糖香料厨房送配料系统设计改进
2017-04-10罗庆华张福新
罗庆华,张福新
(上海烟草集团北京卷烟厂,北京 101121)
糖香料厨房送配料系统设计改进
罗庆华,张福新
(上海烟草集团北京卷烟厂,北京 101121)
糖香料厨房是卷烟厂用于生产和配置时所用的糖料、香料的自动化控制的场所。在糖香料厨房设计中,称重系统是核心技术。实际应用发现送料过程中原料罐的出料秤量误差不能满足实际使用要求,通过优化设计对糖香料厨房送配料系统进行改进,大大降低了降低原料罐的出料秤量误差。
糖香料;厨房系统;设计;改进
在烟草加工领域,糖香料厨房系统是卷烟生产的重要组成部分。该系统由机械设备、控制系统和管理系统三大部分组成,其基本功能是实现糖香料调制、储存和输送。其中机械设备一般有熬制罐、原料罐、调制罐和储存罐,熬制罐将固体原料制成液体原料储存到原料罐中,原料罐储存单体原料并按照配方出料重量和误差的要求输送到调制罐中,调制罐制成配方料输送到储存罐中,储存罐存储配方成品料。该系统取代了原有的人工配料方式,采用自动化配料工艺,在现场的运行过程中,取得了显著的效果,实现了配料的自动化,但配料精度还有待进一步提高。
1 系统问题分析
在现有糖香料厨房送料的系统中,系统的管路如图1所示。
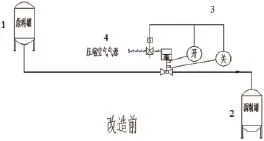
图1
原料罐1中的料液按照“称出法”的方式出料,通过气动球阀3流入调制罐2中,气动阀3由压缩空气气源4驱动。其中,所谓“称出法”即:所有原料通过一根出料管输送至调制罐配料时,出料量由原料罐计量秤测量,所有参与配料的原料罐的出料阀同时打开、出料。因此,需要优化设计糖香料厨房送料系统,以克服上述缺陷。
2 改进方案与实施
针对现有技术的缺陷,提出一种出料误差更小的糖香料厨房系统送料解决方案,改进技术方案是:在系统中增加了一个电磁换向阀和一个精密减压阀,当料液需要从原料罐流入调制罐的初始阶段,电磁阀的阀体处于第一动作位置,压缩空气气源的输出端直接与精密减压阀、气动球阀连通,以便以第一开度从原料罐向调制罐输送原料;当电磁阀的阀体处于第二动作位置,压缩空气气源的输出端通过精密减压阀与气动球阀连通,以便以第二开度从原料罐向调制罐输送原料。第一开度为气动球阀最大开度的 90% ~ 100%;第二开度为气动球阀最大开度的5%~8%,由于在出料最后阶段,采用小流量出料,因此大大降低了原料罐的出料误差。
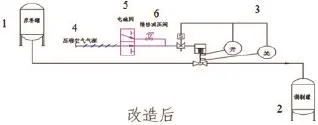
图2
改造后管路如图2所示,本系统包括原料罐1、调制罐 2、气动球阀 3、压缩空气气源 4、电磁阀 5、精密减压阀 6。结合图2对改进后的送料系统作进一步详细的描述。
原料罐1用于存储原料的容器,原料罐1具有物料出口,物料出口与气动球阀3连接,原料通过出料管输送到气动球阀3。
调制罐2是用于配制糖香料的容器,经过气动球阀3传来的原料最终被送到调制罐2进行调制。
气动球阀3是实现原料输送的执行机构。气动球阀3可以采用任何适合规格、结构的气动球阀。本次实施改进方案中,气动球阀3具有齿轮、齿条结构,其中,齿轮和齿条相互啮合,齿轮与气动球阀3的阀体相连,齿条与压缩空气气源4连接,当压缩空气进入气动球阀气动单元时,压缩空气的压力推动齿条产生位移,从而带动齿轮旋转,进而使得气动球阀3的阀体动作,阀体带动气动球阀3的阀门关闭。由于经过精密减压阀6的降压,压缩空气的压力降低,因此可以实现对气动球阀3的阀杆动作的力的更加精密度的控制。压缩空气气源4用于为气动球阀3提供动力,使得气动球阀的阀体能够在不同位置之间运动。压缩空气气源4可以是空气压缩机、气泵或其他供气设备。
电磁阀5是本次送料系统改进的控制装置,用于控制是否将压缩空气送至精密减压阀6。如图2所示,本次方案中的电磁阀5是二位二通阀,该电磁阀5的阀体具有两个动作位置:在第一动作位置时,压缩空气气源4的供气端直接与气动球阀3的阀体连通,从而可以推动气动球阀3;当第二动作位置,压缩空气气源4的供气端经过精密减压阀6与气动球阀3的阀体连通,在经过精密减压阀6后,压缩空气气源4产生的压缩空气的压力被降低,降压后的气体通入气动球阀3内。精密减压阀6用于对气动球阀3进行精密控制。精密减压阀6采用控制精密减压阀体内的启闭件的开度来调节介质的流量,将介质的压力降低,同时通过阀后压力的作用调节启闭件的开度,使阀后压力保持在一定的范围内,因此可以在进口压力不断变化的情况下,保持精密减压阀6出口压力在设定的范围内。图3是改进糖香料厨房送料系统控制方法的流程图。
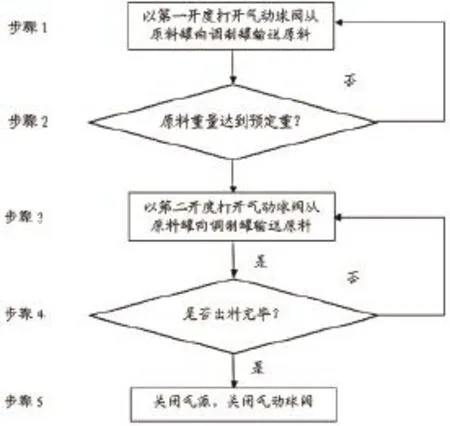
图3
在步骤 1,首先以第一开度打开气动球阀 3,以便达到快速配料的目的,气动球阀3第一开度为气动球阀最大开度的 90% ~ 100%。实施中将第一开度打开到 100%,即最大开度。此时电磁阀 5 的阀体处于第一位置,在该位置,压缩空气不经过精密减压阀6直接进入气动球阀3,压缩空气的压力较高,因此,能够直接将气动球阀3的阀体开度打开到较大的程度,在较大的开度打开气动球阀3后,开始向调制罐2输送原料。
在步骤 2,检测进入调制罐 2的原料重量。
在步骤 3,当进入调制罐 2的原料重量达到预定重量时,达到要求出料重量的 90%-95% 时,控制电磁阀5动作,实现压缩空气的换向,即:让压缩空气进入精密减压阀 6,经过精密减压阀 6减压后以第二开度为气动球阀3从原料罐1向调制罐2配送原料。压缩空气进入精密减压阀6后压力减小,经过精密减压阀6减压后,压缩空气进入气动球阀3的气动单元。气动球阀3具有齿轮、齿条结构,其中,齿轮和齿条相互啮合,齿轮与气动球阀3的阀体相连,齿条与压缩空气气源4连接,当压缩空气进入气动球阀气动单元时,压缩空气的压力推动齿条产生位移,从而带动齿轮旋转,进而使得气动球阀3的阀体动作,阀体带动气动球阀3的阀门关闭。降压后的压缩空气进入气动球阀3气动单元推动推动齿条产生位移,压力与齿条产生位移,齿条位移与齿轮转动角度成正比,因而对阀门的开度可以任意调节。气动球阀3靠阀体内预设的弹簧复位。经过精密减压阀6进入气动球阀3的气动单元的气体压力能够达到将气动球阀3的开度控制到最大开度的 5% ~ 8%,从而可以实现以滴定方式出料。当进入调制罐2的原料重量未达到预定重量时,继续以第一开度打开气动球阀3出料。通过快速通断进入精密减压阀的压缩空气,进入使得气动球阀快速关闭、打开以实现滴定的控制程序,由此确定的滴定速度也可以根据实际情况任意调节。
在步骤4,检测原料罐是否出料完毕。
在步骤5,当原料罐出料完毕时,关闭气源,气动球阀3关闭;否则继续以第二开度打开气动球阀从原料罐向调制罐配送原料。
3 结语
实际应用过程中当料液需要从原料罐流入调制罐的初始阶段,按图示管路打开球阀,阀门开度100%快速配料,当即将达到设定重量的 95%时,电磁阀换向,压缩空气进入精密减压阀减压后利用压力变化使气动球阀开度控制到5%左右,以滴定方式出料,直到原料罐出料重量达到设定值要求,关闭气源,气动球阀关闭。通过这种方式大大降低了原料罐出料重量误差,香精原料罐出料称量误差一般可以控制在 0.5%,绝对值一般可以控制在 100克以内。同时提高了糖香料厨房系统的整体精度和成品料配制品质,降低了成品料的损耗。
[1]汪庭春 ,刘广洲 .香料厨房系统的最新技术分析与研究 [J].机械制造与自动化,2012(05).32.
F426.8;F270.7
A
1671-0711(2017)03(下)-0062-02