欧陆2704温控仪表在高温真空烧结炉中的应用
2017-03-17涂昌银杨勇陈志
涂昌银 杨勇 陈志


摘 要:随着真空烧结技术的发展,对高温真空烧结炉控温工艺要求越来越高,高精度2704温控仪表在高温真空烧结炉控制系统中得到了广泛应用。主要介紹了2704温控仪表信号输入、控制输出、PID参数、伺服启动及报警的设置及使用后的效果。
关键词:PID;冶金制备技术;陶瓷;温控仪
中图分类号:TQ054.4 文献标识码:A DOI:10.15913/j.cnki.kjycx.2017.03.150
真空烧结作为一种传统粉末冶金制备技术,在合金、陶瓷等材料的烧结与热处理中应用非常广泛。在真空烧结过程中,温度是影响粉体原子扩散、粉末中间层原子扩散、粉体或块体塑性变形的至关重要的参数,准确地测量和有效地控制温度是实现烧结致密化、去除材料内热应力的重要条件。因此,有效采用各种高精度的温控仪来控制与调节烧结炉的温度成为了非常重要的一个环节。欧陆2704温控仪表是一种模块化的可自由组态的高精度、高性能的温度及过程控制器,可以实现单、双或三回路控制。每个回路都有独立的PID控制,且各回路之间可以相互关联、协调及进行各种复杂的控制。其特点是程序给定器最多可以存储50个程序,软、硬件采用模块化结构,有可定义的多种输入类型,包括热偶、热电阻、多种电压和电流等过程输入信号,每一回路的控制方式可以定义PID、on/Off或阀门位置控制,具有PID自整定和自适应功能。以上这些特点为高温真空烧结炉温度控制提供了可靠的保障。
本文结合顶立ZJ8004D真空烧结炉结构(高温烧结、三区控制加热)的性能特点、烧结处理材料的物性特征和温度控制精度要求(温差±1 ℃)、对2704温控仪表特点的认识,设置、调节了信号输入、控制输出、PID参数、伺服启动及报警等参数,并检验了这些参数设置前后的应用效果。
1 2704温控仪表控温参数的设置
1.1 输入信号
顶立ZJ8004D高温真空烧结炉采用铂铑30/铂铑6(B型)铠装热电偶控制,该热电偶长期最高使用温度为1 600 ℃,短期最高使用温度为1 800 ℃。配备的2704温控仪表有热电偶、铂电阻、红外高温计及电压(0~10 V)或毫安(4~20 mA)等信号输入选项。该2704温控仪表有3个回路对高温真空烧结炉三区进行控制,2704有3个输入模块,标准输入I/O(STANDARDI/O)、模块输入I/O(Module 3A、Module 6A)。在设置参数之前必须先说明,2704控温仪表的软连线(用户连线)用于模块间的连接。通常在任何一个功能块中至少要有一个输入和一个输出。输入参数用来指定输入数据的来源,定义这个输入来源就是将前一个模块的输出连接到本模块的软连线。输出参数通常通过软连线传送到下一模块的输入源。3个输入模块的输入参数设置如图1所示。
1.2 控制输出
烧结炉控制原理如图2所示。该高温烧结炉采用晶闸管调压器与电炉变压器形成一个输出回路,晶闸管调压器控制信号有0~5 V、4~20 mA等信号,此高温烧结炉晶闸管调压器采用4~20 mA控制信号。
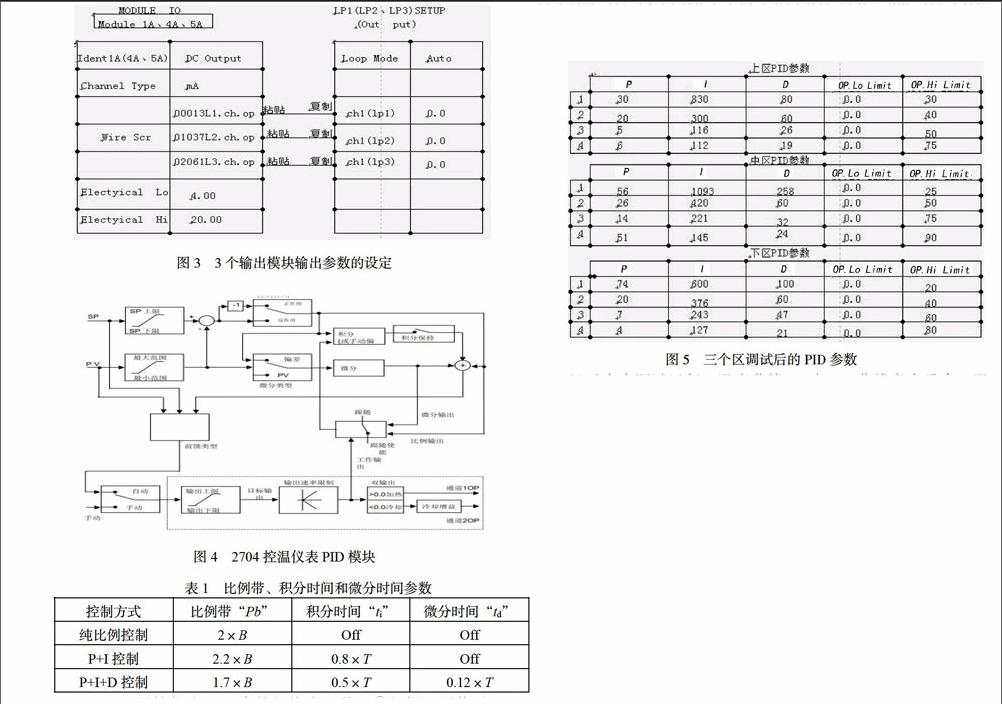
图3中为3个回路LP1、LP2、LP3复制地址[ch1(1p1)、ch1(1p2)、ch1(1p3)]到3个输出模块Module1A、Module4A、Module5A的粘贴,从而构成3个输出回路,由1A、1B、4A、4B、5A、5B端子输出4~20 mA控制功率控制器,最终控制变压器输出加热电流,从而控制高温烧结炉的温度,达到控制温度的目的。
1.3 PID参数设定
PID控制器有3个参数,即比例系数KP、积分时间TI、和微分时间Td,其设定数值的大小决定了比例、积分和微分控制作用的强弱,直接影响了PID控制器的控制性能。高温烧结炉维修人员了解PID参数的设定是必要的,当控制效果不能满足控制要求时,可重新设定PID参数。2704控温仪表PID模块如图4所示。
在应用过程中,因某种原因不能进行自整定或自整定的结果不满意。比如,为了防止大电流损坏变压器或功率控制器高温烧结炉而不允许自整定。本研究则采用手工整定,采用了临界比例带法来控制温度,步骤为:①设置积分时间和微分时间为“Off”。②设置高过冲抑制和低过冲抑制为“Auto”。③不考虑实际温度是否与设定值相等;④如果温度稳定,则减小比例带,直至温度开始振荡;如果温度已经开始振荡,则增加比例带,直至停止振荡。每次改变比例带后要留有足够的时间来观察回路的反应,并记录此时的比例带数值(用“B”表示)和振荡的周期时间(用“T”表示)。④按照表1计算出比例带、积分时间和微分时间等参数的数值。
2704温控仪表PID参数切换有5种:①根据显示值(PV)大小进行切换;②根据设定值(SP)大小进行切换;③根据偏差(Error)大小进行切换;④根据控制输出值(OP)大小进行切换;⑤根据数字输入或数字通信输入值(Set)进行切换。
根据PV切换,3个回路切换的PV值为:①LP1回路(上区)的PID1为0~300 ℃,PID2为300~800 ℃,PID3为800~1 100 ℃,PID4为1 100 ℃;②LP2回路(中区)的PID1为0~350 ℃,PID2为300~800 ℃,PID3为800~1 200 ℃,PID4为1 200 ℃;LP3回路(下区)的PID1为0~300 ℃,PID2为300~800 ℃,PID3为800~1 200 ℃,PID4为1 200 ℃。
手工整定的参数如图5所示。
经过多次调试运行,温度曲线PV与SV曲线完全重合,温度控制性能好,控制精度高,PID参数满足工艺要求。
1.4 PV伺服启动(Servo)
当程序开始运行时,设定值可以从设定值(SV)或当前的过程值(PV)开始运行。无论采用哪个作为起始点,均称为伺服点,可在程序中设置。通常情况下,是由伺服到过程值(PV)的,因为这样可以使启动比较平滑,并减少对过程的冲击(适合温度控制);如果为了保证第一段的时间周期准确,可由伺服到设定值(SV)。
2704温度控制器启动时,一般是从程序设置的起始点开始运行(起始点由工艺参数決定),而实际上当前温度实际值大多数情况下都大于设定的起始点。如果从程序设置的起始点开始,需要经过一段时间才能执行与当前的温度值一致,浪费了时间。而利用PV伺服启动可解决这一问题,PV伺服启动也适合当设备出现故障重新运行程序时,程序根据实际温度(PV)伺服运行,这样无需重新设定程序,启动比较平滑,并能减少对过程的冲击,控制精度高。
2704控温仪表在程序设定的软连线中【PROGRAM EDIT(wiring Page)】,PSP1复位值信号源(00001为LP1 PV、01025为LP2 PV、02049为LP3 PV),3个复位信号源是3个回路的PV值,PSP1信号源也可设为3个回路的SV值,因为PSP1复位信号源决定程序开始的条件。将其连接到SP,则程序从当前SP值开始运行;将其连接到PV,则程序从当前的PV值开始运行。被连接来的信号源的数值就是程序开始时的输出值,选用3个回路PV信号源中的任意一个就可实现PV伺服启动。
1.5 报警设置
报警是指温度控制器满足或超过预设条件时,输出控制信号或向操作者发出的警示信息。通常用来控制某一输出(一般是继电器输出)的开或关,使控制装置互锁,达到保护设备和提供报警信息的目的。
2704控温仪表中的报警分为多种,报警组有Loop Alarms(回路报警)、PV Input Alarms(PV输入报警)、Analogue Input Alarms(模拟输入报警)、Module Alarms(模块报警)、User Alarms(用户自定义报警)。
报警组中又分为Full Scale Low(下限报警)、Full Scale High(高限报警)、Deviation Band(偏差带报警)、Deviation High(上偏差报警)、Deviation Low(下偏差报警)、Rate of Change(变化率报警)。
本文主要介绍用户自定义报警,如图6所示。
图6中对LP2回路高限报警进行了设置,报警温度为1 500 ℃,复制地址为“Output”,并将此地址粘贴到标准I/O模块(STANDARD IO)的Relay AA继电器。通过继电器AA(触点AA和AB)输出数字信号,从而触发报警信号(此信号通过PLC输入去触发报警程序),达到保护设备和提示报警信息的目的。
2 欧陆2704控温仪表使用后的效果
高温真空烧结炉的温度控制非常严格,控制温度对烧结产品的影响非常大,越来越多的高温真空烧结炉都使用精度高的
进口温控仪表,比如欧陆2704、欧陆3500系列、岛电FP21、FP23、FP93等。所以,此次用欧陆2704控温仪表控制顶立ZJ8004D高温真空烧结炉,通过试验调试,控温曲线平滑,控制精度高,完全达到了烧结工艺的要求,使用了60多炉,烧结的产品无任何质量问题,收到了较好的效果。
3 应用体会
欧陆2704温控仪表是一种模块化的可自由组态的高精度、高性能的温度及过程控制器,采用了模块化设计,便于扩展。其可与RS485通讯,适合各种大型高温真空烧结炉控制系统。
参考文献
[1]张凯军,吕黎.WT80S温控仪在真空炉温控系统技术改造中的应用[J].电子机械工程,2009,25(04).
[2]余顺园.快速电阻烧结温度曲线实时采集记录系统[J].中国新技术新产品,2011(20).
〔编辑:张思楠〕
