云南某铜矿及其伴生银的选矿试验研究
2017-05-11范培强
范培强
摘要: 云南某低品位铜矿中含铜0.33%,铜主要呈原生硫化铜态存在,伴生银矿品位为3.71g/t,脉石矿物主要为蛇纹石、滑石等。由于铜及伴生银的品位较低,必须选择适当的流程和药剂,在选别铜的同时也能将银很好地富集起来。通过磨矿细度试验和捕收剂、抑制剂种类等试验的研究,最终采用丁基黄药和Z-200混合(1:1)捕收剂80g/t,2#油30g/t,石灰为300g/t,通过“铜硫混浮-粗精矿再磨浮选”的工艺,获得了铜的品位为16.48%,回收率为82.42%的铜精矿,其中银的含量58.23g/t,回收率为27.12%,选矿指标较好。
Abstract: Copper in low grade copper ore in Yunnan contains copper 0.33%, which is mainly sulfide of copper. The associated silver grade is 3.71g/t and the main gangue mineral is serpentine, talc etc. Due to the low grade of copper and associated silver, it is necessary to choose the proper process and reagent to enrich copper, meanwhile, silver can be also enriched. Through the study of grinding fineness test and collector, the type of inhibitor, it is used to the mixture of Z-200 and butyl xanthate (1:1) collector 80g/t, oil-2# 30g/t, lime 300g/t and technology of copper and sulfur mixed flotation -coarse concentrate regrinding flotation, obtained the grade and recovery of copper concentrate were 16.48% and 82.42%, the content of silver were 58.23g/t and the recovery rate was 27.12%. It is good beneficiation index.
关键词: 铜矿;伴生银;再磨;浮选
Key words: copper;associated silver;regrinding;flotation
中图分类号:P618.41 文献标识码:A 文章编号:1006-4311(2017)14-0162-04
0 引言
铜矿类型主要有斑岩型、砂页岩型、矽卡岩型、脉型等,其中以斑岩型铜矿为主,分别占世界储量的一半以上。铜作为关乎国民生计的重要金属,其用量仅次于钢铁和铝。而我国铜矿主要分布在东部地区的江西、安微、黑龙江,约占全国储量的44%,西部地区的西藏、云南、新疆和内蒙古约占52.8%。并且铜矿的品位低,品位大于1%的铜矿仅占储量的21%。随着铜需求量的不断增加和高品位铜矿的日渐枯竭,对低品位铜矿的开发利用已经成为生产铜的重要途径[1-3]。
此外,在有色金属矿物中回收其中的伴生金银矿是生产金银的一种重要方法。我国有色金属资源丰富,其中伴生金银等贵金属的储量也十分巨大,伴生金银主要赋存在铜矿、镍矿、铅锌矿中[4-5]。为了更好地利用我国储量丰富的有色资源,本文对云南某低品位伴生银的铜矿为研究对象,开展了探索提高铜品位及其伴生银的实验研究。
1 原矿性质
该低品位铜矿,矿石含铜0.33%,主要呈原生硫化铜态存在;含镍0.13%,主要呈硅酸镍态存在;矿石含铁18.31%,磁性铁占总铁的41.56%。矿石中的脉石矿物主要是蛇纹石、滑石、绿泥石;次要矿物为磁铁矿;少量矿物为白云石、方解石。
1.1 原矿多元素分析
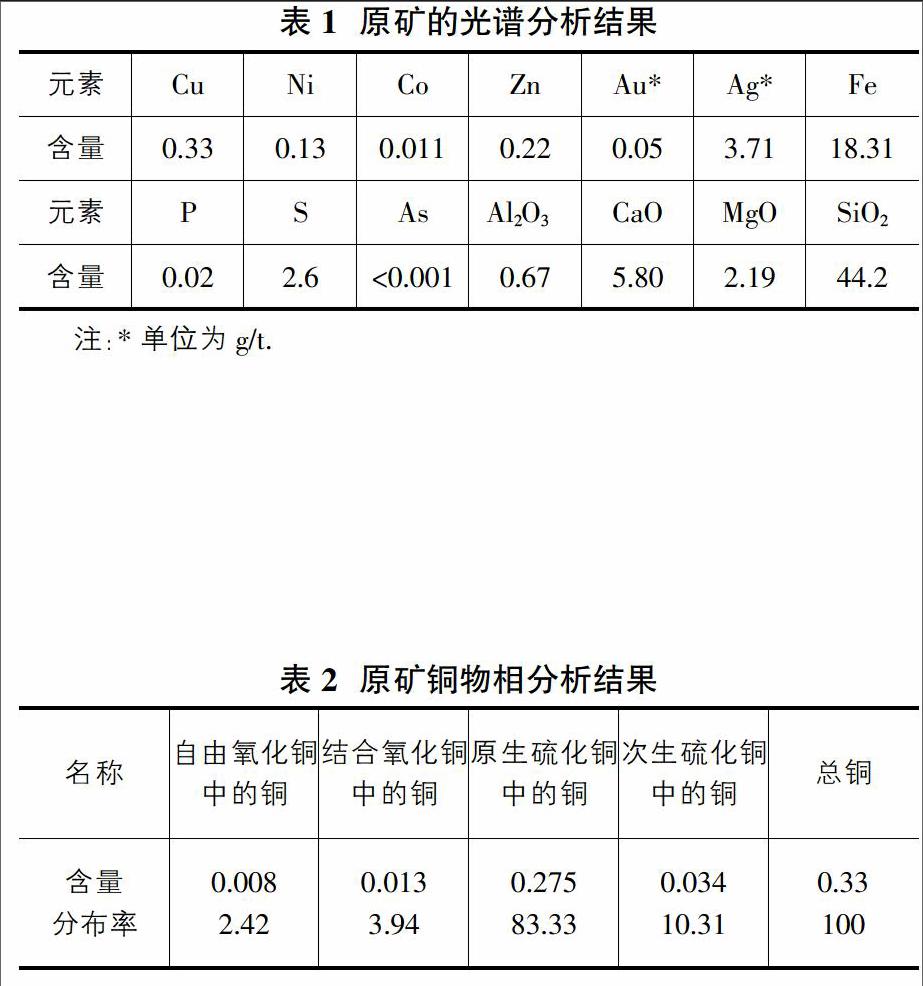
经原矿光谱分析结果可知,原矿主要元素为Cu、Ni、Si、Al、Mg、Fe、Ag,其他元素少量或微量。化学多元素分析是定量查明各种类型矿石中主要元素及其组分含量,以确定矿石的性质与特点。原矿主要化学成分分析结果见表1。
由多元素分析可知,矿石中的主要有价金属为铜、镍和铁。
1.2 原矿铜物相分析
为了查清铜矿物的赋存状态,对铜矿物进一步做了物相分析,铜物相分析结果见表2。
由表2可知,铜主要以原生硫化铜的形式存在,占83.33%,其次是次生硫化化铜,占10.31%。因此,从回收硫化铜的角度考虑,即使把全部的硫化铜都回收上来,回收率也只有83.33%,要想提高铜的回收率,就必须研究可回收多种物相的混合药剂。
2 选矿试验方案设计
根据矿石的性质,结合前期的探索性试验情况,发现常规药剂对铜有比较好的浮选效果,镍有富集,但很难达到3%,难以成为合格的镍精矿。同时发现在磨矿细度为
-200目占60%的情况下,铜粗精矿再磨-270目占90%时,铜硫进一步分离,有助于提高铜精矿的品位。综合考虑,最终采用“铜硫混浮-粗精矿再磨浮选”的工艺[6-9]。
2.1 原矿浮选探索试验
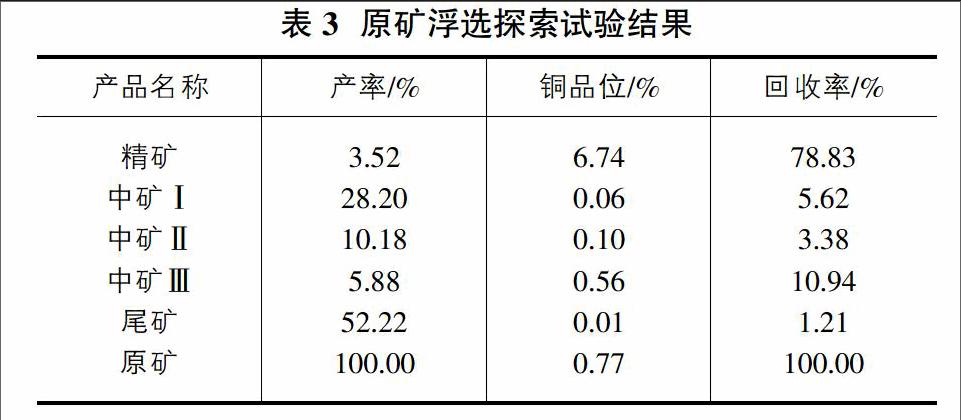
以丁基黄药为捕收剂,经过一次粗选、两次精选和一次扫选,得到探索的结果如表3所示。
由探索性试验结果可知,以丁基黄药为捕收剂,经过一次粗选、两次精选和一次扫选,可以得到品位、回收率分别为6.74%和78.83%的铜精矿。同时,尾矿中铜含量较低,占有率仅为1.21%。从探索性试验开看,目的矿物铜矿物的富集效果明显,回收率较为理想,從而说明该铜矿可选性较好,但铜精矿品位比起合格精矿还有较大差距。
2.2 磨矿细度试验
按照图1的流程,在捕收剂丁基黄药用量150g/t,2#油90g/t条件下,进行了磨矿细度试验。
捕收剂采用丁基黄药,用量为150g/t;起泡剂采用2#油,用量为90g/t;采用一次粗选流程,实验结果如图2。
由图2可知,随着磨矿细度的增加,铜精矿回收率逐渐提高,铜精矿品位则出现略微下降的趋势,说明铜矿物解离效果变好;当磨矿细度达到-200目60%时,铜精矿回收率达到最大 90.83%,铜与脉石解离较为完全;继续增加磨矿细度至-200目80%时,铜品位和回收率都有所下降,说明矿石出现了过磨现象,铜回收率降低,同时,矿石过磨后对矿浆环境造成了影响,泡沫间夹带的微细粒脉石增加,使得铜精矿的产率增加,铜品位降低。因此,综合考虑品位、回收率、药剂用量以及磨矿成本等因素,采用-200目60%的磨矿细度较为合适。
2.3 药剂选择试验
2.3.1 捕收剂种类试验
对于铜精矿品位的提高,捕收剂的选择至关重要。为了考察适合该铜矿的捕收剂,有效提高铜精矿品位和回收率,对Z-200、乙基黄药、丁基黄药、戊基黄药4种捕收剂的浮选效果进行了考察。在磨矿细度-200目占60%,捕收剂用量:为80g/t,起泡剂2#油用量30g/t,扫选减半。试验流程采用一次粗选,一次精选,一次扫选。试验流程见图3:试验原则流程。試验结果见表4。
由捕收剂种类试验可知:在磨矿细度、药剂用量及浮选时间等条件相同时,使用Z-200作捕收剂,铜精矿品位为11.83%,较其它捕收剂具有明显的优势,但其铜回收率与捕收能力较强的是丁基黄药。综合药剂价格等因素,试验采用Z-200与丁黄药进行药剂配比试验,以兼顾其各自的优点,以便得到更好的选别指标。
2.3.2 捕收剂用量试验
捕收剂用量对浮选指标起到决定性的影响,为了达到最优指标。对丁基黄药与Z-200组合捕收剂的用量进行了考察。试验中粗选捕收剂用量(丁基黄药:Z-200为1:1)分别为60g/t、80g/t和100g/t。试验流程见图4原则流程,结果见表5。
由组合捕收剂用量试验结果可知,随着组合捕收剂用量的增加,精矿的品位逐渐降低、回收率逐渐增加;当捕收剂用量为80g/t时,铜精矿的品位和回收率达到最佳水平,继续增加药剂用量,铜回收率虽然有所上升,但铜精矿品位大幅度地降低,同时,考虑尾矿中铜矿物的品位和占有率,捕收剂用量选用80g/t较为合适。
2.3.3 精选石灰用量试验
在粗选过程中有部分黄铁矿进入铜粗精矿中,在铜粗精矿精选过程中,铜精矿和黄铁矿能否有效分离是决定铜精矿品位的核心因素之一,而石灰是常见的黄铁矿抑制剂,石灰用量是黄铁矿被抑制效果的决定性因素。因此对石灰的用量进行了考察。在精选中石灰药剂用量分别为200g/t、300g/t和400g/t。试验流程见图4原则流程,结果见表6。
由石灰用量试验结果可知,随着石灰用量的增加,精矿的品位逐渐增加,说明精选时石灰抑制了黄铁矿的上浮;当石灰用量为300g/t时,铜精矿的品位和回收率达到最佳水平,继续增加药剂用量,铜品位虽然有所上升,但铜精矿回收率大幅度地降低,综合考虑品位和回收率,石灰用量选用300g/t。
2.4 粗精矿再磨试验对比
在药剂制度确定后,根据试验的结果决定采用一次粗选,三次精选和一次扫选的开路作业流程,但精矿的指标并不太好.根据矿石的性质,在粗选后采用再磨流程,磨矿细度为-270目90%,使粗精矿充分单体解离,浮选流程如图5,实验结果如表7。
从表7可以看出,粗精矿直接浮选铜精矿品位与再磨在精矿品位相差10.36%。分析精矿中硫及铁含量,结果表明精矿中混入大量黄铁矿,光学显微镜观察铜精矿,显示了硫化铜和硫化铁单体解离不完全,使精矿品位很难得到提高。因此采用粗精矿再磨流程可以使铜硫进一步单体解离,有助于提高铜精矿品位。
在实际的工业生产中,粗精矿再磨之后,铜精矿品位随粗精矿磨矿细度增加而增加,但过细的话又会容易造成矿浆泥化现象,综合考虑最终选择粗精矿细度为-270目90%。
2.5 浮选闭路试验
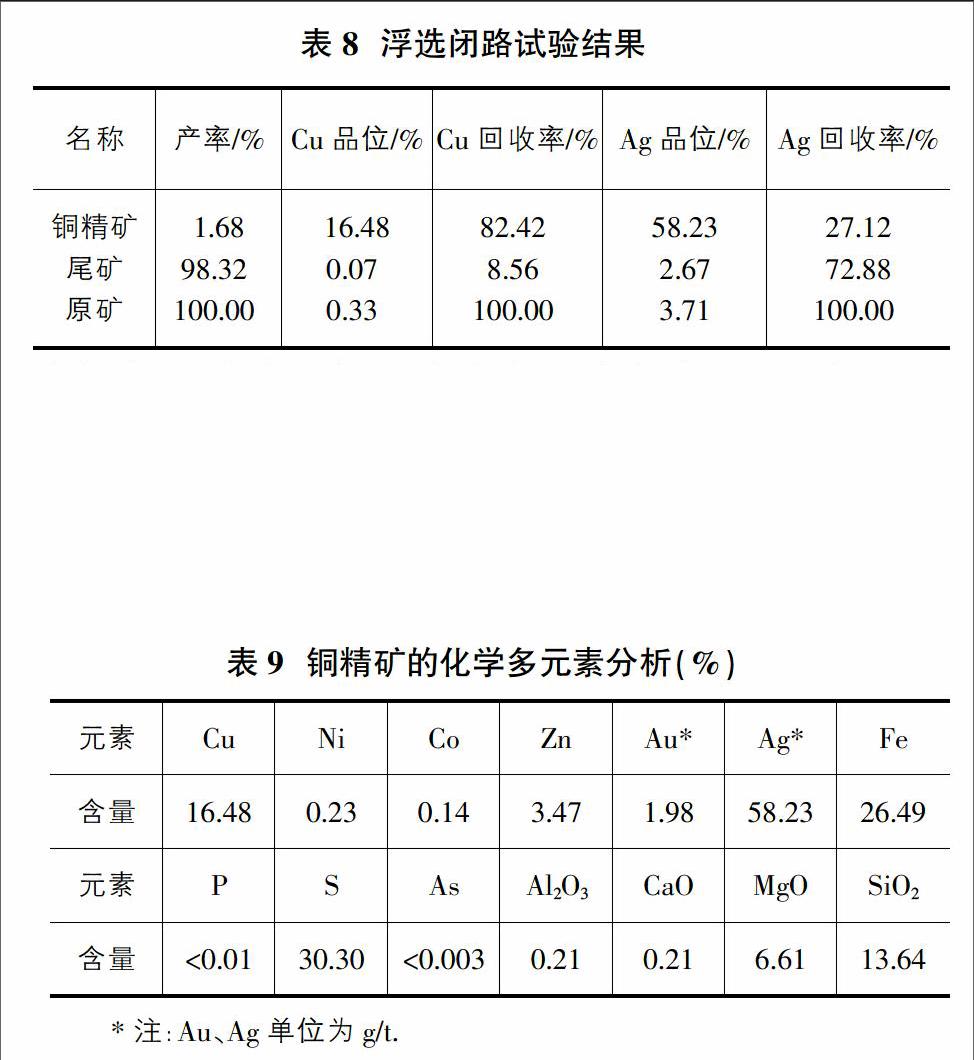
由全开路试验知,采用一次粗选、三次精选、一次扫选的工艺流程,精矿的回收率有35.78%,全开路总回收率达89.64%,同时,增加精选次数有利于铜品位的提高,因此采用三次精选流程。在开路试验取得的良好浮选指标的基础上,进行了浮选闭路试验,试验流程见图6,结果见表8。
由浮选闭路试验结果可知,铜精矿的品位达到了16.48%,回收率为82.42%;银的品位达到了58.23g/t,回收率为27.12%,说明采用Z-200与丁黄药的组合药剂及一次粗选、粗精矿再磨、三次精选、一次扫选的工艺流程,可以获得指标较好的铜精矿。
对铜精矿化学多元素分析可知,主要元素铜、银的含量分别为16.48%和58.23g/t,主要有害杂质砷、锌、镁、硅等的含量均较低,说明铜精矿质量比较高。(见表9)
3 结论
①针对该矿,采用Z-200与丁黄药进行药剂组合,可以兼顾其各自的优点,能够得到更好的选别指标。在铜粗精矿精选中石灰的用量对铜精矿的品位影响较大,当石灰用量为300g/t时,铜精矿的品位和回收率达到最佳水平。采用一次粗选、粗精矿再磨、三次精选、一次扫选的工艺流程,可得到铜品位16.48%和回收率82.42%,含银58.23g/t,占全部银的27.12%的铜精矿。
②对原矿进行选别后尾矿中仍含有铁、镍等有用元素,尾矿中铁主要以磁铁矿态存在,占41.56%,其次是赤褐铁矿形式存在,占40.20%,磁铁矿部分可以通过磁选方法加以回收。另外尾矿中镍主要以硅酸镍态形存在,占44.62%,其次是硫化镍态,占39.23%,因此镍的浮选指标并不好,要想利用好尾矿中的镍,应研究开发能够较好浮选硅酸镍及硫化镍的药剂。
参考文献:
[1]陈家模.多金属硫化矿浮选分离[M].贵阳:贵州科技出版社,2001.
[2]胡为柏.浮选[M].北京:冶金工业出版社,1989.
[3]周平,唐金荣,施俊法,杨宗喜,金玺.铜资源现状与发展态势分析[J].岩石矿物学杂志,2012(05):750-756.
[4]宛鹤.复杂多金属矿石共(伴)生金银综合利用的试验研究[D].西安建筑科技大学,2009.
[5]曾清华.我国伴生金银选矿技术的新进展[J].矿产保护与利用,1994(06):22-25,51.
[6]叶峰宏,刘全军,邓荣东,等.云南香格里拉高硫铜矿选矿试验研究[J].矿冶,2012(9):24-27,43.
[7]涂玉国,汤优优,雷霆,等.某高铁铜矿选矿试验研究[J].矿冶,2011(9):42-46.
[8]杨少燕,冯其明,张国范,等.某复杂铜硫铁矿石的选矿工艺研究[J].矿产保护与利用,2010(2):28-32.
[9]焦科诚.云南羊拉某低品位细粒级难选铜矿选矿试验研究[J].有色矿冶,2013(2):23-26.
