汽轮机主轴和转子锻件的热稳定性试验方法比较分析
2017-03-28刘中华刘京伟潘飞燕
何 成 刘中华 刘京伟 潘飞燕 林 云
(1.杭州汽轮动力集团有限公司,浙江310016;2. 杭州汽轮机股份有限公司,浙江310003)
汽轮机主轴和转子锻件的热稳定性试验方法比较分析
何 成1刘中华1刘京伟2潘飞燕2林 云2
(1.杭州汽轮动力集团有限公司,浙江310016;2. 杭州汽轮机股份有限公司,浙江310003)
不同国家的汽轮机主轴和转子锻件的热稳定性试验标准对试验温度、试验方法及验收规定均不相同。本文比较了中国的JB标准、美国的ASTM标准和德国的SEP标准中热稳定性试验的差异以及对实际生产的影响。
热稳定性试验;转子锻件;试验标准
随着汽轮机组的大型化,转子锻件的尺寸和重量也日益增加,对转子的性能要求也不断提高,而热稳定性试验作为转子验收的一个重要环节也越来越受到厂家重视。
1 热稳定性试验比较分析
1.1 试验标准比较
不同国家的热稳定性试验标准对试验温度、试验方法及验收标准的规定不同。目前常见的有德国的SEP 1950—1997《涡轮机轴的热稳定性试验》,美国的ASTM A 472—2007《汽轮机主轴和转子锻件的热稳定性试验规范》以及中国的JB/T 9021—2010《汽轮机主轴和转子锻件的热稳定性试验方法》[1-3]。这三个国家标准的比较见表1。
从表1可以看出,中国标准和美国标准基本一致,但对于验收标准有不同规定,而德国标准和中、美标准存在较大差异。
1.2 试验温度比较
美国标准对于热稳定性试验的试验温度没有具体规定,而是作为锻件订货时必须要明确的一个条件。其仅注明当把消除应力作为热稳定性试验的一部分时,要求去应力退火温度比最终回火温度低30~55℃,保温后降低到规定温度再进行热稳定性试验(允许卧式除应力)。这里需要明确的是,热稳定性试验不是去应力退火,只是将热稳定性试验与去应力退火放在一起操作。将转子先加热到去应力退火温度,待去应力退火结束后再冷却到热稳定性试验温度进行热稳定性试验。这样做的好处是去应力退火后不用再加热做热稳定性试验,可以节约成本。
国内标准2010版规定,试验温度由转子锻件需方规定,但没有提及“把消除应力作为热稳定性试验的一部分”,这是因为国内目前不允许卧式除转子应力。
德国标准对热稳定性试验温度做出了相关建议(具体温度还是由需方规定),既要求试验温度高于工作温度150℃以上,同时还应满足低于回火温度30~60℃的要求。虽然德国标准对温度的要求较高,但其总结了五种热稳定性试验特性形式,见图1,并针对不同情况进行了详细的说明。
如图1所示,五种跳动形式中,A、C′和D这三种基本形式是由于热稳定性试验装置和转子之间发生的热辐射而产生,主要因转子表面的缺陷(如各种不同的氧化、粗糙度或者污垢等)而引起,与转子性能没有关系。因为在机组运行时发生的热传递方式不同于热稳定性试验,这几种现象在实际运行时不会出现。
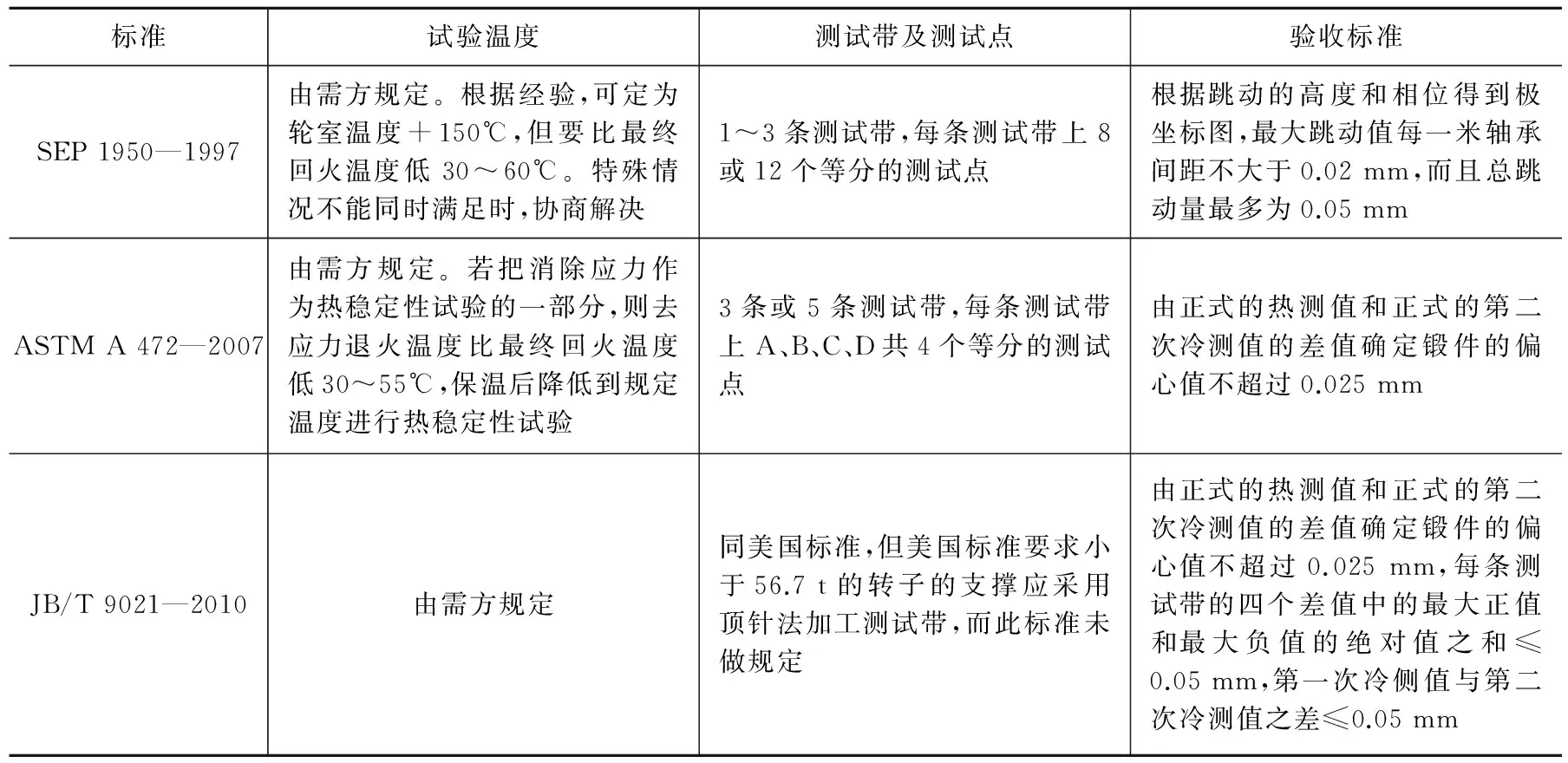
表1 三个国家热稳定试验标准比较Table 1 The comparison of thermal stability test standard of three countries

(a)跳动形式A

(b)跳动形式C′

(c)跳动形式D

(d)跳动形式B

(e)跳动形式C图1 热稳定性试验特性形式Figure 1 The characteristics of thermal stability test
基本形式B是由于转子中非对称分布的内应力的释放而产生的,将应力释放的影响消除后,该转子可以用于运行。基本形式C的原因是转子的热延伸系数不均匀,转子的跳动随着温度的上升而增大,在最高温度时跳动达到最大值,而在冷却后又回到跳动的起始值,即跳动幅度依赖于温度的变化,为双金属特性。当出现基本形式C的跳动时,可将试验温度调整到转子最高工作温度后再进行热稳定性试验。
试验时出现基本形式B,可对转子去应力退火后重新车削加工即可;而对于基本形式C,可通过控制试验温度至最高工作温度进行试验,如果还不能满足验收标准,则判定转子报废。
1.3 验收标准比较
1.3.1 美国标准
美国标准规定,试验时记录每条测试带上A、B、C、D四个点的跳动值,由正式的热测和正式的第二次冷测的差值确定锻件的偏心值不超过0.001 in(0.025 mm),则锻件是合格的。偏心值的测定方法为:在验收时将A点正式热测值减去A点正式的第二次冷测值得到的差值,B、C、D三点也按相同方法得到差值。
以选取某转子的一个测试带为例,在一个采样周期内,正式的第一次冷测值为A1、B1、C1、D1,正式热测值为A2、B2、C2、D2,正式的第二次冷测值读数为A3、B3、C3、D3。
定义差值S1=A2-A3,S2=B2-B3,S3=C2-C3,S4=D2-D3。
判定转子热稳定性合格的要求为每条测试带的四个差值中的最大正值和最大负值的绝对值之和≤0.05 mm,即:
(1)如S1、S2、S3、S4四个值中有正值和负值,则取其中的最大正值和最大负值的绝对值之和≤0.05 mm;
(2)如S1、S2、S3、S4四个值都为正值或负值,则取其中的最大值减去最小值的绝对值≤0.05 mm。
需要注意的是,ASTM A 472中的“任何一条测试带相加后的最大挠度不得超过0.05 mm”引起过许多争议。在JB/T 9021—1999中的规定与ASTM A 472是一样的。而在JB/T 9021—2010中,则为最大跳动值不得超过0.05 mm,与最大绕度相差两倍。
1.3.2 中国标准
国内标准规定,试验时记录每条测试带上A、B、C、D四个点的跳动值,在验收时将A点正式热测值减去A点正式的第二次冷测值得到差值,B、C、D三点也按相同方法得到相应差值。要求这四个差值的绝对值均≤0.025 mm,每条测试带的四个差值中的最大正值和最大负值的绝对值之和≤0.05 mm,第一次冷测值与第二次冷测值之差≤0.05 mm。
以选取某转子的一个测试带为例,在一个采样周期内,正式的第一次冷测值为A1、B1、C1、D1,正式热测值为A2、B2、C2、D2,正式的第二次冷测值读数为A3、B3、C3、D3。
定义差值S1=A2-A3,S2=B2-B3,S3=C2-C3,S4=D2-D3。
差值的绝对值为λ1=|S1|,λ2=|S2|,λ3=|S3|,λ4=|S4|。
两次冷测值差H1=|A1-A3|,H2=|B1-B3|,H3=|C1-C3|,H4=|D1-D3|。
判定转子热稳定性合格的要求为:
(1)λ1、λ2、λ3、λ4≤0.025 mm,
(2)四个差值中的最大正值和最大负值的绝对值之和≤0.05 mm,
(3)H1、H2、H3、H4≤0.05 mm。
1.3.3 德国标准
德国标准要求试验时记录每条测试带上8~12个点的跳动值,温度、跳动高度和跳动的相位随时间的变化如图2所示,图3是极坐标图(矢量图)。在绘制极坐标图时使用测量时刻Ⅰ、Ⅱ、Ⅲ和Ⅳ的相位和跳动高度。相位是用在极坐标图的圆周上标出的分度点和中心点的连接线表示,在测量时刻Ⅰ、Ⅱ、Ⅲ和Ⅳ所测得的跳动值根据其相位在各自的连接线上从极坐标图中心起标将其标注出来。其中:
测量时刻Ⅰ是在加热前测量冷跳动的时刻;
测量时刻Ⅱ是轴中温度达到平衡,开始保温的时刻;
测量时刻Ⅲ是保温结束的时刻(热跳动);
测量时刻Ⅳ是最终测量冷跳动的时刻。


图2 被测量圆周表面区域的热稳定性试验图Figure 1 The diagram of thermal stability test in the area of measured circumferential surface

图3 热稳定性试验极坐标图Figure 3 The polar diagram of thermal stability test
最大跳动值等于热测值和最终冷测值之差,若每1 m转子间距的最大跳动值≤0.02 mm,且总跳动量≤0.05 mm,则判定转子热稳定性试验合格。
例如,某测试带对应A、B、C、D四个方位的一组读数为0、1.0、1.5、2.0(单位为0.01 mm),则该组读数在极坐标图中对应点为R,见图4。R的位置求得方法:由O点开始,A方向位移为0对应O点,B方向位移为1.0得P点,C方向位移为1.5得Q点,D方向位移为2.0得R点。
德国标准在实际应用时,测试点应达到8~12个。捷克某汽轮机厂完全按照SEP 1950执行热稳定性试验,其绘制的热稳定性试验报告如图5所示。采用极坐标图法,且测量点较多时,热稳定性试验的测定结果更精确,但在具体试验操作时较繁琐。

图4 热稳定性试验极坐标绘制图Figure 4 The polar diagram of thermal stability test

图5 捷克厂家绘制的热稳定性试验报告图
Figure 5 The report graphic of thermal stability test
另外,相关文献也提及到另一种数据的处理验收标准(欧洲厂家)[4],其物理意义等同于德国标准,而测试点只有四个。以选取某转子的一个测试带为例,在一个采样周期内,正式的第一次冷测值为A1、B1、C1、D1,正式热测值为A2、B2、C2、D2,正式的第二次冷测值读数为A3、B3、C3、D3。
定义差值x1=B2-D2,y1=A2-C2x2=B3-D3,y2=A3-C3
总跳动量计算公式:
若λ≤0.05mm,则转子热稳定性试验合格。总跳动量λ计算方法见图6。

图6 λ计算方法示意图Figure 6 The sketch of λ computing method
2 结论
通过对目前通用的几种汽轮机主轴和转子锻
件的热稳定性试验标准的比较,得出以下结论:
(1)热稳定性试验具体温度由需方决定,各国均未强制规定,仅德国标准提出详细建议。
(2)德国标准中每条测试带上的测试点数量多于中国标准和美国标准,测量精度更高。
(3)中国标准和美国标准采用的计算方法简单,但物理意义不清楚,存在较大的争议;德国标准的计算方法比较复杂但物理意义清晰。
[1] JB/T 9021. 汽轮机主轴和转子锻件的热稳定性试验方法[S],2010.
[2] ASTM A 472/A 472M. Standard Specification for Heat Stability of Steam Turbine Shafts and Rotor Forgings[S],2007.
[3] SEP 1950. Warmrundlaufprüfung an Turbinenwellen[S],1997.
[4] 于秀平,王群,孙煜伟,张国利. 转子热稳定性测试方法分析[J]. 大型铸锻件,2012(3):21.
编辑 杜 敏
Comparative Analysis of Thermal Stability Test Method for Steam Turbine Main Shaft and Rotor Forgings
He Cheng, Liu Zhonghua, Liu Jingwei, Pan Feiyan, Lin Yun
There is a difference of the test temperature, the test method and the acceptance stipulation of thermal stability test specification for steam turbine main shaft and rotor forgings in different countries. The difference of thermal stability test of JB standard, ASTM standard and SEP standard has been compared, as well as the influence on the actual production.
thermal stability test; rotor forgings; test standard
2016—07—26
TG316
A
