等离子喷涂弧性能的研究
2017-03-01解晓梅
解晓梅
【摘要】等离子弧具有温度高、能量集中、气氛可控和冲击力大等特点,在机械行业中得到越来越广泛的应用。本文以提高等离子弧加工质量为目的。利用纹影法对等离子射流的流场进行了实验研究,分析了等离子工作电流、气体流量对等离子射流的影响,从而对提高等离子弧喷涂质量具有一定的指导作用。
【关键词】等离子弧;喷涂;热焓
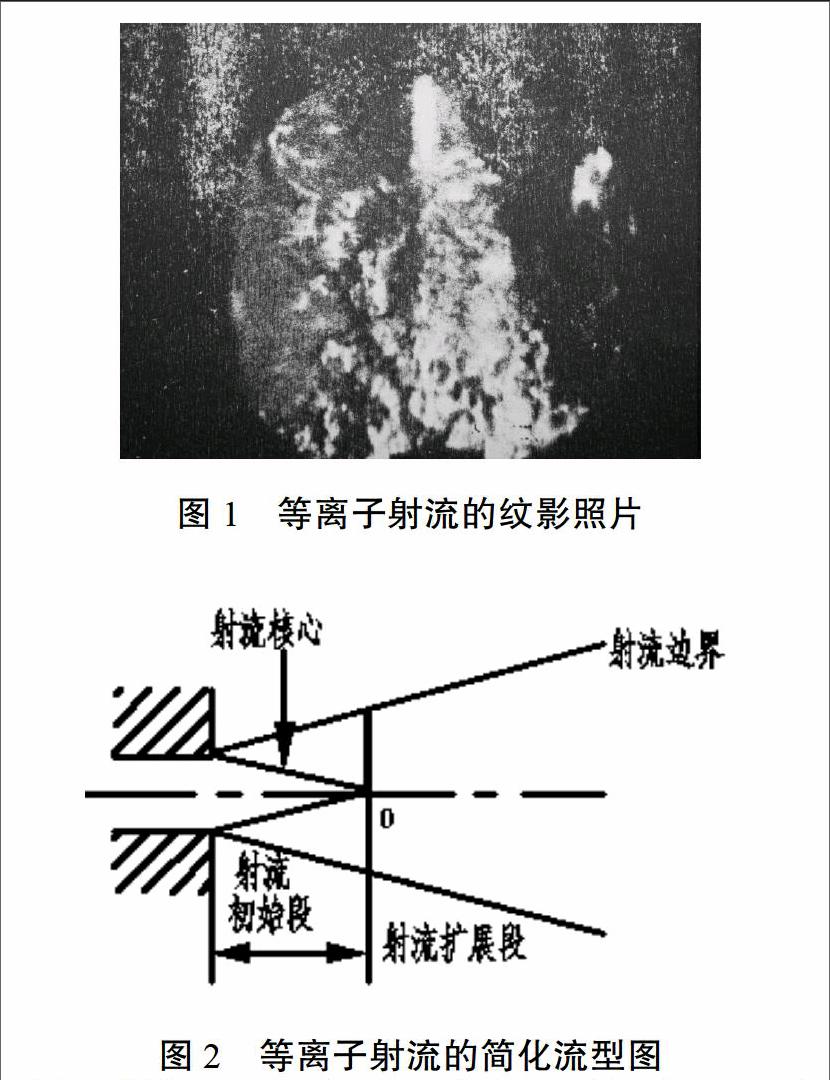
等离子喷涂层是通过向流经弧室的惰性气体与高温电弧发生热交换所得到的等离子射流中注入粉末这一过程而得到的。在此过程中,粉末颗粒经过等离子射流加热,熔化,并高速撞击到工件上,而形成致密的涂层。由此可见,等离子射流是连接粉末与工件的纽带,是涂层赖以形成的基本条件。在这一射流区域中,粉末颗粒将发生复杂的物理化学变化,并且工件表面状况(表面温度,氧化膜的形成等)也将受其影响。因此,等离子射流是形成涂层的关键所在。如何利用这种热源提高涂层质量,首先必须对等离子射流的特性加以研究,但是由于等离子射流的高温、高速特点,因此研究起来较为困难。过去有人用探针法和光谱法对等离子射流进行了研究。我们知道,位于等离子流场中的探针将对流场产生影响,从而影响精度,而光谱法虽然精度高,但设备昂贵,且测量时间很长。为了更简洁、迅速、直观地得到等离子射流的流场信息,本实验利用纹影法对等离子射流流场进行实验研究。如图1是等离子射流的彩色纹影照片,其中刀口平行射流轴线,因此该照片反映的是垂直轴线方向的气体密度梯度变化。由图可见,其射流可简化成图2形式。
如果忽略射流出口与喷咀壁之间的边界层,则此边界层随离开射流孔距离的增加而增加,一直到0点处。边界层覆盖了整个射流,致使射流整个呈倒锥形,并在射流出口处有一射流核心区。整个射流呈湍流态,湍流脉动很历害。按照湍流射流理论,可将流型简单地划分成如图2所示的几个区域,其中包括初始段,扩展段以及射流核心三部分,下面对其进行详细分析。
一、射流核心分析
首先我们分析射流初始端。如果设射流出口截面温度、速度、浓度分布均匀,按照湍流射流理论,射流存在一温度、速度、密度均为常数的一个三角形区域,且称为射流核心或“势锥”。显然该“势锥”的诸参数,如温度、速度及几何尺寸等应该与射流出口的温度、速度及几何尺寸有关,而湍流理论认为势锥的几何尺寸只决定于喷咀的几何尺寸,及來流的扰动或Re数。
对于等离子射流,我们发现和传统的湍流射流并不完全一样,而是有其本身的特点。首先,在气流量不变的条件下提高等离子弧的电功率,射流变长、变粗。这是因为电功率提高,等离子射流出口的平均热焓和速度提高,因而在摄影条件不变的情况下,也就是在照片感光度与曝光时间不变的条件下,由于热焓的提高,而导致等温线向前移动,从而使得射流变长。但这并不意味着射流核心尺寸一定增大,湍流度增大,使得射流变粗。因此提高电功率,电弧射流所表现的特性与湍流理论相似。
其次,当固定电流不变,提高气流量时,弧柱变长,变粗。但实际上,电弧随气流量增大,冷却加强,从而使射流出口平均热焓降低。而这种射流变长与变粗的现象主要归结于以下几点。
(一)气流量的增大,导致阴极和阳极之间的电弧被吹出喷咀部分增大,辐射增大,而显得射流又粗又长;
(二)当电流不变,而气流量变化时,功率有所增加,因此射流热焓降低不是很快。
另外,还有一点,即气流量增大以后,是否会使等离子体偏离局部热力学平衡状态更严重。关于这一点,有待于进一步深入研究。总之,当电流不变,气流量增大后,射流核心的平均热焓降低,速度增高,导致Re数增高,使射流变粗。
二、射流边界的分析
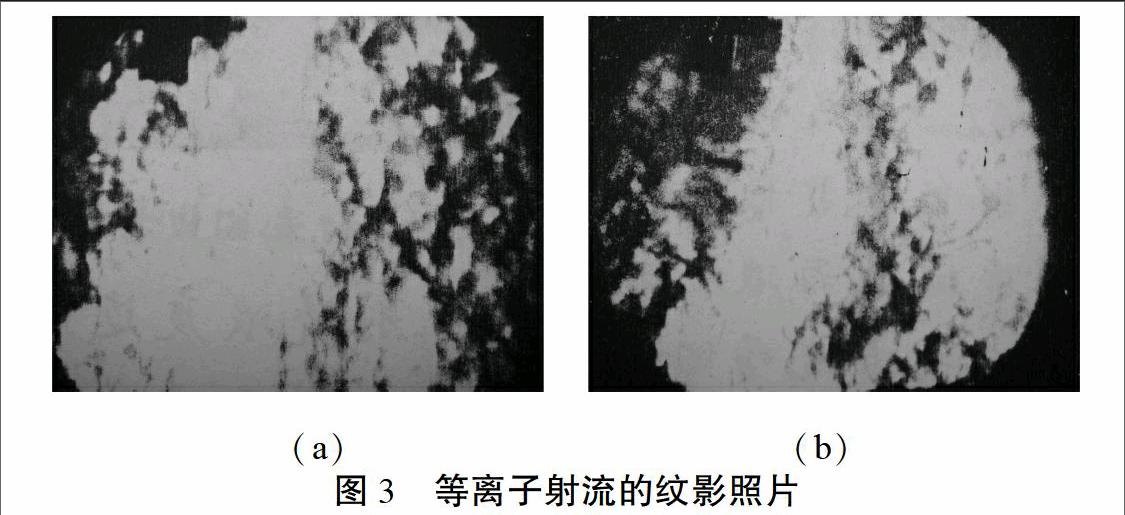
我们知道,纹影照相反映的是流场的密度变化,而影响气体密度的主要因素是压力、温度和气体的组成成份。同时由湍流射流理论可知,对于不等温气体射流,其理想等离子体密度Pr≈0.7即射流的速度边界层厚度与温度边界层厚度之比约为0.7。可见等离子射流与低温气体射流相似,即射流热量扩散比动量扩散要快。另一方面,对纹影仪而言,其反映密度变化的灵敏度如果转化成马赫数变化的话为M=0.2。而转化成温度变化,则只需几度。因而可以说图1中反映的射流边界是温度或热焓边界,而相应的速度边界要比其更窄一些。图3示出了不同功率下射流的边界,其中参数为:工作气流量Q=2.2m3∕h,(a)I=225A,(b)I=275A,(c)I=325A。
三、射流浓度边界层分析
由于对于喷涂来说,射流中的气体成份变化对飞行中的颗粒有影响,因此必须考虑浓度边界层的变化。传统的湍流射流理论中,物质扩散主要由Schmit数表示。Sc=0.70.75与Pr数基本相同,即质量扩散与热量的扩散相类似。因此可近似认为浓度边界与热焓边界相同。
参考文献:
[1]杨耀华.等离子喷涂和燃烧火焰喷涂技术[M].北京:国防工业出版社,1984
[2]姚燚红.反应等离子喷涂技术的研究进展[J].机械工程材料,2011(12):15
