大型回转支承在线测量方法研究
2017-05-27戴克芳鲍治国曹国兰
戴克芳+鲍治国+曹国兰

摘要:在线测量方法在现代化生产中的应用越来越重要。文章在5米数控立车的基础上,利用MARPOSS的TT25测头触发装置和Siemens 802D SL系统的特点,针对3米以上的大型回转支承内孔、外圆的测量提出了在线测量的新方法。
关键词:在线测量;TT25测头;触发装置;回转支承;数控立车 文献标识码:A
中图分类号:TH133 文章编号:1009-2374(2016)36-0040-02 DOI:10.13535/j.cnki.11-4406/n.2016.36.020
1 概述
目前公司大型回转支承外圆、内孔尺寸测量是用大型游标卡尺测量的,尤其是3米以上的游标卡尺,不仅价格昂贵、重、不易操作,而且尺子越长刚性越弱,尺子中部会变形下垂,造成测量尺寸准确性大幅度下降,给实际加工带来了一定的困扰。本文介绍了一种捕捉数控系统实际运行位置的间接测量方法,有效地将意大利MARPOSS的TT25测头触发装置和Siemens 802D SL系统联合应用起来,实现了大型回转支承的在线测量功能,大大提高了大型回转支承外圆、内孔的测量精度。
2 在线测量方法的测量原理
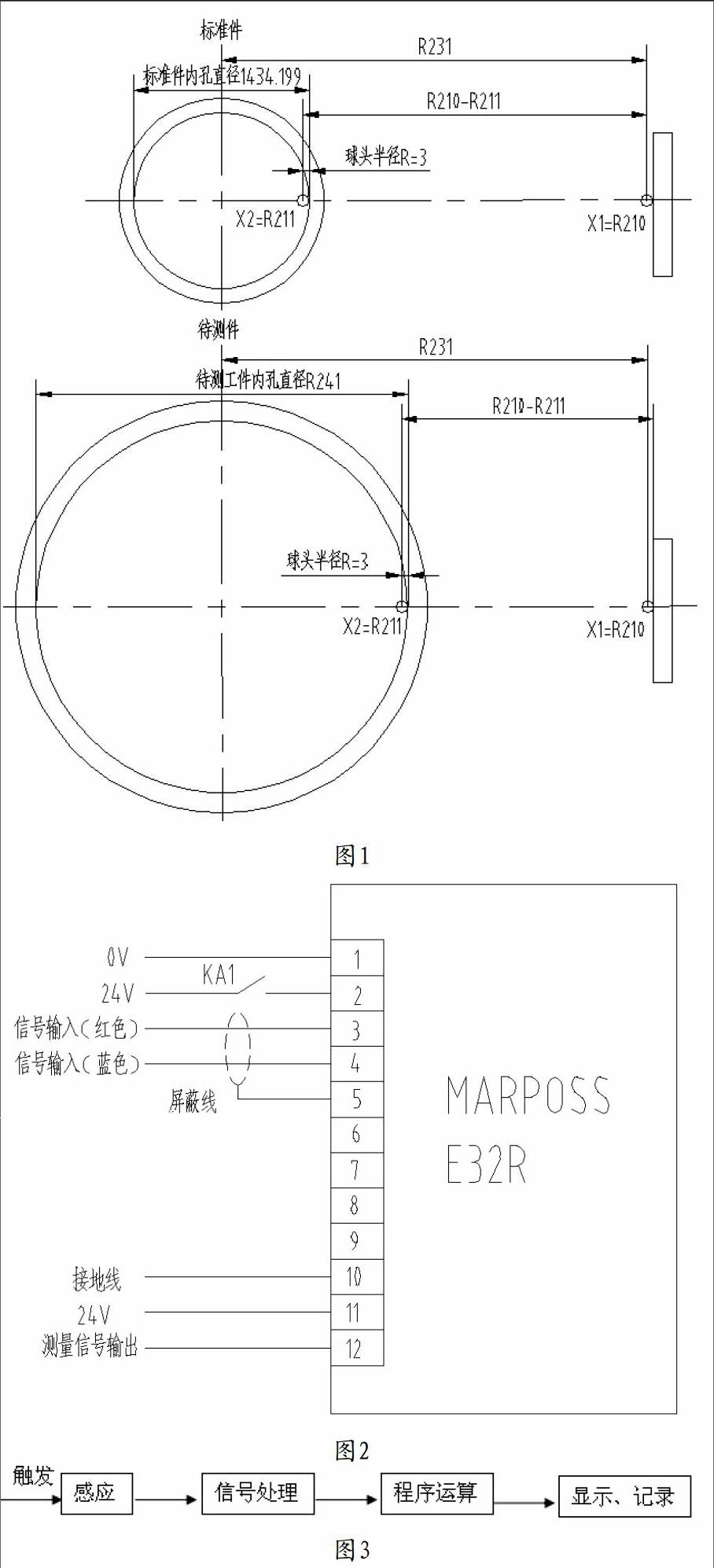
下面以测量内孔直径为例作简要介绍,原理如图1所示。图1上面左边是一个环形标准件,该标准件已通过三坐标测量机床准确测量出其内孔直径(1434.199mm),右侧的长方体杆表示的是一个标准杆。利用数控系统的读取坐标功能,分别读取测头触发装置的球头在图1中的两点X1、X2坐标值,由于机床读取坐标值时是在工件坐标系下,且车床是直径编程,所以可以利用图示关系得出:。同理,可得出图1中下面的待测工件内孔直径:。
3 在线测量方法的实现过程
3.1 关键测量元件的电路设计
该项目的关键测量元件是MARPOSS的TT25测头,该触头的触发电路模块E32R接线如图2所示,KA1接通與非控制着TT25测头的生效与非,E32R的3、4号端子是测头的信号输入接口,E32R的11、12接口为测头触发后的信号输出接口,该信号输出至802D SL系统的X20.11接口,系统可依据该信号来读取位置坐标。
3.2 测量装置信号处理流程
测量装置信号处理流程如图3所示:
3.3 程序运算
在进行测量之前,要对标准杆进行标定,即要找到标准杆所在圆的直径,这里通过先制作一个标准件,该标准件的内孔、外圆尺寸通过三坐标机床准确测量出来,再以该标准件为基准,标定出标准杆所在圆的直径,之后就可以通过比对标准杆来测量待测工件直径
尺寸。
3.3.1 标准杆内侧所在的圆直径R231测量程序。
3.4 测量精度的保证
3.4.1 意大利MARPOSS(马波斯)公司是世界知名的量仪厂,MARPOSS专业生产应用于机床、磨床、加工中心、车削中心、车床上的测头,MARPOSS的TT25测头可以改善生产过程、保证工件质量和精度,同时减少废品和缩短机床停机时间。
3.4.2 项目机床系统为西门子802D SL系统,机床X轴采用海德汉光栅尺形成闭环控制,可靠地保证了X轴的运行精度,进而准确地找到对应点的坐标值。
4 实验验证
利用该在线测量装置对在线加工的三种不同工件直径(Φ1600mm,Φ2012Φ2406)进行了测量,分别与三坐标机床及游标卡尺的测量结果进行了比较,数据如表1所示:
实验结果表明,该项目的在线测量方法的测量结果更接近于三坐标机床的测量结果,测量准确度比游标卡尺要高得多,此方法可以应用于大型回转支承内孔、外圆的在线测量。
5 结语
在相当长的历史时期内,测量大多是“离线”的,而不是“在线”的。随着时代的前进,这种传统的测量方式已越来越不能满足科技、生产和社会发展的需要。如果能对生产过程加以检测,即进行在线测量,则可以保证产品质量、增加产量、降低消耗、减少成本和提高效益。面临质量和效益的挑战,特别是对于发展市场经济、增强产品的竞争能力,在线测量有着非常突出的
作用。
作者简介:戴克芳(1979-),女,马鞍山方圆精密机械有限公司主任工程师,工程师,研究方向:数控系统维护和加工编程。
(责任编辑:黄银芳)
