硬齿面滚齿工艺在轮拖齿轮轴加工中的应用
2017-05-31张晨路阳
张晨+路阳
摘 要:阐述了硬齿滚齿工艺在轮式拖拉机末端传动系零件太阳轮轴加工中的应用。针对此零件的结构,利用高精度设备,设计、选用专用工装、刀具,合理优化切削参数,使零件精度达到国标7级以上,为硬齿面滚齿工艺的推广应用提供参考。
关键词:硬齿面;齿轮轴;滚齿
DOI:10.16640/j.cnki.37-1222/t.2017.10.018
1 概述
硬齿面滚齿革新了硬齿面精加工工艺,采用硬质合金滚刀覆涂后滚削齿面,相对磨齿有较高的效率,目前在国内外都有应用。主要用于齿轮热后精加工和热后磨齿前半精加工,是修整热处理变形,提高精度的有效方法。对精度高于6级且产量很大的零件,该工艺代替粗磨,切除轮齿的热处理变形,预留很少和均匀的精磨齿余量,提高了磨齿质量,缩短了磨齿时间。为普通精度淬硬齿轮,在高端滚齿机上利用硬质合金滚刀精滚齿面及拖拉机变速箱齿轮及末端传动系零件齿面加工创新提供工艺保障。
2 工件结构与技术要求
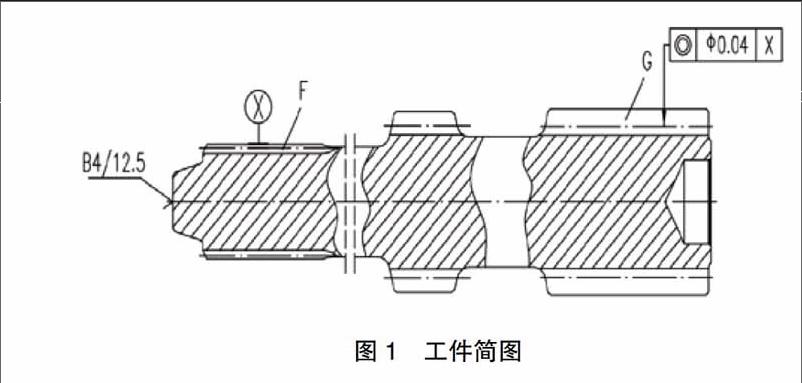
图1 所示为拖拉机末端传动系零件太阳轮轴,模数m=4mm,材料为20CrMnMo,渗碳淬火,硬化层深1.0~1.3,齿面硬度58HRC~62HRC。G处齿轮精度等级GB7级,齿形公差ff=0.014,齿向公差Fβ=0.016,粗糙度Ra0.8,要求与F处花键同轴度Φ0.04。
3 加工方案设计与验证
(1)对设备的要求。由于热后工件齿面硬度高,加工时刀具与工件有较大冲击力和切削热,要求机床有很好的刚性及充分的冷却。零件热后硬滚属于精加工,要求机床有稳定的、较高的传动精度。热后滚齿要求滚刀齿与工件齿槽对准后高效切削,要求机床带自动寻齿对齿功能。本零件采用进口六轴四联动数控机床,并带有自动寻齿对齿装置,为硬滚工艺的实施提供了设备条件。
(2)定位、加紧方案的选择与夹具设计。方案:工件热前所有制齿加工基准统一为左端B4中心孔与右端内孔30°外倒角,为保证热前热后基准统一,仍选用与热前相同的基准,保证了F、G齿的同轴度要求。加紧方案:采用拉杆胀套方式胀紧端头内孔,利用机床自动拉紧机构实现快速加紧工件。
(3)硬滚刀具的设计[1]。目前,世界各国刀具厂家所设计的硬质合金滚刀,其结构主要有3种:整体式、机夹式、焊接式。整体式硬质合金滚刀刀齿和刀体用一整块硬质合金加工而成,其优点是刚性强,机械加工省时,可做到较高精度,目前技术可做到模数m=5mm以下,但损耗昂贵的硬质合金较多,成本高;机夹式硬质合金刀片用螺钉压至工具钢刀体上,机夹式结构比较复杂,夹紧可靠性也较差,适合大模数齿轮加工,但是在加工大模数淬硬齿轮时,齿面的挤压力较大,且交变作用显著,因此对刀片的夹紧要求较高;焊接式硬质合金滚刀刀片焊接至工具钢刀体上,其优点是结构简单,联接强度高,而且硬质合金刀片烧结容易,材料节省,应用较广泛。但由于焊接应力引起的裂纹一直是产品质量不稳定的因素,因此需要较高的焊接技术;并且此种滚刀实际加工中无法达到理想的切削速度。
相比而言,整体式硬质合金滚刀其刚性强,精度高,覆涂后可达到较高的切削速度,更适合此零件的加工,所以选用进口整体式硬质合金滚刀。由于零件硬度高,而硬质合金材料的冲击韧性较差,因此,在硬齿面滚齿时,极易产生崩刃,崩刃是硬质合金滚刀要解决的主要问题。从理论上分析,随着硬质合金滚刀负前角的增大,滚刀侧刀刃倾角增大,使滚刀刀齿平稳地切入金属层,从而减小了冲击,保护硬质合金刀齿不致崩刃,耐用度明显提高。为此,设计滚刀时,采用大负前角的特殊形式,并覆涂TiN、TiALN和碳复合纳米材料,使滚刀的耐用度大幅度提高。由于此零件热后硬度58HRC~62HRC,结合刀具结构,采用厂家推荐的-20°前角。
(4)加工余量及切削参数的选择[2]。a.切削余量。一般情况下,齿厚单面切削余量不超过0.2~0.25mm,否则将增大滚刀轴向切削分力和加快刀具磨损,降低硬滚精度。硬齿面滚齿零件在软齿面滚齿时要用配套设计的滚刀(或配套磨前滚刀),根据热处理变形公法线一般预留0.15~0.30mm的热后滚削余量。热后硬滚时应避免滚偏造成两齿面余量不一致,导致刀具受力不均而崩齿;另外,齿底不应预留应热后滚削余量,避免滚刀刀尖滚削齿底而造成滚刀耐用度降低。
b.切削速度。当切削速度较低时,由于滚刀与零件摩擦刮削,造成硬质合金滚刀磨损较快,且齿面光洁度较差;随着切削速度的提高,硬质合金滚刀磨损逐渐减缓,光洁度也有所提高。实际加工表明,高效数控滚齿机利用涂层硬质合金滚刀可将切削速度提高至50~90m/min,齿面粗糙度可达Ra0.8。
c.走刀量。实际加工表明,轴向进给在齿面的痕迹在一定程度上轉化为齿形误差,随着走刀量的增加,误差也相应增大。根据不同机床及不同零件精度,可取走刀量S=1.1mm/r~2.4 mm/r。
4 结论
经验证,最终确定公法线热后滚削余量为0.20mm,滚刀切削速度70m/min,走刀量1.4mm/r,加工精度可满足GB6级,齿面粗糙度Ra0.8,单件加工时间4.5min,效率是普通数控磨齿机的2~3倍。注意事项:(1)要考虑设备刚性和精度;(2)合理选用滚刀结构;(3)正确选择和规范切削参数,采用逆铣法加工。之外,还应选用与热后滚刀匹配的热前滚刀,并预留合适、均匀的切削余量,才能保证高质量、高效率。随着数控技术的广泛应用,齿轮加工也向高精度、高效率、高齿面硬度发展,新型高效硬滚刀具将会取得新的研究成果,必定会为硬齿面滚齿技术的推广应用打开新的大门。
参考文献:
[1]丁亚军.硬齿面滚齿工艺及滚刀的设计与使用[J].机电工程,1999(04):62-63.
[2]宋宁.采用硬质合金滚刀加工硬齿面齿轮[J].机械管理开发,2002(05):16-17.
作者简介:张晨(1989-),男,本科,助理工程师,主要从事机械设计与制造管理研究。