合同能源管理(EPC)在宁夏石化公司4116工段尾气回收中的应用
2017-05-09吴志炯董秀成
吴志炯,董秀成
(1.中国石油大学(北京)工商管理学院,北京 102249;2.中国石油宁夏石化公司,宁夏银川 750006)
合同能源管理(EPC)在宁夏石化公司4116工段尾气回收中的应用
吴志炯1,2,董秀成1
(1.中国石油大学(北京)工商管理学院,北京 102249;2.中国石油宁夏石化公司,宁夏银川 750006)
通过合同能源管理(EPC)模式,宁夏石化公司与北京一家节能公司进行合作,实施了化肥一厂合成氨装置液氮洗(4116)工段尾气回收再利用项目,达到了降耗、减排的目的。本文对合同能源管理(EPC)背景、液氮洗(4116)尾气回收改造和尾气回收利用效果进行研究。结果表明:以合同能源管理(EPC)模式,对宁夏石化公司合成氨装置液氮洗(4116)尾气进行回收再利用,既可以降低合成氨原料气消耗,减少二氧化碳、氮气的排放,又能得到很好的经济效益。
合同能源管理;液氮洗;尾气;回收;减排;天然气
宁夏石化公司化肥一厂合成氨装置,1988年建成投产,设计能力为日产合成氨1 000 t,年产合成氨30× 104t[1]。原设计为以渣油为原料美国德士古部分氧化法气化专利,后因原料供给问题,改造为以天然气为原料的部分氧化法造气。化肥一厂液氮洗(4116)工段尾气,在实施合同能源改造回收前,通常是通过减压阀减压,再氢气分离罐(4116-V61)进行氢气分离,最后通过回收冷量后,经液氮洗板式换热器回收冷量,尾气本身温度升到常温后,送到锅炉燃烧系统。为了减少尾气中有效气体为CO、CH4、H2直接燃烧造成不必要的浪费,同时达到减排的目的,公司在2010年3月25日与北京水木能环科技有限公司通过合同能源管理(EPC)模式,签订节能合同,对化肥一厂合成氨装置液氮洗(4116)尾气进行回收再利用。本文对宁夏石化公司化肥一厂4116尾气回收再利用合同能源管理(EPC)项目应用研究,希望为石油化工行业减排提供借鉴参考。
1 合同能源管理(EPC)背景
20世纪70年代中期的能源危机,美国、欧洲等发达国家寻求能源保障,大力开展节能工作,探索出合同能源管理(EPC)这一基于市场的节能机制,通过节能公司为用能单位提供节能服务,保证用能单位节能量,提高用能单位能源效率。合同能源管理(EPC)作为一种先进的能源管理模式,在国外发展已近40年的历史,但发展迅速,特别是在美国、加拿大、欧洲和日本等国家或地区,合同能源管理(EPC)已发展成为一种新兴的节能产业[2]。1997年,国家发改委同世界银行等开发和实施了“世界银行/全球环境基金中国节能促进项目”,在北京、辽宁和山东成立了示范性能源管理公司,正式将合同能源管理模式引入中国[3]。
伴随世界能源消耗增加的同时,全球二氧化碳排放持续增加,《BP世界能源统计年鉴》[4~9]指出,2010-2015年二氧化碳排放增速放缓,但依然逐年增加。国家节能减排“十二五”规划[10]中指出,扎实推进《国务院办公厅转发发展改革委等部门关于加快推行合同能源管理促进节能服务产业发展意见的通知》(国办发〔2010〕25号)的贯彻落实,支持重点用能单位采用合同能源管理方式实施节能改造。
中国石油、中国石化、中海油和中化等几大石化企业对节能非常重视,与钢铁、水泥和有色金属冶炼等高耗能行业相比,石化行业实施合同能源管理方面的成功案例较少[11]。但在石油化工行业,宁夏石化公司是合同能源管理(EPC)应用的积极探索者,自2009年4月以来,宁夏石化公司先后实施了5个合同能源管理(EPC)项目,宁夏石化公司化肥一厂4116尾气回收再利用合同能源管理(EPC)项目,是中国首笔通过排放权交易市场达成的合同能源管理项目[12]。
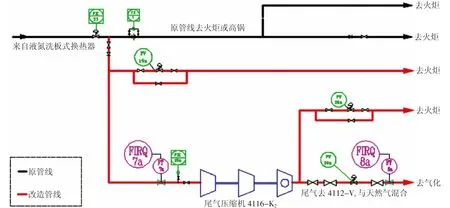
图1 液氮洗(4116)尾气回收工艺流程示意图
2 改造前液氮洗(4116)工段尾气利用状况
2.1 改造前液氮洗(4116)工段尾气流程
宁夏石化公司化肥一厂合成氨装置建成于1988年,设计能力为日产合成氨1 000 t,年产合成氨30× 104t。装置包括空气分离(4111)、气化(4112)、碳黑水回收(4113)、一氧化碳变换(4114)、酸性气体脱除(4115)、液氮洗(4116)、氨合成(4117)、氨冷冻及储存(4118)等八个主要工段。目前天然气部分氧化法造气是采用美国德士古的专利,空气分离、低温甲醇洗及液氮洗均采用德国林德公司专利,氨合成塔采用托普索专利[1]。
液氮洗(4116)工段洗涤塔4116-C1塔底部排出的CO馏分,温度-192.4℃,压力7.45 MPaG,流量为7 412(标)m3/h,通过LICA-2控制减压到2.1 MPaG,进入4116-V61(氢气分离罐)进行氢气分离,从4116-V61罐底出来的CO馏分通过TIC-19阀再减压到0.25 MPaG,节流后产生的冷量在4116-E3-C、4116-E3-A.B和4116-E4-A.B换热器中加以回收,尾气本身升到常温后送入锅炉燃料系统(改造前尾气去向见图1黑线部分)。
2.2 液氮洗(4116)尾气应用情况
正常设计合成氨100%负荷生产,液氮洗(4116)尾气经液氮洗板式换热器回收冷量后,流量为7 412m3/h,尾气中主要有一氧化碳、甲烷、氢气、氮气和氩气(取样分析尾气体积含量见表1),其中有效气体为CO、CH4、H2。正常情况下,尾气全部或部分送往锅炉系统助燃,或直接送到火炬燃烧。对于合成氨装置来讲,有效气体中的CH4、H2可作为合成氨的原料气;CO、CH4燃烧会增加CO2的排放;另外,非燃烧气N2也可作为合成氨的原料。所以,未经回收利用的液氮洗(4116)尾气送锅炉或火炬系统燃烧,不仅造成合成氨原料气体浪费,且对环境造成一定污染。
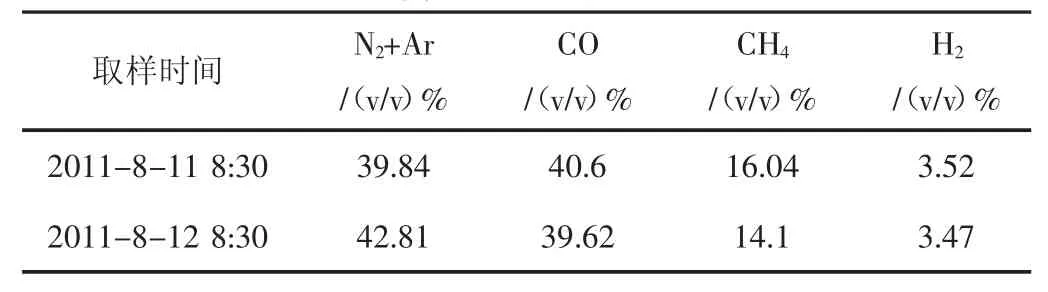
表1 液氮洗(4116)尾气组成表
3 液氮洗(4116)尾气回收再利用改造
3.1 合同能源管理(EPC)项目合同签订与实施
为了减少化肥一厂合成氨装置液氮洗(4116)工段尾气直接燃烧造成有效气体的浪费,降低对环境造成的污染。宁夏石化公司与北京水木能环科技有限公司多次交流,在确保对方技术可靠、方案可行、节能量可计量、项目不会对生产构成威胁的前提下,于2010年3月25日,通过合同能源管理(EPC)方式,与北京水木能环科技有限公司(乙方)、天津排放权交易所有限公司(丙方)共同签订了《化肥工艺尾气增压回收再利用技术服务合同》,项目由乙方总投资2 300万元,由丙方对甲乙双方进行合同的签订协调等事宜[7]。项目包括一台进口压缩机、相关的管线、仪表等。
该项目于2010年10月具备施工条件开始施工,2011年5月18日具备初步试车条件,并开始进行调试工作。2011年7月29日启动运行加负荷至100%运行,期间安排连续运行一个多月,各项参数符合设计标准,后期出现了压缩机振动、系统超压(刚投用,随尾气带入惰气多,造成系统压力波动)等一些影响项目正常运行的问题。2011年10月停运进行整改,2012年5月相关问题整改后,项目投入正常运行。
3.2 改造后液氮洗(4116)尾气回收利用流程
来自化肥一厂合成氨液氮洗(4116)板式换热器(4116-E4)热端送出的压力0.3 MPa,温度30℃的尾气,进入尾气压缩机(4116-K2)一段缸,先后进行三段压缩冷却。三段出口冷却器的压力为3.8 MPa,温度42℃的压缩气体,进入4116-K2尾气缓冲罐,由缓冲罐出口压力调节阀4116-PICA20a控制缓冲罐压力在3.5 MPa~3.8 MPa,由该调节阀将尾气送入气化工段(4112)天然气总管,进入天然气压缩机(4112-K1/K2)入口,经天然气压缩机加压后,作为气化炉原料气(改造后流程见图1红线部分)。
3.3 改造后液氮洗(4116)尾气回收利用情况
根据宁夏石化公司生产实际,按照双方约定,改造后正常情况液氮洗(4116)尾气回收利用量为5 000 m3/h。回收尾气中的CH4、CO、H2进入合成氨气化工段进行非催化部分氧化反应,最终成为合成氨原料气;回收尾气中未参与非催化部分氧化反应的惰性气体N2亦可作为合成氨原料气。液氮洗(4116)尾气回收再利用系统异常或多余未回收利用尾气,可通过改造前后管线调整进入锅炉或火炬系统燃烧。
4 液氮洗(4116)尾气回收再利用效果
从2011年9月投运初期的数据来看,合成氨装置98%生产负荷条件下,液氮洗(4116)尾气回收并入系统5 200 m3/h,吨合成氨天然气消耗合计降低36.11 m3/t.NH3,同等负荷投入尾气前后天然气消耗对比(见表2)。
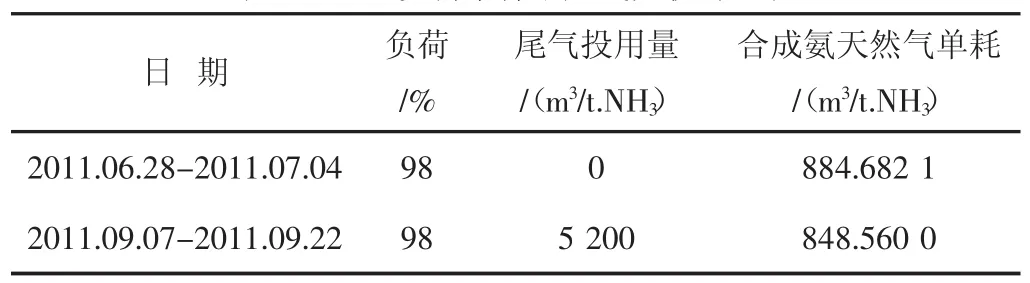
表2 98%负荷条件下尾气回收对比表
2015年1月,尾气压缩机4116-K2停机维保,通过同等装置负荷条件下尾气投用前后对比,95%负荷条件下并入系统尾气4 500 m3/h,吨合成氨天然气消耗合计降低28.78 m3/t.NH3,同等负荷投入尾气前后天然气消耗对比(见表3)。
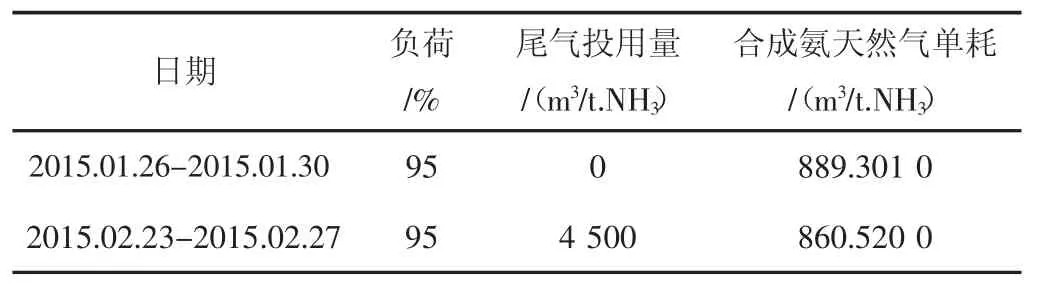
表3 95%负荷条件下尾气回收对比表
通过分析,化肥一厂合成氨装置负荷在保持氧气流量恒定条件下,液氮洗(4116)尾气经过尾气压缩机(4116-K2)增压,进入合成氨气化炉参与非催化部分氧化反应,由于尾气中的CH4、CO氧化生成部分H2和CO2,进而体现出单耗下降、CO2产量增加。经过核算,通过合同能源管理(EPC)模式约定,正常情况下,向化肥一厂合成氨装置并入流量5 000 m3/h,天然气单耗下降约为35 m3/t.NH3,回收N2近2 000 m3/h(N2、H2为合成氨原料气),减少二氧化碳排放600 m3/h左右(CO2为合成尿素原料气)。
通过合同能源管理(EPC)模式实现液氮洗(4116)尾气回收再利用。一方面,可以降低吨合成氨天然气单耗,减少了尾气直接燃烧形成CO2排放和回收惰性气体N2排放造成原料气浪费。另一方面,按照98%负荷计算每日可节省原料天然气940 t×35 m3=32 900 m3,节省天然气费用为32 900立方米/天×1.55元/立方米= 5.099 5万元/天,每月可节约天然气费用达150万元以上,具有可观的经济效益。截至2016年9月1日,经合作双方共同确认,累计回收尾气为71 054 510 m3。
5 结语
宁夏石化公司与节能服务公司合作,并由节能服务公司投资,以合同能源管理(EPC)模式,对宁夏石化公司化肥一厂合成氨装置液氮洗(4116)尾气,进行回收再利用,减少了尾气直接燃烧形成CO2排放,回收惰性气体N2排放造成合成氨原料气浪费,并取得了可观的经济效益。国家积极倡导节能减排,中国石油投资压力日益加大的情况下,宁夏石化公司以合同能源管理(EPC)模式,实施了化肥一厂合成氨装置液氮洗(4116)尾气回收再利用项目,该项目的创新实践,为石油化工企业节能减排提供了很好的借鉴。
[1]宁夏石化公司.化肥一厂合成氨装置操作规程[G].2016-01.
[2]高青松,彭丹.合同能源管理研究进展及评述[J].环境保护与循环经济,2015,(1):4-10.
[3]王树茂.合同能源管理在我国的发展及存在的问题[J].中国能源,2008,30(2):21-23.
[4]BP世界能源统计年鉴(2010)[EB/OL].http://wenku.baidu. com/view/c14e9574581b6bd97e19ea27.html,2011-06.
[5]BP世界能源统计年鉴(2011)[EB/OL].http://wenku.baidu. com/view/23808e2abcd126fff7050b12.html,2012-06.
[6]BP世界能源统计年鉴(2012)[EB/OL].http://wenku.baidu. com/view/8795226cf46527d3240ce096.html,2013-06.
[7]BP世界能源统计年鉴(2013)[EB/OL].http://wenku.baidu. com/view/fe61103df7ec4afe05a1df12.html,2014-06.
[8]BP世界能源统计年鉴(2014)[EB/OL].http://wenku.baidu. com/view/b3027799fc4ffe473368abf5.html,2015-06.
[9]BP世界能源统计年鉴(2015)[EB/OL].http://wenku.baidu. com/view/a5c5bcea844769eae009edf8.html,2016-06.
[10]中共中央关于制定国民经济和社会发展第十二个五年规划的建议[EB/OL].http://www.china.com.cn/policy/txt/ 2010-10/28/content_21216295_5.htm.
[11]董志勇,邢定峰,王明勇.石油化工行业合同能源管理模式研究[J].能源与节能,2013,89(2):10-20.
[12]陈庆滨.首笔基于交易所平台能源管理项目[N/OL].http:// news.sina.com.cn/o/2010-01-12/134119451869.shtml.
长庆六大“气虎”气势非凡
截至4月4日,长庆油田今年年初至今生产天然气突破百亿立方米,达到102.813 7亿立方米,占中国石油同期生产天然气总量的35.88%。
作为目前我国最大的天然气生产基地,长庆油田已成功开采靖边、榆林、苏里格、子洲、米脂、神木六大气田。目前承担着向北京、天津、西安、银川、呼和浩特等40多个大中城市供气任务,惠及民众5亿多人。
去年四季度以来,长庆油田在全面落实气田冬防保温、隐患排查、保供方案编制等生产保障措施的同时,针对老气田集输及生产环节出现的问题,提前安排15座净化(处理)厂、300座集气站检修、管道清管和冬防保温工作,为新年安全平稳生产奠定基础。
(摘自中国石油新闻中心2017-04-11)
Energy performance contracting applied in the tail gas recycling of 4116 unit of Ningxia petrochemical company
WU Zhijiong1,2,Dong Xiucheng1
(1.College of Business Administration,China University of Petroleum,Beijing 102249,China;2.PetroChina Ningxia Petrochemical Company,Yinchuan Ningxia 750006,China)
Through energy performance contracting mode,Ningxia petrochemical company cooperated with an energy service company in Beijing,implemented tail gas recycling project of the liquid nitrogen washing(4116)unit of the synthetic ammonia plant in Ningxia petrochemical company,to save raw gas and reduce emissions.In this paper,the background of energy performance contracting(EPC),the transformation and effect of tail gas recycling were studied.The results showed the tail gas of the liquid nitrogen washing(4116)unit of the synthetic ammonia plant in Ningxia petrochemical company was recycled by energy performance contracting model,which can save the raw gas of synthetic ammonia,reduce carbon dioxide and nitrogen emissions,and can obtain good economic benefit.
energy performance contracting;liquid nitrogen washing;tail gas;recycling;emission reduction;nature gas
TE992.1
A
1673-5285(2017)04-0141-04
10.3969/j.issn.1673-5285.2017.04.035
2017-03-03
吴志炯(1969-),中国石油大学(北京)工商管理学院博士研究生,研究方向为战略与管理创新,中国石油宁夏石化公司高级工程师,企管法规处负责人,邮箱:zhjwu@petrochina.com.cn。