钢化玻璃碎片快速检测装置的设计及试验
2017-04-11邴智刚浙江省产品质量安全检测研究院浙江杭州310018
邴智刚(浙江省产品质量安全检测研究院,浙江杭州 310018)
吴淳杰陈锋李威霖董晨晨(浙江方圆检测集团股份有限公司,浙江杭州 310018)
钢化玻璃碎片快速检测装置的设计及试验
邴智刚(浙江省产品质量安全检测研究院,浙江杭州 310018)
吴淳杰陈锋李威霖董晨晨(浙江方圆检测集团股份有限公司,浙江杭州 310018)
钢化玻璃碎片快速检测装置,是依据中华人民共和国国家标准GB 15763.2-2005《建筑用安全玻璃第2部分:钢化玻璃》第5.6条中的规定,实现对钢化玻璃碎片状态的智能化检测设计制造的。该检测装置由图像检测系统和机械控制系统两部分组成,其中图像检测系统由工业相机CCD与图像处理软件组成,实现了准确稳定的碎片数量计算;机械控制系统由PLC与触模屏组成,实现了高性能的有效控制。试验结果表明,该装置操作方便,运行稳定、可靠,测试数据准确。
钢化玻璃;碎片检测;图像处理;机械控制
钢化玻璃是一种经热处理工艺之后的玻璃,其特点是在玻璃表面形成压应力层,机械强度和耐热冲击强度得到很好的提高,并具有特殊的碎片状态。钢化玻璃正因为其优良性能正越来越多地应用在建筑工程、交通工具、生活起居、生产科研等不同的领域。钢化玻璃属于安全玻璃,其安全性十分重要,因此检验玻璃的性能就显得越来越重要。
钢化玻璃的安全性最主要还是表现在降低了对人体的伤害.因为钢化玻璃在遇超强冲击破坏时,碎片呈分散细小颗粒状,无尖锐棱角。这种特性产生的核心是应力是否分布均匀,是衡量玻璃安全性的参考特性。钢化玻璃整体应力分布均匀性需用碎片试验以获知结果。
碎片状态试验是力学性能检验的一项内容,试验目的是为了评价安全玻璃破碎时碎片引起伤害的可能性。依据中华人民共和国国家标准GB 15763.2-2005《建筑用安全玻璃第2部分:钢化玻璃》[1]第5.6条中的规定,在碎片状态试验中,欲检验破碎后符合要求的50mm×50mm正方形内碎片的数量和形状,其中碎片的数量介于40~200块之间,每块碎片的面积大约介于0.0625~0.625cm2之间,目前这些检验数据的观察和读取全部由人工完成。人眼观察如此小的玻璃碎片,时间一长很容易疲劳,且容易受性格、情绪、视力等多方面因素的影响,因此人工检验过程不仅消耗时间多,还容易产生错误,影响检验结果的准确性。此外,检测人员在击碎玻璃时容易引起玻璃飞溅,造成身体损伤。
本文设计切实可行的玻璃碎片快速检测系统装置,将计算机图像处理技术应用于安全玻璃的质量检验中,通过自动检测和图像采集设备,得到试验后的安全玻璃碎片数量,能够提高检验效率和准确性,确保检验安全性,切实提高检验的自动化程度。
1 检测装置工作原理与功能实现
1.1 工作原理
本文设计的玻璃碎片快速检测装置分为两个部分,一个是基于PLC和触摸屏的机械控制平台,另一个是基于CG的玻璃碎片图像处理系统,系统控制流程框图如图1所示。其工作原理:测试玻璃固定在可变固定结构支架上,电磁阀控制气缸带动冲击锤按国家标准要求敲击玻璃,使其破碎,实现多厚度,多尺寸,多形状玻璃的敲击测试;与此同时,在冲击后10s后且3min内使用工业CCD相机,在蓝光背景下采集碎片图像得到原始碎片彩色照片,工业CCD相机支撑架可实现三轴联动,实现全区域随机选取50mm×50mm检测图像。原始图像选取后进行基于CG的玻璃碎片图像处理系统的计算,获得最后的测量目标数据。此外,为方便收集玻璃碎片,尽快进行下一轮试验,还特别将玻璃支撑平台设计成可旋转式并增加了废玻璃收集推车,只需按动旋转按钮,即可自动完成废玻璃收集。装置的机械控制平台采用在人机互动界面,可实时查看和参数设置;玻璃图像处理平台采用工控机进行数据处理,装置实物如图2所示。
1.2 功能的实现
依据标准要求、结合玻璃碎片试验实际检测过程,通过机械结构优化设计和图像处理技术的应用,该玻璃碎片快速处理装置主要实现了以下5大功能:
(1)提出一种适合获取清晰玻璃碎片复杂网状的图像采集方案,利用蓝色底部背光源,能有效避免玻璃透光与反射等特性引起的图像干扰,获得缝隙线明确的图像;
(2)建立一套工业相机(CCD)实时采集系统,该系统具有采集速率高、实时性能好,操作简单、使用方便,工作稳定、可靠,可扩展性强等优点;
(3)提出一种适用于玻璃碎片复杂网状图像的基于边缘检测的图像分割方法,有机地结合边缘检测、区域生长和图像分割算法;
(4)提出一种基于灰度重建和分水岭变换算法的精细玻璃碎片复杂网状图像分割方法,能精确刻画出碎片缝隙线,并有机结合图像映射,与原始图像对比分析碎片识别结果;
(5)搭建一套由玻璃碎片操作平台、移动装置、图像采集系统、计算机处理系统等组成的玻璃碎片快速综合检测装置,并具有测量数据显示、自动保存、自动出报告等功能,方便读取调用,可接打印机。

图2 装置实物图
2 基于PLC和触摸屏的机械控制平台
依GB 15763.2-2005《建筑用安全玻璃第2部分:钢化玻璃》第5.6条中的规定,结合装置的机械功能设计.并满足快速、高效、稳定的试验特性要求,下面从软硬件等方面进行简单的介绍。
2.1 蓝光背景设计
由于玻璃具有较强的透光特性和较强的反光特性,因此获得清晰无干扰的玻璃碎片图像比较困难。再者,需检测各类不同的玻璃,它们厚度不同、色差不同、透光率也不尽相同,这都增加了清晰图像获取的难度。此外,玻璃破碎开裂时,裂纹是无规则的,有时甚至在厚度方向上是成角度开裂的,采集图片时容易形成影像重叠,探索有效避免影像重叠干扰的图像获取方式是研究热点之一。本文采用蓝光背景图像采集方式,有效的解决上述问题。蓝光背景结构设计如图3所示,为达到最佳效果,本文采用了双蓝光结构,实物图如图4所示。
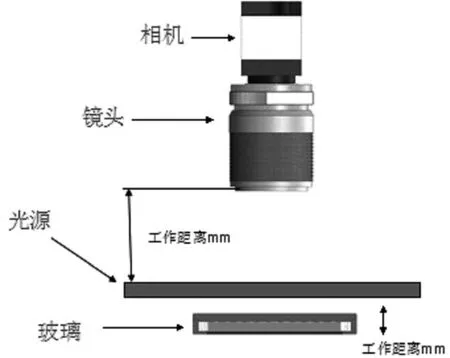
图3 蓝光背景结构设计

图4 装置双蓝光结构实物图
2.2 PLC系统[2-5]
本机械控制平台采用Siemens S7-200和威纶通触摸屏组成的系统控制现场的电动阀、电磁阀、电动机和压力控制器等执行机构。S7-200通过模拟量输入模块和温度、压力传感器采集现场的温度和压力信号,信号通过PLC上的A/D转换、数值变换传送到触摸屏上,触摸屏显示实时的温度值、压力值、温度曲线、压力曲线和PID曲线;且PID参数可以通过触摸屏进行设置,触摸屏给PLC发送指令,以控制现场的执行机构。由于PLC接口为RS-485,触摸屏接口为RS-232,因此,需要增加一个RS-485/RS-232转换线。控制系统的组成如图5所示,人机操作界面如图6所示。
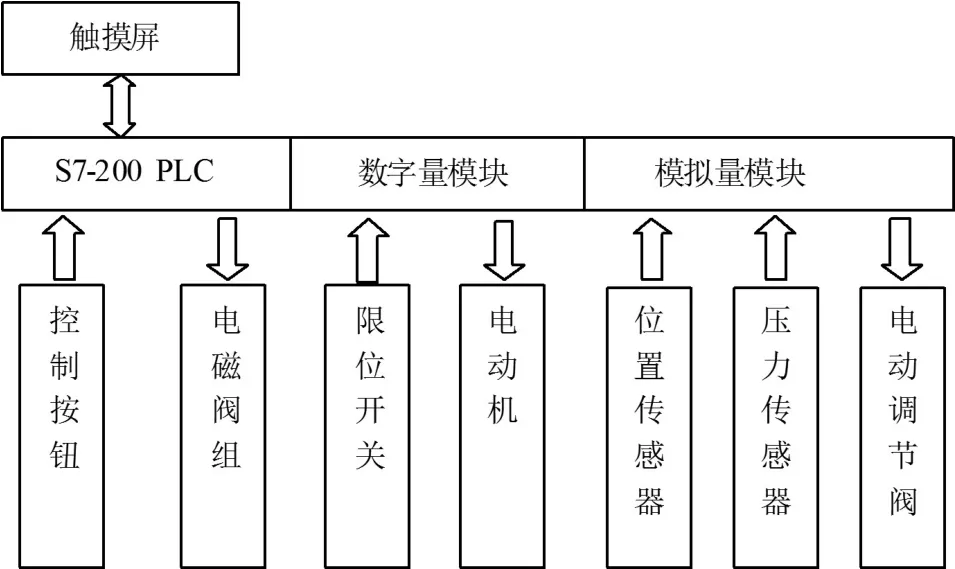
图5 控制系统的组成
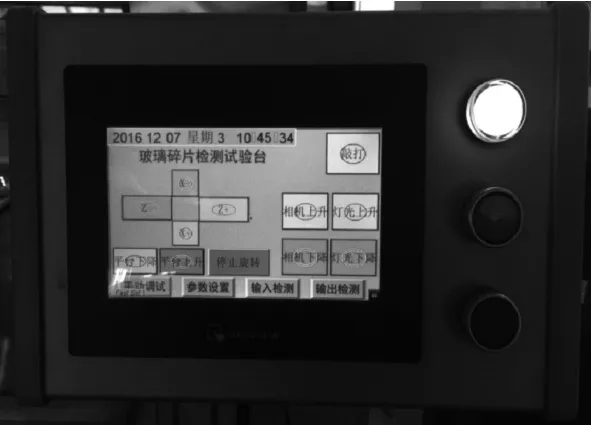
图6 人机操作界面
3 基于CG的玻璃碎片图像处理系统
将数字图像处理技术应用于玻璃碎片的检测和识别[6-7]中,主要是为了得到玻璃碎片的形状、大小和数量。欲达到这一目的,最重要的也是最首要的任务是要描绘出图像中玻璃碎片的缝隙线,然后根据检测到的玻璃碎片的缝隙线,来决定碎片的数量、最大块碎片的形状等信息。本系统的软件编程部分是基于VC++6.0实现的,系统登录页面如图7所示,其软件处理流程如图8所示。
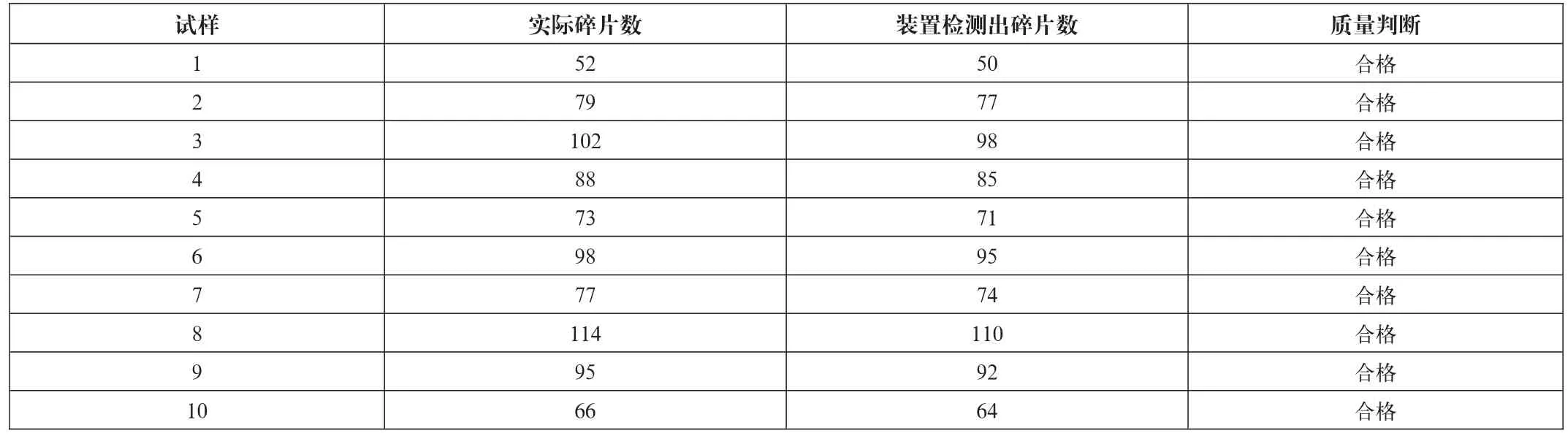
表1 碎片状态实验数据
图7 系统登录页面
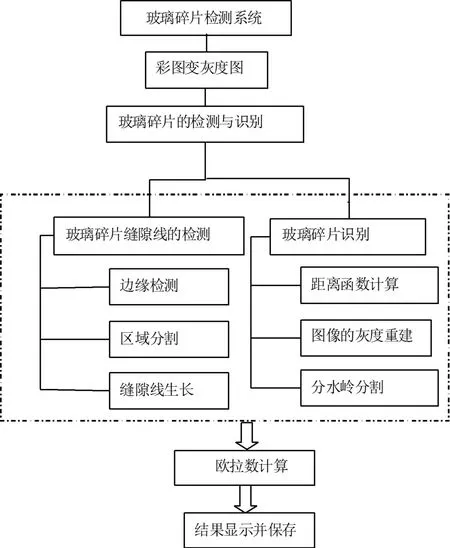
图8 软件处理流程
4 试验结果分析
选取10组玻璃进行碎片状态试验,并进行实验分析,详细数据见表1。
从表1可以看出,装置受到环境及玻璃特性的影响,图像碎片数的检测受到一定影响,使实际碎片数与检测出的碎片数存在允许范围内的误差。统计结果表明,本装置对碎片状态试验结果检验平均正确率为96.7%,对产品的质量判断与人工判断相一致,正确率为100%。
5 结语
本文设计的由玻璃碎片操作平台、移动装置、图像采集系统、计算机图像处理系统等组成的玻璃碎片快速综合检测装置,研制投产至今,已对100多个批次玻璃的碎片状态指标进行了检测,实际运行表明该装置不但提高玻璃检测效率而且运行稳定、可靠,达到设计要求,满足了安全玻璃标准中关于碎片状态检测的市场需求。
[1]中华人民共和国国家标准.GB 15763.2-2005建筑用安全玻璃第2部分:钢化玻璃[s]北京:中国标准出版社.2005
[2]张万忠.电器与PLC控制技术[M]北京:化学工业出版社.2003
[3]齐从谦,王士兰.PLC技术与应用[M].北京:机械工业出版社.2001
[4]刘文生.PLC与触摸屏的综合应用[J].辽宁师专学报:自然科学版,2009,11(I):87-88.
[5]俞洁,李旭芳.西门子57-200系列PIE通讯功能与应用[J].机械工业自动化,1999,21(1):56—58.
[6]周雪芹.安全玻璃碎片检测与识别方法研究[D].淄博:山东理工大学,2006:32-43
[7]Bieniek A,Moga A.An efficient watershed algorithm based on connected components[J].Pattern Recognition,2000,33(3): 907~916