PLC在移动式膜法提纯沼气生产生物天然气工程中的应用
2017-03-23张松林刘铁生田海军李叶青张云龙
张松林+刘铁生+田海军+李叶青+张云龙+周红军

摘要:指出了随着当代自动、智能化的发展,自动化控制技术已广泛应用于各个行业。其中,在移动式膜法提纯沼气生产生物天然氣工程中的应用将成新的亮点。分析了传统的沼气提纯工艺的不足,而用PLC控制生产装置,能大幅提高生产及安全生产效率。同时对比了移动式膜法提纯沼气生产生物天然气工程装置的优势:采用模块化、智能化设计,具有易安装、易操作、易监控的特点,提纯装置控制系统可以在各种检测传感器的配合下对沼气提纯生产过程进行实时监测,并依据所检测数据对各工艺设备进行控制;系统通过PROFIBUS现场总线实现PLC与自动控制系统设备及各模块单元通讯,采用MPI、Modous RTU协议实现PLC与上位机系统之间的通讯。
关键词:沼气提纯;膜分离法;可编程逻辑控制器;移动式装置;生物天然气
1 引言
该项目以垃圾填埋气为原料,研发出一套适用于处理量240m3/h,工作压力2MPa的膜法沼气提纯工业示范装置,并且已成功开发出不同处理量、不同工作压力下膜法净化提纯沼气装置系列化工艺包,能够为不同客户需求,提供膜法提纯沼气工程装备的详细设计、工艺包开发、装置加工集成及自动化控制领域等的全方位服务。
项目运用西门子S7-300系列PLC,结合膜法提纯沼气工艺特点,开发出移动式膜法提纯沼气生产生物天然气工业装置监控系统,此系统可以对装置生产现场进行上位机监测,对整个工艺及生产过程中压力、温度、流量及生产现场危险气体泄露安全浓度进行实时监测,自动采集信息形成数据库,且具有安全、消防等系列危险预警功能;同时,通过上位机控制下位机,调节现场阀门、开关等可实现温度、压力的闭环控制,保证工艺装置安全、平稳生产运行。
2 移动式膜法提纯沼气生产生物天然气工艺及装置概况
该项目气源来自垃圾填埋气,组成复杂,杂质较多,膜法工艺对沼气预处理要求较高,其中H2S、油污及水气会对管道、设备和膜产生腐蚀。同时,沼气中的颗粒物会堵塞膜通道,进而对膜分离的性能产生影响。所以原料沼气必须进行预处理,将这些杂质除去,保证原料气进入膜分离系统的工艺要求即气体只为CO2和CH4。
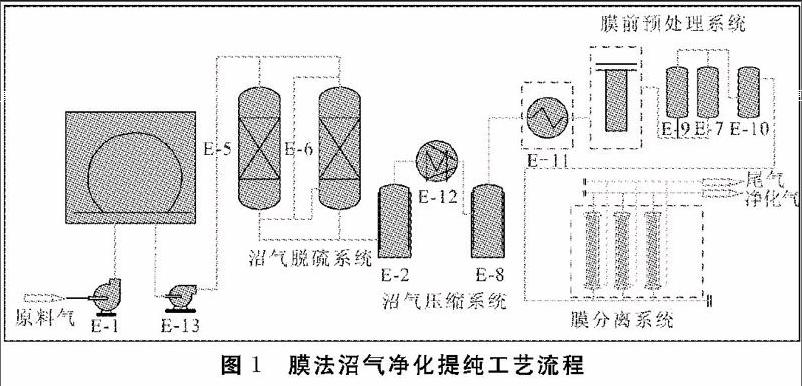
该项目开发移动式膜法提纯沼气生产生物天然气工艺及工业示范装置,旨在实现一套提纯设备能为不同气源、不同产气量服务的功能,节能降耗,提高设备及资源利用率。膜法沼气净化提纯工艺主要由沼气脱硫系统、沼气压缩系统、膜前预处理系统、膜分离系统等模块组成,其工艺流程如图1所示。
工作原理是原料气脱硫后,通过压缩系统增压,达到适合膜组件工作的工作压力,经过膜前预处理系统除去气体中氧、硫、水、油、固体颗粒物等杂质后,进入膜分离系统进行CH4和CO2分离,使产品气CH4含量≥95%,即满足CNG标准或管网天然气标准。
该装置生产运行工艺参数与杂质含量要求见表1,各设备组件都集成在标准集装箱内,这样既节省了空间也便于运输,操作调试灵活及稳定性也更高,这是其他沼气提纯工艺所不能比拟的优点(图2)。
3 移动式膜法提纯沼气生产生物天然气装置PLC控制系统开发
根据可移动式膜法提纯沼气生产生物天然气工艺装置的控制需求及原料气、产品气易燃易爆的特性,项目在设计工艺装置自动控制系统过程中主要进行以下几方面工作。
(1)该项目用于生产生物天然气,属于易燃易爆、高压生产装置,安全生产要求极高,因而确定该装置PLC控制系统按照石化行业标准进行设计施工。
(2)根据该工艺装置运行特点及监控需求,系统地分析、整理出工艺过程中影响产品气质量的因素,统计、分类监控现场的数据量、模拟量信号,运用S7-300PLC,设计相应的控制路线,集成PLC控制系统控制柜。
(3)根据计算机监控系统应满足的各项功能要求,使用Wincc组态软件,设计上位机监控系统,实现数据采集、显示、报警、记录、形成数据库等功能。
3.1 硬件设计
该项目控制系统采用上位机控制下位机的模式,上下位机之间的通讯采用专用的隔离电缆。其中下位机PLC主要进行硬件开关量I/O的控制和模拟信号的采集与调节,上位机进行工艺过程中工艺数据在线监测、参数修改与设定、危险报警显示、数据信息存储与查询等工作。控制系统整体框图如图3所示。
3.1.1 上位机硬件配置
上位机选用操作站,Intel 四核CPU,主频不小于3 GHz,12 MB三级高速缓存,4 GB内存,500 GB硬盘,2个以太网口,独立显卡,windows 7操作系统下采
用SIMATIC WinCCV7.3 作为监控软件。配置工业交换机,通过交换机进行上、下位机数据通讯传输,可实现移动终端数据传输及远程诊断服务。上位机配备打印机及键盘等硬件设施,进行数据录入及输出[1]。
3.1.2 下位机硬件配置
下位机控制系统选用了SIEMENS的S7-300系列可编程控制器进行设计,选用S7-200PLC实现系统与其他成套设备通讯,以完成整个工艺控制系统的连续模拟量控制与离散数字量控制的要求,保证系统稳定、安全、可靠运行。
采用SIEMENS的S7-300系列可编程控制器,CPU模块(315-2DP/PN)作为主机,由拓展机架、I/O模块、接口模块、电源模块、S7-200PLC等构成控制系统硬件骨架[2],该机集成34路输入、6路输出共40路模拟量I/O点及10路输入、7路输出共17数字量I/O点,连接8个扩展I/O模块。SM321为模拟量输入模块,接受系统从现场搜集的温度、压力、流量、气体组成、pH值等数据并发送给CPU,通过与系统值进行比较发出指令;SM332为模拟量输出模块,通过CPU的输出指令调节现场各气动/电磁调节阀阀门位置,从而达到监控现场设备运行状态的功能[7]。下位机I/O模块配置图如图4所示。
控制系统的I/O模块通道数按照设计需求数量并加以20%的余量配置而成。AI卡件可以点点隔离并能向变送器供电及向外供电。
由于應用场合要求本质安全,控制系统为每个AI、AO信号点都配有相应型号的安全栅,使系统与现场予以安全隔离。DO卡件可以完成电气设备开关控制,DI卡件可以监测电气设备的状态信息。
3.2 软件设计
软件平台采用Windows7操作系统,选用西门子下位机编程软件STEP7以及上位机开发软件Wincc进行控制系统软件设计。
3.2.1 软件简介
STEP7是SIMATICS7系列编程语言,主要用来处理离散量逻辑控制。STEP7可以用IEC-61131-3标准中8种编程语言中的6种(STL,LAD,FBD,CFC,SFC和SCL)进行编程。CFC、SFC和SCL作为主要的组态工具,用于完成传统DCS中连续过程控制任务的组态。如果在一个项目中,有很多离散过程如联锁控制等,则可采用STEP7中其它几种编程语言,很方便地进行编程。这是对传统DCS系统处理离散控制任务能力不强的一个补充。该系统采用LAD梯形图编程语言进行下位机系统编程[3]。
WinCC是西门子公司在自动化领域采用最先进的技术与微软公司正在共同开发的居于世界领先地位的工控软件。WinCC即WINDOWS_CONTROL_CERTER(视窗控制中心),是一个强大的全面开放的监控系统,既可以用来完成小规模的简单的过程监控应用,也可以用来完成复杂的应用。任何情况下WinCC都可以生成漂亮而便捷的人机对话接口,使操作员能够清晰地管理和优化生产过程[4]。
3.2.2 上位机画面设计
利用WinCC组态软件做成主控界面“移动式膜法提纯沼气生产生物天然气PLC控制系统”如图5所示。
3.2.3 数据库建立
数据库是整个监控软件的核心,创建数据库点并进行数据库点与PLC设备的数据连接,实时数据库系实时数据库将组态数统由管理器和运行系统组成,实时数据库将组态数据、实时数据、历史数据等以一定的组织形式存储在介质上。
该系统中各检测点的温度、压力、流量、阀门开度等都需要保存在数据库中。在建立数据库时,首先按照点类型(模拟点、数字点、累计点、控制点或运算点)创建新点,对其参数进行设置,包括基本参数和报警参数,并且进行量程转换,然后把已创建的点和点参数与现场的I/O设备检测到的某一具体数据项建立映射关系,当这一关系建立以后,数据库中的点和点参数才与来自I/O设备的数据源建立连接[8~10]。
3.2.4 配置I/O设备
西门子WinCC组态软件通过I/O驱动程序从I/O设备获得实时数据,对数据进行必要处理后,一方面实时数据以数字方式直观显示在计算机屏幕上,另一方面按照组态要求和操作人员的指令将控制数据送给I/O设备,对执行机构实施控制或调整控制参数[5]。该系统采用PLCI/O驱动程序的设置,设备地址与PLC中设置的MPI地址一一对应,即可完成了I/O设备驱动连接。
3.3 系统通讯
系统通讯是通过PROFIBUS现场总线来实现的。此控制系统运用MPI通讯协议实现上位机与下位机及S7-300PLC与其他成套设备中的S7-200PLC之间的通讯,由此增强了系统的扩展能力[6];运用Modbus通讯协议把在线分析仪、气体报警器、温度传感器、压力传感器、气体流量计等其他控制器的有关信息集中送入AI模块,再通过CPU进行数据分析处理,发出控制动作信号,实现监测及控制设备,从而实现整个通讯系统控制功能。
此外,系统通过二次开发升级,将借助移动通讯网络进行联网和数据传输,通过开发网页及移动客户端APP,以网页及APP登录或者信息收发的形式,实现对操作现场的远程监控。
4 移动式膜法提纯沼气生产生物天然气装置PLC监控系统功能
WinCC组态软件通过I/O驱动程序从现场I/O设备获得实时数据,接收的数据一方面以图形的方式直观地显示在计算机屏幕上,另一方面按照组态要求和操作人员的指令将控制数据送给I/O设备,对执行机构实施控制或调整控制参数,对要求存储的采集量存储历史数据,对历史数据检索请示给予响应。当有异常情况发生时,系统会发出报警来提示工作人员进行相应的措施。由WinCC组态软件结合西门子S7-300设备,可以在WinCC组态界面下完成以下几方面的任务。
(1)参数设定和通信功能。包括控制参数设定、间接参数计算及离线参数输入等的设定,实现上位机与下位机之间数据传输的通讯功能。
(2)实时运行参数监测及显示。组态软件实时采集生产过程中设备运行状态及参数,采用图形、报表的形式显示系统的实时运行情况。当前管道压力值、温度值、膜内压力值、流量值等动态的显示在WinCC组态界面上,便于监控生产,查看生产现场的实时数据和流程画面,实现了生产过程的实时管理和系统的可视化,为优化工艺控制提供理论支撑。
(3)监督报警功能。当实际测量值超出其用户设定的限值范围时,自动给出报警信息。
(4)实时过程控制。设置好系统的各个参数,系统自动完成过程控制,或由操作员根据实际环境的情况来加以控制。在保证系统的控制自动化的同时,应保留手动控制以备用及进行调试该控制系统。
(5)查询、打印任意时间段的历史数据。WinCC组态软件将实时监测数据存储于实时数据数据库中,结合图形界面提供浏览各个历史曲线显示功能,并生成历史生产报表可随时打印。
5 结语
鉴于移动式膜法提纯沼气生产生物天然气工业装置特点及石化领域行业标准,运用西门子S7-300PLC,设计移动式膜法提纯沼气生产生物天然气装置PLC控制系统,操控稳定、运行效果安全、适应性强。另外还很好地实现了监控整个工艺生产现场运行状况,进行数据采集及传输,实现故障报警的功能,为工艺装置的运行提供完善的数据支撑和系统保障,达到了设计预期。
参考文献:
[1]边春元,任双艳,满永奎,等.S7-300/400PLC实用开发[M].北京:機械工业出版社,2007:472~473.
[2]西门子.西门子S7-300可编程控制器选型手册[EB/OL].西门子官网,2011.
[3]西门子.西门子S7-300可编程控制器编程手册[EB/OL].西门子官网,2013.
[4]西门子.西门子Wincc编程手册[EB/OL].西门子官网,2010.
[5]郑 晟.现代可编程序控制器原理与应用[M].北京:科学出版社,2000.
[6]胡 健.西门子S7-300PLC应用教程[M].北京:机械工业出版社,2007:23~49.
[7]廖常初.PLC编程及应用[M].3版.北京:机械工业出版社,2008.
[8]傅成华,王 军.自动控制原理[M].重庆:重庆大学出版社,2003.
[9]刘元扬.自动检测和过程控制[M].北京:冶金工业出版社,2009.
[10]陶永华.新型PID控制及其应用[M].北京:机械工业出版社,2002.
Application of PLC in Biogas Purification with Mobile Membrane
Methodin Natural Gas Engineering
Zhang Songlin1,2,Liu Tiesheng3,Tan Haijun3,Li Yeqing2,4,Zhang Yunlong1,Zhou Hongjun2,4
(1.China University of Petroleum - Beijing Institute of New Energy Co., Ltd.,Beijing 102200,China;
2.Beijing Key Laboratory of Biogas High Value Utilization, Beijing 102249,China;
3.Beijing Junshilanda Technology Co.,Ltd.Beijing 102200,China;
4.China University of Petroleum, Beijing 102249,China)
Abstract: With the development of automatic and intelligence, automation control technology has been applied in various industries. Among them, the automatic control system using in the application of membrane biogas purification device will become a new bright spot. Traditional biogas purification process has a low production efficiency and production safety coefficient, and production device with PLC control, can greatly improve the efficiency of production and safety in production. Therefore, mobile membrane biogas purification device which produces natural gasis designed to be modular and intelligent is easy to install, operate and monitor. Purification device control system can be in cooperation with various detection sensor for real-time monitoring of biogas purification process and on the basis of the testing data to control the process equipment; System throughPROFIBUS field bus to realize PLC unit communications equipment and automatic control system and the module of communication, using MPI, Modous RTU communication protocol implementation of PLC and PC communications system.
Key words: biogas purification; membrane separation; PLC; mobile device;biological gas
