大功率LED光电器件封装框架模具工艺设计
2017-03-25赵战锋
赵战锋
(温州职业技术学院机械工程系,浙江温州325035)
大功率LED光电器件封装框架模具工艺设计
赵战锋
(温州职业技术学院机械工程系,浙江温州325035)
分析了大功率LED器件的封装特点,设计了封装框架排样布局和颗粒引脚内部结构,制定了框架冲压制程规则,为光电器件生产中应用冲压工艺提供了方案。
大功率LED;封装工艺;冲压模
电子元件和LED器件需要实现电路通断控制,其通常由铜材冲压制成。多工位级进模由于能够集成冲裁、弯曲、成型等多种冲压工艺于一副生产装备中,实现全自动连续生产,在LED光电器件封装框架生产中得到应用[1-2]。LED光电器件由于单个器件颗粒体积较小,设计材料多,工艺步骤多,生产流程长。但是,采用基于连续冲压工艺实现基于铜带材的LED器件封装生产能够大幅提高生产效率[3-4]。
1 LED器件颗粒结构
大功率LED器件,由于其节能环保,近年来发展很快,成为照明的主力军。LED颗粒在封装制程上与集成芯片有较大的类似之处,其共同之处包括:
(1)晶圆划片后贴装在框架上面;
(2)通过金线键合连接;
(3)模塑封装发光镜头;
(4)器件引脚的打弯成型;
(5)颗粒分离完成。
但是LED器件由于其结构上不同于一般的集成器件,其在模塑前需要向管芯上点入荧光粉,确保电光转换过程时能够激发出颜色丰富、色彩可控的光。LED封装框架比起普通的框架具有特殊性:其支架由三部分组成:铜带冲压的支架,用来传递热量的热沉,用来连接支架和热沉的预封装胶体。LED封装框架经后续贴装、键合、点胶、模塑后,对引脚进行折弯、分离,从而完成光电器件的封装全部制程。
图1为典型大功率LED器件颗粒的结构图[4],从图中可以看到在功能性管芯和荧光粉之外,其主要由四部分组成:引脚,承担供电作用;铜柱热沉,承担器件在服役过程中散发热量的传递;固定引线和热沉的预封装胶体,其与热沉一起共同承担管芯、荧光粉的基座;发光镜头胶体,实现对管芯等核心部分的保护和光子辐射。
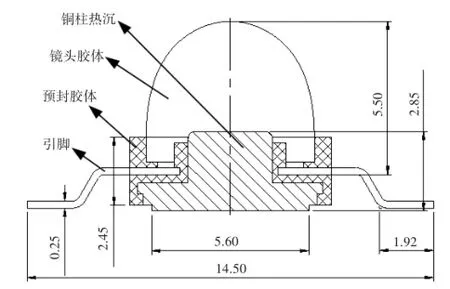
图1 大功率LED颗粒的结构
2 封装框架冲压工艺
LED器件封装框架主要是通过级进模冲压制成,其设计的关键是对折弯成型的引脚进行展平计算,其核心在于中性层展开半径的确定,可由展平公式(1)计算:
ρ=r+xt(1)
式中,ρ中性层的展开半径;r弯曲内径;x中性层系数。其中系数x可由钣金成型表格查表得到[1]。
根据LED颗粒在终端PCB板上的固定安装要求和颗粒引脚展平后的长度,设计出颗粒引脚的内部结构如图2(a)所示。由于引脚的展平长度仅为16.7mm,而铜带通常的宽度在30~60 mm之间,因此设计成一模两件的排列形式。考虑到级进模的高速运行要求和料带0.25 mm的厚度,且颗粒完成模塑制程后较重,容易在高速送料过程中产生弯曲变形,因此设计成双侧与中间复合载体形式,既能有效连接两颗LED器件引脚间的偏移,又能显著增强料带的强度和刚性。器件颗粒在料带中的布局如图2(b)所示。料带在模具中以导正销形式进行精定位,同时在中间载体也冲有导正销孔。这些孔在LED器件的整个封装制程中起至关重要的作用。在铜带冲压生产阶段,导正销对级进模的连续冲压进行定距和导正,完成封装框架的冲压成型。
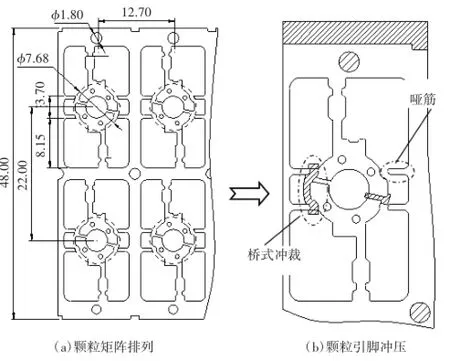
图2 铜引脚冲压料带排样布局
3 封装框架冲压制程
铜质封装框架冲压方案的必须满足如下要求:
(1)框架在模具中有精准的定位。料带在模具送料方向的沿导轨精准送进,其宽度通常有较大的公差范围。对于精密模具来说,将在高速冲压中对导轨造成较大的压力,对料带的精准定位带来困难。因此需要在框架的初始工位进行冲出定位销孔。此孔在整个封装全程中始终起到定距的作用。
(2)对于不同形状、不同大小的轮廓的冲裁顺序合理安排。对于较小的型孔优先冲裁。这样做一方面可以在进行导正销孔、侧刃凸模排样时进行冲裁;一方面可以对整体工位进行压缩,使得工位紧凑;另一方面可以有效避免在进行多余材料冲裁后进行冲孔对支架产品变形的影响。
(3)冲裁压力中心与模具中心的重合性。由于型孔轮廓的大小与冲裁力成正比。如果废料的冲裁按照从小到大的顺序进行冲裁,将会带来冲裁压力逐步增大,导致模具的整体用力中心向右偏置,对模具的导向机构带来较大的侧向力,为模具高速、长效运行带来隐患。
(4)合理安排冲裁刃口的实际轮廓和前后冲裁轮廓的搭接,使铜带在不断的切除废料冲裁后,轮廓不断减少。后续冲裁轮廓应尽可能的利用先前冲裁的结果,使得后续冲裁呈现出可以跨越先前两个型孔的桥式冲裁。
按照以上规则进行设计,可以得到封装框架模具工艺布局。型孔、导正销孔,侧刃凸模和桥式冲裁的凸模形状如图2(b)所示,由此可以设计出多工位级进模具进行大功率LED光电器件封装框架。
4 结束语
作用节能环保的新一代照明电源,大功率LED在生活和生产中得到越来越多的应用,而作为颗粒器件封装生产中的骨架,封装框架在整个自动化生产起到主渠道的作用。冲压工艺作为对封装框架的冲压成型,为LED器件批量化封装制程生产起到很好的桥梁作用,有效平衡了大规模生产与高精度质量的双重要求,能够带来LED器件制造生产上的质量和效益的提升,促进LED产业的生产的自动化、智能化。
[1]陈炎嗣.多工位级进模设计手册[M].北京:化学工业出版社,2012:6-8.
[2]段来根.多工位级进模与冲压自动化[M].北京:机械工业出版社,2012:6-9.
[3]Lay Yeap.Meeting the Assembly Challenges in New Semi conductor Packaging Trend[J].34Th International Electronic Manufacturing Technology Conference,Melaka,2010:1-5.
[4]Zhanfeng Zhao.High power LED packaging materials and tooling[J].Advanced Materials Research Vol.763(2013):229-233.
[5]Robert F.Karlicek.High Power LED Packaging[J].Proc.of 2005 Conference on Lasers&Electro-Optics(CLEO),2005:337-339.
Pressing Process Design for High Power LED Units Packaging Lead Frame
Z
HAO Zhan-feng
(Department of Mechanical Engineering,Wenzhou Vocational& Technical College,Wenzhou Zhejiang 325035,China)
s:Analysis of the characteristics of high power LED device package design,package frame layout and particle pin internal structure,to develop a framework for stamping process rules,provides a solution for the application of optoelectronic devices in the production of stamping process.
high power light emitting diodes;units packaging technology;pressing toolset
TG386.42
:A
:1672-545X(2017)01-0104-02
2016-10-02
浙江省教育厅科研项目资助(编号:Y201225710)
赵战锋(1981-),男,河南上蔡人,硕士,讲师,模具设计师,主要从事材料成型工艺及模具技术教学和研究工作。