机械厂电镀废水治理工艺改造工程实例分析
2017-03-23尹发平赵卫星
尹发平+赵卫星


摘要:指出了某机械公司现有电镀废水治理工艺落后,出水难以实现稳定达标排放,结合该厂的实际情况,对现有工艺进行了改造,采用铬水处理系统、氰水处理系统、综合水处理系统、生化处理系统、回用水系统进行分类处理。半年的实际运行结果表明:整套工艺运行平稳,出水各项指标可以达到《电镀污染物排放标准》(GB21900-2008)的排放要求。
关键词:电镀废水;治理工程;水处理系统
1 引言
电镀行业是当今全球三大污染工业之一[1,2],电镀废水含有铬、锌等重金属及氰化物等多种污染物,水质复杂,其毒性强、危害性大,对生态环境及人类健康将产生巨大的影响[3,4]。近年来,国家对电镀行业清洁生产水平不断提出新要求[5],相关环保法规逐步完善,电镀废水治理的重要性已经得到业主、环保部门的高度重视。
某机械厂现有电镀废水处理系统处理后的排水污染物指标无法稳定达到环保要求,对所在地的水环境造成了不良影响,为此,针对现有污水处理设施进行整改,使处理后的出水达到了《电镀污染物排放标准》(GB21900-2008)排放标准的要求。
2 现有工艺及存在的问题
2.1 原水水质
该机械厂总水量为24 m3/d。对原水进行2 d现场采样并化验分析,其主要污染成份如表1所示。经与业主的沟通及现场考察,该公司生产过程中无铜、镍等金属,故未检测铜、镍等浓度。由表1可知,出水指标中除氨氮、SS外,总铬、六价铬、总氰化物等其余指标全部超标。
2.2 原有工艺
现有的电镀废水处理工艺见图1,主要存在以下几点问题:①铬水处理系统没有沉淀系统,完全靠过滤去除沉淀,容易造成堵塞,且无法稳定将絮体过滤去除。②综合水的三种药剂的加药点都在管道上,且离的很近,其中,碱液会对PAM的水解造成影响,所以导致综合水反应池中的絮凝效果很差,絮凝沉淀后的水浑浊不清澈。③综合水反应池只有一个,pH调节和混凝全在一个池中,反应效果不好,导致沉淀出水浑浊,造成砂滤、碳滤容易污堵。④反渗透的浓水直接排放。因为反渗透的浓水中污染物的浓度是反渗透原水浓度的3倍(按反渗透回收率70%计),所以,直接排放极易超标。⑤处理工艺中没有CODcr的去除工艺和总磷的去除工艺。⑥经过对现场电镀设施的观察,电镀时产生的地面水(跑、冒、滴、漏到地面的电镀废水以及地面清洗水)全部流入综合废水调节池,地面水为混排废水,会含有六价铬、氰化物等污染物。而在综合废水中没有铬、氰的处理工艺,所以,排放水铬、氰很容易超标。
3 整改方案及效果
3.1 改造工艺
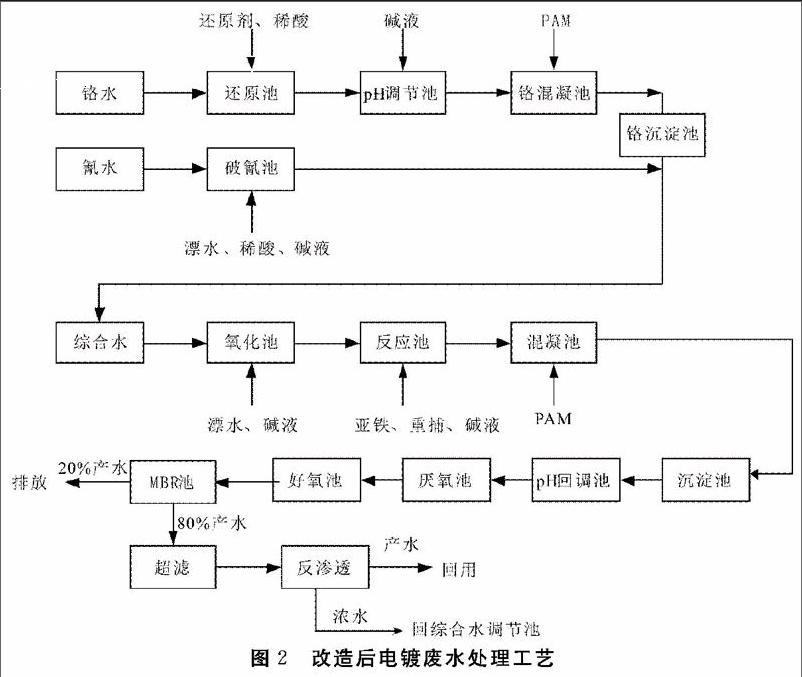
针对现有处理设施存在的问题,设计了改造后电镀废水处理(图2)。
3.1.1 铬水处理系统
含铬电镀废水中,铬离子主要以六价铬的形式存在,其毒性很大,而三价铬离子的毒性明显降低,因此采用化学还原法,将六价铬还原为三价铬,然后用碱沉淀生成氢氧化铬沉淀而去除。因其为一类污染物,需处理达标后经铬排放口,再排入综合废水调节池。六价铬的还原反应在酸性条件下反应较快,一般要求pH值<4,通常pH值控制在2.5~3。常用的还原剂有:焦亚硫酸钠、亚硫酸钠、亚硫酸氢钠、二氧化硫、硫代硫酸钠等,铬(以焦亚硫酸钠为例)的还原反应原理如下:
还原以后的Cr3+在pH值为7~10时,
Cr2(SO4)3+6NaOH2Cr(OH)3↓ + 3Na2SO4,
整改方案中,铬水收集后,通过水泵提升至还原反应池,在池中通过pH值和ORP仪表自动控制投加稀酸和还原剂,将水中的六价铬还原为三价铬;然后在pH值调节池中,通过pH仪表自动控制投加碱液,调节废水的pH值在9左右,使水中的三价铬形成氢氧化铬的微小絮体;在铬混凝池中,投加PAM,使微小絮体形成为大的矾花;进入铬沉淀池,经过固液分离,上清液通过铬水排放口流入综合水调节池,与其他废水一起进行再处理。
3.1.2 氰水处理系统
该废水采用传统的两级破氰处理工艺,碱性氯化法破氰分二个阶段:第一阶段是将氰氧化成氰酸盐,即“不完全氧化”。CN-与OCl-反应首先生成CNCl,CNCl水解成CNO-的反应速度取决于pH值、温度和有效氯的浓度。pH值越高,水温越高,有效氯浓度越高则水解的速度越快,而且在酸性条件下CNCl极易挥发,所以操作时必须严格控制pH值。第二阶段是将氰酸盐进一步氧化分解成二氧化碳和氮气,即“完全氧化”。整改方案中,氰水收集后,通过水泵提升至氧化池,通过池中的pH和ORP仪表自动控制投加碱液、稀酸和氧化剂,将废水中的氰化物,氧化为无害的氮气和二氧化碳。然后排入综合水调节池,与其他废水一起进行再处理。
3.1.3 综合水物化处理系统
综合废水收集后,通过水泵提升至氧化池,在池中通过pH和ORP仪表自动控制投加碱液和氧化剂,一方面将废水中可能混排的氰化物氧化去除,将废水中的氨氮氧化为氮气,另一方面,将废水可能存在的重金属络合态破坏,成为游离态的重金属,从而形成氢氧化物的沉淀;在反应池中,透过pH和ORP自动控制投加碱液和硫酸亚铁,一方面将水中可能混有的六价铬还原为三价鉻,另一方面,将水中多余的余氯还原,同时还可增大混凝的效果,可根据情况,适当补加少量的重金属捕捉剂,将重金属离子去除的更彻底;在混凝池中,投加适量的PAM至形成大的矾花;通过综合水沉淀池的固液分离,出水上清液在pH回调池中,通过仪表自动控制投加稀酸,将废水的pH值控制在7左右。
3.1.4 生化处理系统
pH值回调池出水进入生化处理系统,经过厌氧、好氧等处理工序以降解废水中的CODcr。生物法是最基本的去除有机物的方法,同时也是最为经济的方法。基本可分为厌氧生物处理和好氧生物处理。厌氧生物处理法用于处理有机物结构复杂、难生化处理的废水,其主要目的不是降低CODcr,而是提高废水可生化性,为后续好氧工艺阶段进一步降低CODcr奠定基础。经厌氧生物处理后废水中存在的各种有机物,主要以CH4等易降解的有机污染物为主,在好氧处理阶段可以作为微生物营养源,经一系列生化反应,释放能量,最终以无机物质稳定下来,达到去除废水CODcr的目的,实现废水的无害化。
經过物化处理工艺后,该废水中的CODcr含量在200~300 mg/L左右。由于工业废水的可生化性较差,且水质水量的波动较大,因此,设计方案采用接触厌氧池+接触好氧池的处理工艺,即通过在厌氧池中安装弹性填料,好氧池中安装组合填料,为微生物生长提供附着物,提高生化系统适应水质水量突然变化而造成冲击负荷的能力。接触厌氧池停留时间5h,接触好氧池停留时间10h。
3.1.5 回用水系统
回用系统采用MBR+超滤+RO反渗透的处理工艺。MBR膜丝多为0.1~0.4 μm,可过滤掉水中几乎所有的悬浮物和大部分细菌,过滤出水直接作为超滤的原水,可省去超滤前的砂滤罐、炭滤,袋式过滤器等:超滤膜孔径采用0.01 μmPVDF膜,对MBR出水进行再次过滤,过滤掉水中的大分子有机物和残留的细菌、病毒和胶体,对RO反渗透系统起到进一步的保护;RO反渗透的过滤精度为0.0001 μm[6],可以去除水中90%以上的溶解盐类及99%以上的胶体、微生物、有机物等,其产水可直接回用生产线。
3.2 出水水质
经过半年的运行实践发现整体工艺运行平稳,CODcr出水浓度在45 mg/L以下,总铬出水浓度低于0.3 mg/L,六价铬出水浓度低于0.08 mg/L,总氰化物出水浓度低于0.1 mg/L,总磷出水浓度在0.4 mg/L以下,各项出水水质可实现稳定达标排放。
4 结论
经过对原有废水处理工艺的改造,根据不同废水的性质采用分类收集处理,有效降低了废水的处理成本。该机械厂电镀废水既实现了废水的稳定达标排放,又提升了企业的社会形象。同时,该工艺的成功运行,为同类电镀废水企业提供了参考,具有一定的借鉴意义。
参考文献:
[1]左 鸣. 电镀废水处理工艺优化研究[D]. 广州:华南理工大学,2012.
[2]王亚东,张林生. 电镀废水处理技术的研究进展[J]. 安全与环境工程,2008,15(3):69~72.
[3]胡卫强.浅谈电镀废水治理[J]. 广东化工,2013,11(12):22~24.
[4]黄仙花,方谨继. 青田县某企业电镀废水处理系统改造工程实例分析治理[J]. 科技创新导报,2013(18):115~117.
[5]王磊,脱培植,时旋等. 电镀废水深度处理实用工艺研究[J]. 山东化工,2011,40(13):65~67.
[6]李尊. 电镀废水治理方案分析研究[J]. 环境科学与管理,2014,39(12):116~118.
Engineering Case Analysis of Electroplating Wastewater Treatment Process
Improvement in a Machinery Plant
Yin Faping, Zhao Weixing
(Guangdong Institute of Engineering Technology, Guangzhou,Guangdong 510440,China)
Abstract: This paper pointed out thatthe existing polluted water treatment technology and system on then galvanization process of a certain company which manufactures machinery are not yet fully developed thus we failed to achieve the target of an effective and correctly installed sewage system. To correct and update the current technology and system for the realization of the companys vision, we applied the system of chromium water treatment, cyanide water treatment, integrated water treatment, biochemistry treatment, and water recycle system to distribute and deal with them respectively. Thehalf-yearactualrunning showed that the whole system works and runs smoothly,reaching the target of all data within the emission requirements of
Key words: electroplating wastewater; treatmentengineering;water treatment system
