2205/1Cr18Ni9Ti钎焊接头组织结构及扩散过程分析
2017-03-08吴文杰张万欣胡亚真
吴文杰,张万欣,胡亚真
(西安航天发动机厂,陕西西安710100)
2205/1Cr18Ni9Ti钎焊接头组织结构及扩散过程分析
吴文杰,张万欣,胡亚真
(西安航天发动机厂,陕西西安710100)
对新型双相不锈钢2205与奥氏体不锈钢1Cr18Ni9Ti进行钎焊性试验。通过设计波纹板结构模盒,模盒爆破强度试验,开展钎焊接头微观组织结构分析,钎焊接头元素扩散行为及其影响分析,钎焊接头元素扩散能力计算分析,结果认为2205与1Cr18Ni9Ti钎焊可形成结合强度优良的钎焊接头。
2205不锈钢;模盒试验;组织结构分析;钎焊接头
0 引言
新 型 不 锈 钢 2205名 义 牌 号 022Cr22 Ni5Mo3N,目前在我国船舶、化工等领域已是应用比较普遍的双相不锈钢品种[1-2]。2205属超低碳双相不锈钢,在保证优良力学性能及抗腐蚀性能的同时,不加入Ti元素,从而避免了Ti(C,N)类夹杂物在钢中聚集分布的可能性。1Cr18Ni9Ti属奥氏体不锈钢,是目前应用较为普遍的不锈钢之一[3-4]。本试验设计波纹板结构模盒[5-6],使用2205作为盖板材料,与1Cr18Ni9Ti制作的波纹板、底板进行模盒钎焊试验。通过模盒爆破强度试验并开展钎焊接头微观组织结构分析,钎焊接头各元素扩散行为及其对接头组织性能的影响分析,接头主要元素相互扩散能力计算分析等,研究2205与1Cr18Ni9Ti波纹板结构的钎焊性。
1 试验方案设计
盖板选用壁厚2 mm的2205板材,波纹板与1 mm厚底板选用1Cr18Ni9Ti板材,装配结构如图1所示,钎焊接头选用δ0.12 mm的1#合金带材作为钎焊料。采用真空钎焊方法,钎焊温度1 100℃,保温25 min。X光无损检查焊后钎料漫流填充情况,钎焊后模盒通过液压爆破试验考核钎焊接头的连接强度。试验件共计10件。模盒所用原材料化学成分见表1。
爆破试验使用M700-41型试验机,焊接接头微观结构观察使用德国徕卡LEICA MEF4M型金相显微镜,接头元素浓度分布分析使用牛津OXFORD6647型能谱仪。
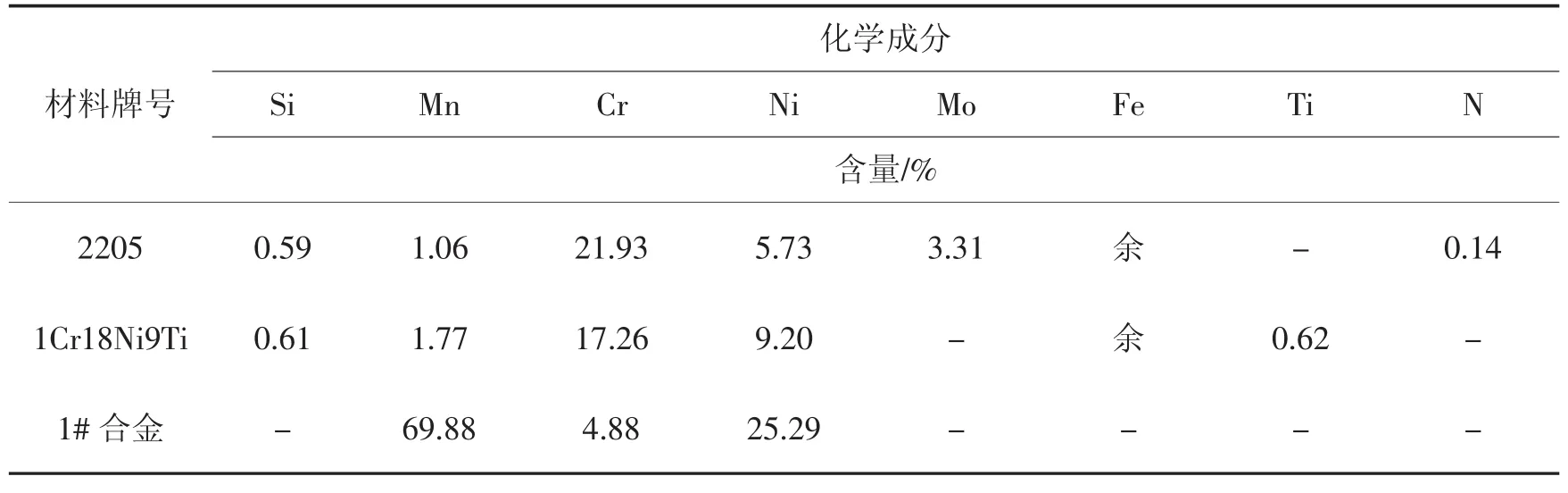
表1 模盒试验件所用原材料化学成分Tab.1 Chemical composition of raw material used by box specimen
2 试验结果及分析
2.1 钎焊模盒液压爆破试验结果及分析
10件钎焊模盒X光检查均未发现未焊上现象,液压爆破试验爆破压强范围50~56 MPa,平均爆破压强53.1 MPa,大于工艺规定的50 MPa爆破值要求。爆破后模盒形貌如图2所示。从模盒爆破断口观察,爆破鼓起均为1Cr18Ni9Ti底板侧,且大部分断口位于波纹板基体,2205侧钎焊接头则连接牢固。底板鼓起是由于1Cr18Ni9Ti壁厚较薄,但大部分从波纹板基体撕裂现象证明,钎缝连接强度高于波纹板基体强度。由此可见2205盖板与1Cr18Ni9Ti波纹板通过1#合金钎焊可形成结合强度优良的钎焊接头。
2.2 钎焊接头微观组织结构分析
10件爆破模盒2205盖板与1Cr18Ni9Ti波纹板侧钎焊接头均未发生鼓起开裂现象,本试验仅对2205与1Cr18Ni9Ti钎焊接头微观组织结构进行分析。金相观察,钎焊缝钎料填充饱满,钎角钎料堆积较为充足,钎焊缝宽度 40 μm至50 μm,钎焊缝整体形貌如图3(a)所示。
2205侧基体经过钎焊高温后,在靠近钎缝0.3 mm宽度范围内铁素体晶粒迅速粗化,而奥氏体相(γ)相应减少。根据双相不锈钢相变特点,γ相在高温是不稳定的,随着加热温度的升高,铁素体相逐渐增多,甚至有γ相消失的现象。但本试验铁素体长大仅在靠近钎缝附近0.3 mm范围内,该区域γ相含量仅在25%水平,而远离焊缝的基体则维持着基本的相比例平衡,奥氏体及铁素体含量各占50%,这种现象显然与钎焊缝1#合金钎料的扩散作用密切相关。1#合金作为Mn基钎料,虽然Mn和Ni元素是奥氏体稳定元素,但其在2205基体的扩散作用并不足以阻止铁素体晶粒长大,相反元素强烈的互扩散作用所引起的浓度起伏,促进了两类稳定元素的再分布,提供了铁素体晶界扩长的相变驱动力,因此会出现在钎缝附近铁素体的长大增多现象。在铁素体晶界,可看到奥氏体呈不规则形态向铁素体晶粒内生长,这主要是高温冷却过程中形成的二次奥氏体γ2。大量研究表明[7-10],过大比例的铁素体,尤其是γ相比例低于20%时,会降低双相钢基体的韧塑性能以及抗腐蚀能力,本试验奥氏体含量在25%,基本满足相比例控制要求。
1Cr18Ni9Ti波纹板侧在距钎缝0.1 mm范围内形成细晶区,这主要是因为钎焊升温过程中,伴随钎料Mn和Ni元素向1Cr18Ni9Ti基体的扩散,大量γ相重新形核并长大,但在扩散成分的阻碍作用下,同时钎焊过程提供晶粒长大所需热能不足,重新奥氏体化的晶粒形成一层相对于基体的细晶区,如图3(b)所示。根据奥氏体不锈钢特点,细晶奥氏体对材料基体韧性有利,因此1Cr18Ni9Ti侧的组织相对较为理想。
2.3 钎焊接头元素分布及影响分析
由钎焊接头基体及钎料主要元素能谱线扫描结果可知,钎缝中Mn和Ni元素均已向两侧基体扩散,但主要仍分布于钎缝中。2205侧Mo元素向钎焊缝有一定程度的扩散。Cr和Fe元素由于在两侧基体浓度均高于在钎料中的浓度,所以发生由两侧基体向钎缝中扩散现象,但扩散浓度仍低于两侧基体。
为定量分析钎焊缝及两侧近距离元素浓度分布规律及其影响,用能谱点扫描分析10个点的元素浓度,点间隔为8.4 μm,10点分布情况如图4所示,其中1至3点位于2205侧,4至7点位于钎缝,8至10点位于1Cr18Ni9Ti侧。由定量分析结果可知,经历高温扩散过程后,2205侧基体各元素分布浓度仍遵循两相分布规律,Cr、Ni元素在2205侧基体浓度存在起伏,引起了α与γ相重新分布的变化,图4中1点Cr和Ni含量分别为20.16%和7.10%,与γ相成分一致;而2点Cr和Ni含量分别为23.62%和5.54%,与α相成分一致,3点与2点相同。同时因为Mn和Mo元素在两相中的溶解度不同,也存在相同的浓度分布规律,即1点浓度Mn高Mo低,2点和3点浓度Mn低Mo高。钎缝内元素扩散后,主成分 Mn被 Fe元素取代,Fe浓度最高达到53.62%,同时Cr向钎缝中也有大量扩散,最高浓度达到14.90%,Mn浓度大幅下降,Ni浓度下降幅度不大,随着Ni、Cr元素在钎缝中总体比重增大,同时微量Mo元素的进入,可显著提高钎焊缝的抗腐蚀性能。在钎缝中心因为Mn元素的扩散作用,在原位形成细微空穴,将成为应力条件下裂纹扩展的源区。在波纹板1Cr18Ni9Ti侧,Mn、Ni元素与γ-Fe无限互溶,在以奥氏体为基体的1Cr18Ni9Ti中扩散则比较容易,浓度相对较高,同时在扩散过程中为γ相重新形核长大提供条件,促使靠近钎缝区域基体形成奥氏体细晶区,有利于提高材料基体的韧性性能。
2.4 钎焊过程元素扩散能力的计算
2.4.1 扩散系数求解模型建立
为反映在本试验钎焊高温条件下,钎焊接头主要元素的相互扩散能力,根据金属学原理定量计算主要元素扩散系数,以便于今后对钎焊参数下主要元素扩散程度进行预测。扩散系数求解数学模型是根据经典A·Fick扩散第二定律:,为求解方便,认为与扩散物质浓度无关,通常作为常数处理。详细推导过程不再敖述,利用边界条件和初始条件可得(1)式:
式中:C1为基体某一元素含量;C2为扩散元素初始时刻初始位置含量。
假设各元素扩散互不影响,引入中间变量后,利用误差函数 表查出β值,进一步计算出某点扩散系数D值,其中t=1 500 s。
2.4.2 Mn元素扩散系数的计算与分析
Mn作为钎料主要元素,钎焊后在钎缝中浓度大幅下降,虽然两侧基体中Mn浓度并不高,但其仍作为主要扩散元素对两侧基体产生影响,因此有必要对其扩散系数进行计算。用能谱点扫描分析2205侧和1Cr18Ni9Ti侧各20个点元素浓度,能谱点间距分别为 2205侧 26.6 μm,1Cr18Ni9Ti侧24.9 μm,以焊缝中心为原点建立一维坐标系。根据能谱定量分析结果得出各点Mn元素实测C值,由(1)式计算出在每个点的扩散系数,然后求出扩散系数平均值DMn,其中2205侧基体C1=1.06%,C2=69.88%;1Cr18Ni9Ti侧基体C1=1.77%,C2=69.88%。利用得到的DMn值再根据(1)式求解出Mn元素在各点浓度的计算值,并与实测值进行比较,分析求解的扩散系数DMn的拟合性。
通过计算的得出Mn在两侧基体的平均扩散系数为DMn-2205=4.30×10-8cm2/s,DMn-1Cr18Ni9Ti=4.65× 10-8cm2/s。利用扩散系数DMn计算得出的Mn元素在2205基体和1Cr18Ni9Ti基体分布浓度与实测值比较图如图5~6所示。
由图5和图6 Mn元素浓度计算值与实测值比较可知,在靠近钎缝中心约100 μm范围内,Mn元素浓度的吻合性较差,尤其距离钎缝越近差异性越大,造成这种差异的原因一是由于实际D值往往是随浓度变化的,求解过程中发现距离钎缝越远处D值越大。二是测试点的随机性,会导致越靠近焊缝位置,所用数据偏离实际越多。但从元素扩散深度比较,两者吻合性较好,从焊接工艺预测方面考虑,虽然成分浓度有一定误差,但也可在一定程度上反映出钎料元素扩散情况,扩散系数与钎焊温度、时间均有密切关系,对扩散不充分、求解的扩散系数低于本试验所得数值情况下,则需确认扩散温度与时间是否在要求范围之内、或者真空度等其他引起的扩散系数降低的因素,扩散系数的求解对工艺改进仍具有指导作用。
3 结论
1)试验模盒钎缝钎料填充饱满,液压爆破平均压强53.1 MPa,2205盖板与1Cr18Ni9Ti波纹板通过1#合金钎焊可形成结合强度优良的钎焊接头。
2)钎焊接头2205侧基体靠近钎缝0.3 mm范围内铁素体长大,相含量占比75%;1Cr18Ni9Ti侧基体靠近钎缝0.1 mm范围形成一层奥氏体细晶区,有利于提高波纹板韧性。
3)钎焊扩散规律为Mn和Ni向两侧基体扩散,Fe,Cr和Mo向钎缝扩散;钎缝内元素扩散后,主成分Mn被Fe取代,Ni,Cr和Mo在钎缝中总体比重增大,可提高抗腐蚀性能。Mn和Ni向1Cr18Ni9Ti中扩散促进了奥氏体细晶的形核。
4)本试验条件下Mn元素扩散系数求解为DMn-2205=4.30×10-8cm2/s,DMn-1Cr18Ni9Ti=4.65×10-8cm2/s,可一定程度上反映出钎料扩散情况,对工艺改进具有指导作用。
[1]干勇,田志凌.钢铁材料工程 [M].北京:化学工业出版社,2006.
[2]余明辉,王晋宝,游江,等.2205双相不锈钢的焊接工艺研究综述[J].中国水运,2012,12(9):79-81.
[3]晁代义,核电用2205双相不锈钢组织与性能的研究[D].烟台:烟台大学,2013.
[4]李吉承.2205双相不锈钢焊接接头组织与耐蚀性研究[D].辽宁:辽宁石油大学,2010.
[5]单黎波,金作花,贺云龙,等.液体火箭发动机钎焊、扩散焊质量检测技术研究[J].火箭推进,2009,35(6):47-51. SHAN Libo,JIN Zuohua,HE Yunlong.Testing techniques of brazing and diffusion welding quality of liquid rocket engine[J].Journal of rocket propulsion,2009,35(6):47-51.
[6]李薇.钢-钢钎焊件冷却通道防堵塞工艺[J].火箭推进, 2010,36(6):42-45. LI Wei.Anti-blocking technics of cooling channels of steel-steel brazed components[J].Journal of rocket propulsion,2010,36(6):42-45.
[7]杨卓越.1Cr21Ni5Ti双相不锈钢相变及脆化倾向性研究[D].北京:钢铁研究总院,2004.
[8]李继红,唐江,张敏.固溶处理对2205双相不锈钢焊接接头组织与性能的影响[J].金属热处理,2013,8(7):13-16.
[9]李为卫,高荣,吉玲康,等.线能量对2205双相不锈钢焊缝及热影响区组织的影响[J].热加工工艺,2007,36(3):7-9.
[10]张帅谋,王小平,陈彪,等.2205钢不同焊接方法接头CTOD断裂韧度试验及分析 [J].热加工工艺,2013,42 (3):140-142.
(编辑:陈红霞)
Analysis on microstructure and diffusion process of 2205/1Cr18Ni9Ti brazed joint
WU Wenjie,ZHANG Wanxin,HU Yazhen
(Xi’an Space Engine Factory,Xi’an 710100,China)
The brazability of new duplex stainless steel 2205 and Austenitic stainless steel 1Cr18Ni9Ti was tested.The microstructure,element diffusion behavior and its effect of the brazed joint were analyzed by the bursting strength tests of designed mould box specimens with corrugated plate structure.And the element diffusibility of the brazed joint was analyzed as well.It's found that the reliable brazed joint with excellent bonding strength can be formed by the brazing of 2205 stainless steel and Austenitic stainless steel 1Cr18Ni9Ti.
2205 stainless steel;mould box specimen test;microstructure analysis;brazed joint
V434-34
A
1672-9374(2017)01-0060-05
2016-08-09;
2016-09-13
吴文杰(1982—),男,工程师,研究领域为材料金相分析
