2.1 保护气体流量
气体分配装置如图2所示。将直径5 mm的火铜管绕制成圆形,在内壁斜45°方向开直径为1 mm的圆孔80个,圆孔均布于圆周方向。铜管出口堵住,进口处以软管连接,调整气体流量进行实验。
将加压阀分别调整至0.5 MPa、1 MPa,焊后试样宏观形貌如图3所示,虽然气体流量并未增大很多,但试样氧化区域显著减少。当保护气体流量为1 MPa时,焊后试样表面颜色光亮,没有出现氧化色,产品焊后的钎剂角过渡平滑,钎缝均一,宏观形貌无缺陷产生。可见,氩气流量1 MPa或以上的工艺条件下可有效改善焊件被氧化的情况。

图2 气体分配装置
2.2 钎焊温度对接头形貌及力学性能的影响
不同钎焊温度(890℃、920℃、950℃、980℃)下钎缝的微观组织形貌如图4所示。钎焊温度890℃时,钎缝与母材的界面边界清晰,两侧界面完全平行,钎缝组织与母材组织无平滑过渡而呈垂直梯度变化。焊缝区域内存在两种不同形态的组织——灰色片状组织A及白亮色不连续圆斑组织B。随着焊接温度升高至950℃,扩散反应层逐渐增大,但组织分布类似,从左至右为:母材—扩散反应层—白亮色颗粒组织—灰色板条状组织—白量色颗粒组织—扩散反应层—母材,钎焊界面以钎缝为中心呈对称结构。当钎焊温度为980℃时,钎焊界面发生巨大变化。焊后母材组织变为单相组织,钎缝与两侧母材界面出现细小的针状组织,钎缝中心与两侧组织分离。钎焊界面从左至右为:母材—针状反应层—灰色过渡层—钎缝—灰色过渡层—母材,钎焊界面以钎缝为中心呈对称结构。

图3 不同Ar气流量下焊后试样形貌
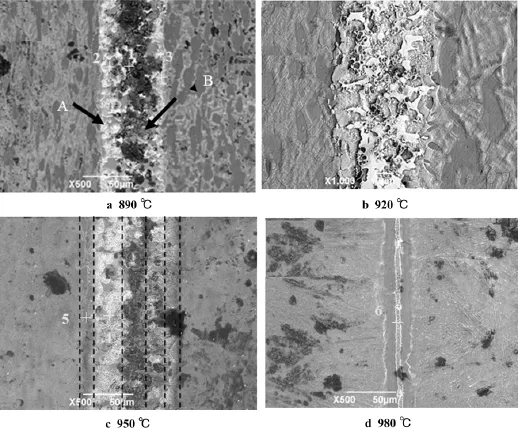
图4 不同钎焊温度下的焊接界面微观形貌
结合钎缝界面不同区域的EDS分析,获得各组织及反应层内元素的种类及具体比例,如表3所示。白亮组织A是以Ti(56.86%)元素为基体,富含Ni(9.2%),Cu(20.28%)元素及少量Zr(5.29%)元素的组织。白亮组织内部存在共晶状颗粒组织,由Ti、Cu、Ni的质量百分比可以推测,此组织可能为Ti-Cu、Ti-Ni及Ti-(Cu,Ni)形成的脆性组织;灰色块状组织同样以Ti为基,但其内部Cu、Ni含量较少,分析认为此时Cu、Ni可能固溶于Ti基组织内部,而不形成金属间化合物,组织应该具有良好的韧性。
不同焊接温度下钎焊接头的抗拉强度如图5所示。随着钎焊温度的升高,抗拉强度先升高后降低,最高为371 MPa。钎焊温度较低时,钎料与母材之间的扩散受限,界面处结合较弱,抗拉强度较低;随着钎焊温度的升高,钎料与母材间元素得到充分扩散,且此时钎缝内的组织形貌与钎缝的原始组织基本相同,因此钎焊接头强度较高;温度继续升高,使母材产生相变,组织粗化,抗拉强度降低。
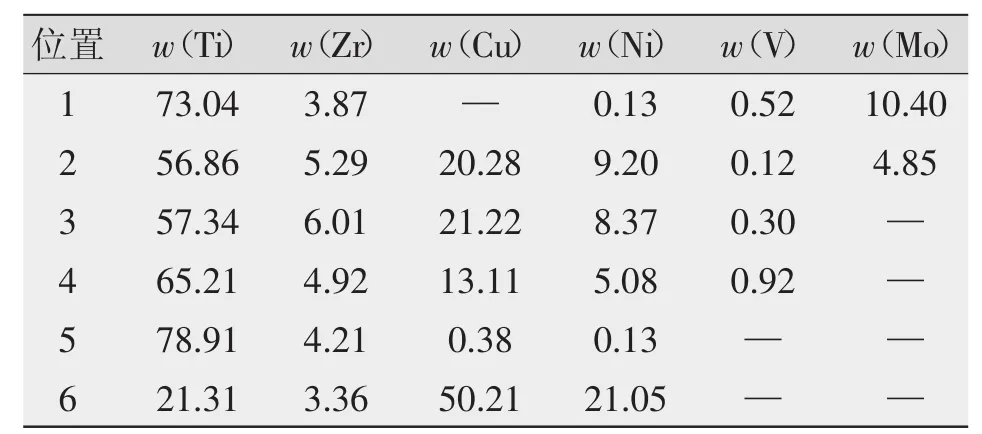
表3 不同钎焊温度下元素成分%

图5 不同钎焊温度下的接头强度
2.3 保温时间对接头的影响
结合不同保温时间下钎焊接头的界面形貌(见图6)和EDS分析(见图7)可知,保温时间较短时,钎缝与母材的元素扩散程度较小,焊接完成后钎缝组织保留钎料的原始凝固组织形态,即Ti-Cu-Ni-Zr的金属间化合物组织和富Ti的韧性组织;随着保温时间的延长,母材中的Ti、V、Al等元素向钎缝中扩散程度提高,Ti元素在钎缝内呈现梯度分布,接头凝固时靠近界面处出现两条连续的富Ti相,而钎缝内由于组织偏析的作用亦出现了不连续的韧性富Ti组织,由于钎料中的Cu、Ni元素均为β相稳定元素,认为界面处形成的富Ti相为β-Ti固溶体。进一步延长保温时间,钎焊接头内元素扩散已较为充分,Ti元素在钎缝中比例较高,钎料凝固时钎缝中心区域的点状富Ti组织也成为连续的带状,接头内韧性富Ti组织比例较高,强度升高明显。继续延长钎焊保温时间,钎缝内的金属间化合物组织完全被富Ti相组织取代,接头强度良好。

图6 不同保温时间下钎焊接头的界面形貌
不同保温时间下钎焊接头的抗拉强度如图8所示,当钎焊保温时间由30 s延长至120 s时钎焊接头强度有较大提高,继续延长保温时间,接头强度趋于稳定。结合显微硬度测试结果(见图9)可以看出,当钎焊保温时间超过120 s时,钎缝区域硬度较保温时间较短时有所降低,此时接头拥有良好的综合力学性能。综上,焊接温度920℃、钎缝间隙20μm时,以B-Ti57CuZrNi-S为钎料钎焊TC6与TC11钛合金,保温时间以大于120 s为宜,结合工程成本和提高效率将工艺参数带定位120~150 s区间。
4 结论
以B-Ti57CuZrNi-S为钎料,在Ar气保护条件下实现了TC6与TC11钛合金的高频感应钎焊。

图7 保温30 s与120 s时钎焊接头线扫描分析
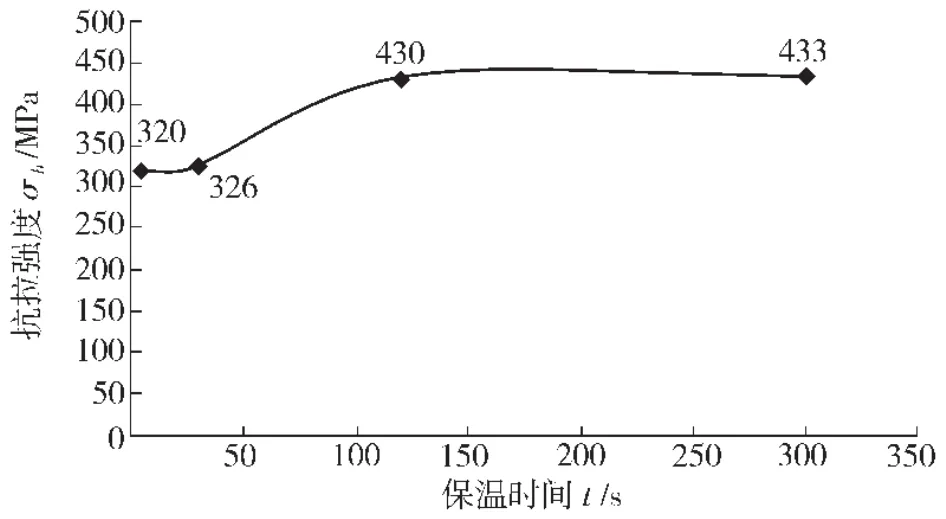
图8 不同保温时间下的抗拉强度
(1)通过自制的简易气体分配装置,成功实现高纯氩气对钎焊工件的完全包缚,氩气流量1MPa或以上的工艺条件下可有效改善焊件被氧化情况。
(2)钎焊界面主要由富Ti的β-Ti固溶组织和Cu-Ti、Ni-Ti以及(Cu,Ni)Ti/Zr组成的金属间化合物相组成,两相比例随钎焊温度及保温时间的变化而变化。
(3)随着钎焊温度的升高或保温时间的延长,钎焊接头的抗拉强度均呈先升高后降低趋势,最高强度达433 MPa。
(4)以B-Ti57CuZrNi-S为钎料,钎焊TC6/TC11钛合金的优化工艺参数带为:Ar气保护流量1 MPa,焊接温度910℃~930℃,保温时间120~150s。所选工艺合理,可重复性良好,具有良好的工程应用价值。

图9 不同保温时间下钎焊界面的硬度分布
[1]C.莱茵斯,M.皮特尔斯.钛与钛合金[M].陈振华,等译.北京:化学工业出版社,2005(前言):223-224.
[2]美国焊接学会.钎焊手册[M].北京:国防工业出版社,1993:9-96.
[3] Chang C T,Du Y C,Shiue R K,et al.Infrared brazing of high-strength titanium alloys by Ti-15Cu-15Ni and Ti-15Cu-25Ni filler foils[J].Materials Science and Engineering:A,2006,420(1):155-164.
[4] Ganjeh E,Sarkhosh H,Bajgholi M E,et al.Increasing Ti-6Al-4V brazed joint strength equal to the base metal by Ti and Zr amorphous filler alloys[J].Materials Characterization,2012(71):31-40.
[5] Botstein O,Rabinkin A.Brazing of titanium-based alloys with amorphous 25wt.%Ti-25wt.%Zr-50wt.%Cu filler metal[J].Materials Science and Engineering:A,1994,188(1):305-315.
[6]黄伯云,李成功,石力开,等.中国材料工程大典:有色金属材料工程(第4卷)[M].北京:化学工业出版社,2006.
Study on high frequency induction brazing of TC6 and TC11 titanium alloy
LI Wanqiang
(Guizhou FengYang Hydranlic Co.,Ltd.,Guiyang 550009,China)
High frequency induction brazing of TC6/TC11 titanium alloy under argon atmosphere with B-Ti57CuZrNi-S as the brazing alloy has been studied.The impact of flow rate and flow pattern of atmosphere,brazing temperature,holding time on microstructures,element distribution and mechanical properties of joints has been researched by optical microscopy(OM),scanning electron microscopy (SEM)and energy dispersive spectroscopy(EDS).The results show that brazed interface was constituted by two-phase structure,which were rich Ti solid solution and intermetallic compound of Cu-Ti,Ni-Ti,(Cu,Ni)Ti/Zr.With the increase of brazing temperature or holding time,brazed joint strength first increased and then decreased,the highest strength was 433 MPa.The optimized process parameters for high frequency induction brazing of TC6/TC11 titanium alloy were flow rate of Argon 1 MPa,brazing temperature 910℃~930℃,holding time 120~150 s.
high frequency induction brazing;titanium alloy;braze welding joint;optimized process parameters
TG457.19
A
1001-2303(2017)05-0077-05
10.7512/j.issn.1001-2303.2017.05.16
2016-12-06;
2017-02-07
李万强(1983—),男,工程师,硕士,主要从事技术管理工作。E-mail:moke573@126.com。
本文参考文献引用格式:李万强.钛合金TC6与TC11高频感应钎焊工艺[J].电焊机,2017,47(05):77-81.