冷轧板卷取印痕缺陷浅析
2017-04-27孟祥涛
孟祥涛
(湖北省鄂州市武汉钢铁集团鄂城钢铁有限公司强盛薄板公司, 湖北 鄂州 436002)
经验交流
冷轧板卷取印痕缺陷浅析
孟祥涛
(湖北省鄂州市武汉钢铁集团鄂城钢铁有限公司强盛薄板公司, 湖北 鄂州 436002)
通过分析冷轧板料卷取印痕产生的原因,经过统计摸索、优化工艺参数后,找到了解决此缺陷的方法,并取得了良好的效果,解决了问题。
防盗门 印痕 冷轧板卷
湖北省鄂州市武汉钢铁集团鄂城钢铁有限公司冷轧薄板厂冷轧板生产中,由于前期工艺技术不成熟,不能完全掌握冷轧板质量的要求,产品存在一些边浪、印痕等质量问题,曾经一度由于卷取印痕的反复出现而困扰,后来经过不断地摸索,现在生产的冷轧板已经能满足客户的要求,而且反映良好。
1 冷轧薄板的生产工艺流程(见图1)
2 卷取印痕缺陷的生产情况及特征
1)卷取印痕也称压头印。主要由于带钢在卷取过程中发生变形,产生的一种卷取印痕,一般随着厚度的增加,印痕的严重程度也在增大。主要出现在钢卷的内圈,呈周期性出现,大致为垂直于轧制方向的条状折痕,严重时贯穿整个板宽,形状可能规则也可能不规则,有的目测明显可见但无手感,有的用手触摸有明显的凹凸感。从用户的投诉情况来看,用户平时开到1/2钢卷卷径处,开始出现一种明显印痕,间距从卷中约2 400 mm开始,越往卷心方向间距越短,约600 mm,由于此种缺陷是在卷取收集过程中由内至外产生,所以在现场检查时不易发现。用户在门面板压花后仍然无法消除,此印痕对防盗门板料就是致命的缺陷,如图2所示。
2)从图2可以看出,在制成门面板压花后印痕还是比较明显,特别是门面板后期还要进行烘烤、喷漆等工艺处理,都无法遮盖、消除,给防盗门生产厂家带来很多不便,用户反映强烈。
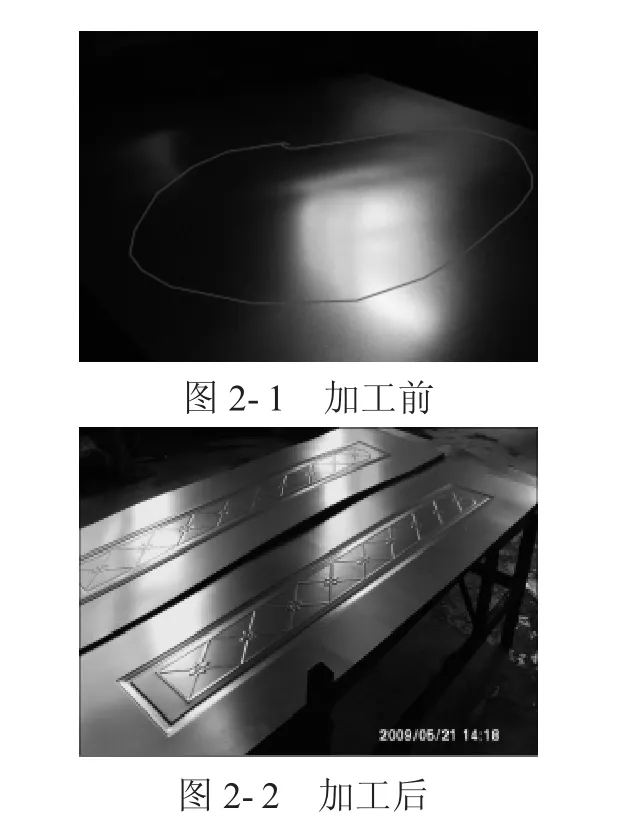
图2 印痕对防盗门板料
3 卷取印痕产生的原因
根据卷取印痕分布的部位(钢卷的头尾)及特征,经过研究分析产生的原因主要有如下几点:
3.1 平整机组卷取印痕
平整机组是布置在上工序罩式退火炉之后,在退火工序中由于再结晶,产生了应变时效,即出现了较长的屈服平台,这种退火后的带钢几乎完全成为软质状态,不适用于加工;而且只要稍稍给予轻度冲压加工,带钢表面就会产生拉伸应变和不规则的滑移线。因此必须要对退火后的冷轧带钢进行轻度的轧制处理,以消除屈服平台、提高抗拉强度,使其具有良好的机械物理性能和表面质量。
平整实质也是一种小压下率(0.5%~4.0%)的二次冷轧变形。冷轧带钢经过再结晶退火,消除了加工硬化组织,但却使力学性能和加工性能变坏,这时带钢的应力应变曲线具有明显的上屈服极限,并且在下屈服极限出现屈服平台,而平整能使上屈服极限提高,屈服平台消失。但是随着平整延伸率的增加,带钢又会发生加工硬化,使屈服极限升高。有屈服平台的带钢在冲压时会出现滑移线,弯曲成圆时有横向折棱倾向。调整后见表1。
带钢在退火过程中存在屈服平台和平整时没有完全消除该屈服平台,在卷取过程中,钢卷发生变形,卷芯部位易形成印痕,尤其是厚规格特别明显;由于每个班生产的规格比较多,没有根据规格及时合理地调整卷取张力;卷取机卷筒扇形板涨径外圆不圆、涨缩力过大,形成明显的卷取印痕。
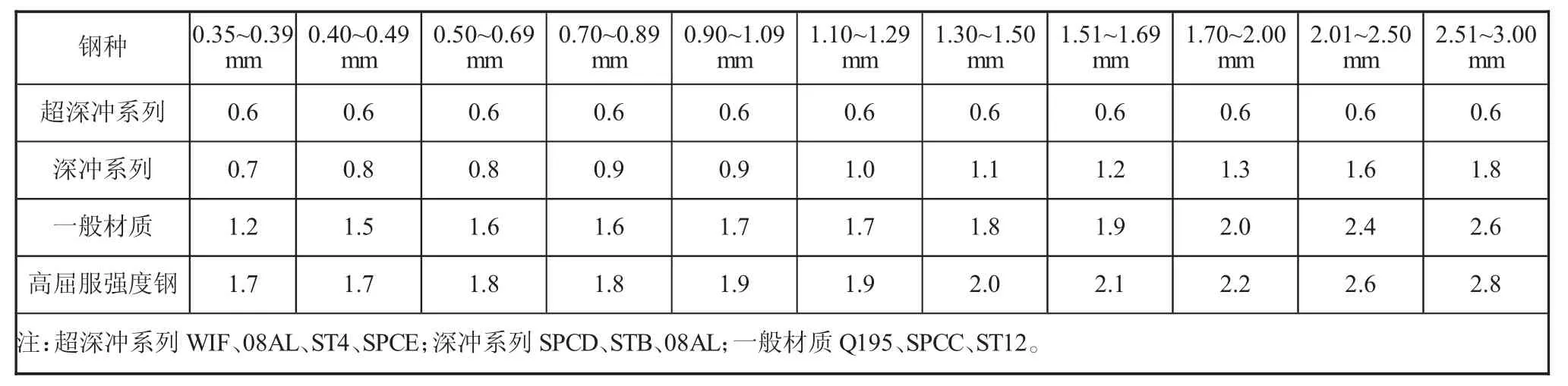
表1 不同钢板厚度下的湿平整延伸率 %
3.2 重卷机组卷取印痕
由于平整机组卷取印痕基本都在钢卷的头、尾,可以在重卷机组切除,但同时也降低了成材率。并且重卷卷机组也存在卷取卷取过程中,钢卷,尤其是厚规格钢卷也会发生变形,形成二次印痕。
4 采取措施
4.1 调整工艺参数
从调整平整机组延伸率入手,前期要求厚度1.5~2.0 mm规格延伸率在原来基础上增加0.2%,在重卷分卷卷取印痕没有明显好转。
根据调试情况,调整中要求厚度1.2~1.49 mm规格在原基础上增加0.2%;1.5 mm以上增加0.4%。
同时,进行卷取张力调整,将原卷取张力30 N/mm2调整为20 N/mm2,在卷取时,因张力变小钢卷卷不紧,出现塔形;后调整至25 N/mm2,钢卷可卷紧,但板型不好控制,后恢复到原卷取张力。
4.2 调整操作方法
平整生产前,对钢卷带头进行切头,在平整卷取时前6圈有明显切头印,在重卷分卷时卷取印痕有所改善。
4.3 增加卷取机套筒
通过与兄弟厂家交流,在平整机组卷取机安装皮套筒,调试后,钢卷卷取印痕没有明显改善。
通过与皮套筒厂家联系,对皮套筒进行整改,在皮套筒外表面开2 mm的凹槽,以减轻卷取时带头与皮套筒的应力,但效果不明显。
针对以上调试结果,将皮套筒表面凹槽宽度扩大到25 mm,深度2 mm,在调试过程中,因凹槽宽度过小,带头难以对准凹槽;又将凹槽宽度扩大到95 mm,深度2 mm呈弧度,经过调试带头可对准凹槽,生产后,钢卷卷取印痕有所减轻。
5 产生的效果
今年冷轧板料的表面质量及卷取印痕得到了很大改善,没有收到一起防盗门板卷取印痕的质量异议,但卷取印痕缺陷没有得到根本解决。
6 存在问题及打算
根据以上攻关情况,卷取印痕攻关主要存在以下问题:
1)通过与兄弟厂家交流,厚规格钢卷卷取印痕缺陷很难根本消除,只能通过技术质量攻关降低到质量要求范围内。
2)皮套筒价格较高,且对卷取印痕缺陷改善程度需要进一步攻关整改。
攻关组制订以下攻关措施:
1)由于工艺参数调整后,卷取印痕缺陷无明显改善,攻关组决定将工艺参数恢复到攻关前水平。
2)继续进行皮套筒调试,将皮套筒凹槽深度加深1~2 mm。
3)平整卷取时,前三圈进行无张力卷取调试。
4)重卷机组2号线增设拉轿机,把厚规格生产任务安排在2号线生产,调试拉轿机对卷取印痕的修复功能。
(编辑:苗运平)
The Effect of Imprinting Defect on Cold Rolled Strip Caused by Reeling
Meng Xiangtao
(Strong Steel Strip Co.,Ltd.,Wuhan Iron and Steel Group Echeng Iron&Steel Co.,Ltd., Ezhou Hubei 436002)
This paper analyzes the causes of imprinting defect on cold rolled strip when reeling.Through statistical analysis and optimization of process parameters,the defect is eliminated.After the implementation,good results have been achieved,and the problem is solved.
security door,imprinting defect,cold rolled strip
TG333.7+2
A
1672-1152(2017)01-0098-02
10.16525/j.cnki.cn14-1167/tf.2017.01.39
2016-12-16
孟祥涛(1983—),男,河南濮阳人,工程师,现在湖北省鄂州市武汉钢铁集团鄂城钢铁有限公司强盛薄板公司从事轧钢专业工作。