不锈钢丝网筒体缝焊设备及工艺
2017-03-01杭争翔张剑一徐国建
杭争翔,张剑一,徐国建
(沈阳工业大学材料科学与工程学院,辽宁沈阳110870)
不锈钢丝网筒体缝焊设备及工艺
杭争翔,张剑一,徐国建
(沈阳工业大学材料科学与工程学院,辽宁沈阳110870)
在液压、机械等行业中的液体过滤通道中需要不锈钢丝网筒体过滤,不锈钢丝网筒体需要搭接缝焊制造,为此开发了不锈钢丝网筒体搭接缝的缝焊设备。针对丝网筒体缝焊的要求,设计了丝网筒体成形装置来保证丝网筒体缝焊之后的直径。实验确定了合适的缝焊工艺参数。保证稳定的缝焊热能是缝焊质量的关键。实际缝焊表明,缝焊不锈钢丝网筒体搭接缝焊缝成形良好,能够保证不锈钢丝网筒体的过滤精度。缝焊设备及工艺技术在企业运行表明,缝焊过程及缝焊质量稳定,已经形成了良好的经济效益。
不锈钢丝网;搭接缝焊;缝焊工艺;缝焊热能;过滤精度
0 前言
在液压、机械、石油、化工等行业的液体流动通道中通常需要进行过滤。目前制造过滤装置可以选用多种材料,选用不锈钢丝编织成的丝网制造成过滤装置是普遍应用的一种装置。
不锈钢丝网优点很多,耐腐蚀性能好,强度高,拉力、韧性和耐磨性强,耐高温氧化,容易塑性加工成形,光洁度高、不必表面处理,维护使用方便简单。
用不锈钢丝网制造过滤装置,一种典型形式及制造技术是将不锈钢丝网卷成筒体、不锈钢丝网搭接、对搭接缝进行缝焊,在焊接成的不锈钢丝网筒体内侧(或外侧)再加上强度符合要求的不锈钢骨架等结构,使过滤装置达到强度等方面的要求,从而制造成不锈钢丝网过滤装置。
关于不锈钢丝网搭接缝的缝焊技术研究,文献[1]采用微束等离子弧焊技术,文献[2]采用电阻缝焊技术,相关文献甚少。
相比不锈钢丝网和不锈钢薄板的焊接,不锈钢薄板虽然薄、但毕竟是连续的;不锈钢丝网是离散的。离散的不锈钢丝网给焊接带来的问题是难以形成熔池和焊缝,难以焊接成形。采用微束等离子弧焊接需要在不锈钢丝网筒体搭接处叠加形成一定厚度、压实的工艺措施,然后焊接、形成连续的熔池及其凝固,形成焊缝;这样形成的焊缝是有一定形状及尺寸的,焊缝处不是很平整,因此只有在产品几何结构方面允许的情况下才能采用这种焊接技术。
若要求焊缝区域厚度与不锈钢丝网厚度基本相当,采用电阻焊加热加压形成焊缝的缝焊技术是较为合适的选择。应不锈钢丝网过滤装置制造企业的需求,研制了专用的不锈钢丝网筒体搭接缝缝焊设备、丝网缝焊成形装置、缝焊工艺技术。经企业运行表明,开发研制的不锈钢丝网搭接缝的缝焊设备及工艺技术可靠稳定。
1 不锈钢丝网筒体搭接缝缝焊设备
研制的不锈钢丝网筒体搭接缝缝焊设备的照片如图1所示,设备按照大类可以分成机械机构、电气控制系统及缝焊电源系统、气动系统等。焊/缝焊选择开关、缝焊焊接方向(左/右)选择开关、试气动开关、缝焊起始位置调节开关、缝焊速度调节旋钮、缝焊速度显示电压表、缝焊周波数调节数码拨盘、焊接热量调节旋钮等开关和旋钮。

图1 不锈钢丝网筒体搭接缝缝焊设备照片Fig.1 Lap seam welding equipment for stainless steel wire meshes of cylinder

图2 不锈钢丝网筒体搭接缝缝焊设备电气控制面板Fig.2 Electrical control panel of seam welding for stainless steel wire meshes equipment
1.1 圆柱形下电极和圆盘滚轮上电极
缝焊电极分为圆柱形下电极和圆盘形滚轮上电极,如图3和图4所示。由于铬锆铜的导电性、导热性良好,具有硬度高、耐磨性好、软化温度高和电极损耗小等优点,所以上电极和下电极均采用铬锆铜作为电极材料。上电极为直径130 mm的圆盘形滚轮电极。下电极为长450 mm的圆柱形电极,其两头还有50 mm+50 mm的安装长度;下电极直径42 mm。
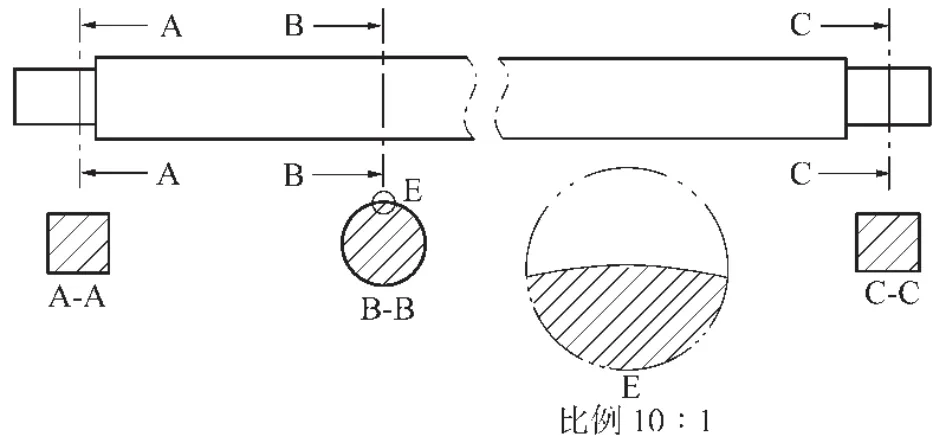
图3 圆柱形下电极Fig.3 Lower electrode of cylindrical
1.2 不锈钢丝网筒体成型夹具
不锈钢丝网筒体成型夹具如图5所示,由前后对称的两部分组成,主要用于固定不锈钢丝网,保证焊后的不锈钢丝网筒体直径尺寸符合要求。焊接之前,首先将平面形状的不锈钢丝网按照尺寸要求裁剪下料,然后将不锈钢丝网卷到棒状下电极上,将不锈钢丝网搭接要焊接的位置放置在棒状电极上方的小平台上,将不锈钢丝网筒体成型夹具靠到丝网外侧且靠实,这样将丝网筒体夹紧在棒状下电极和成型夹具之间,使缝焊之后的不锈钢丝网筒体直径符合要求。焊接施工过程操作简便,缝焊成形尺寸易于保证。
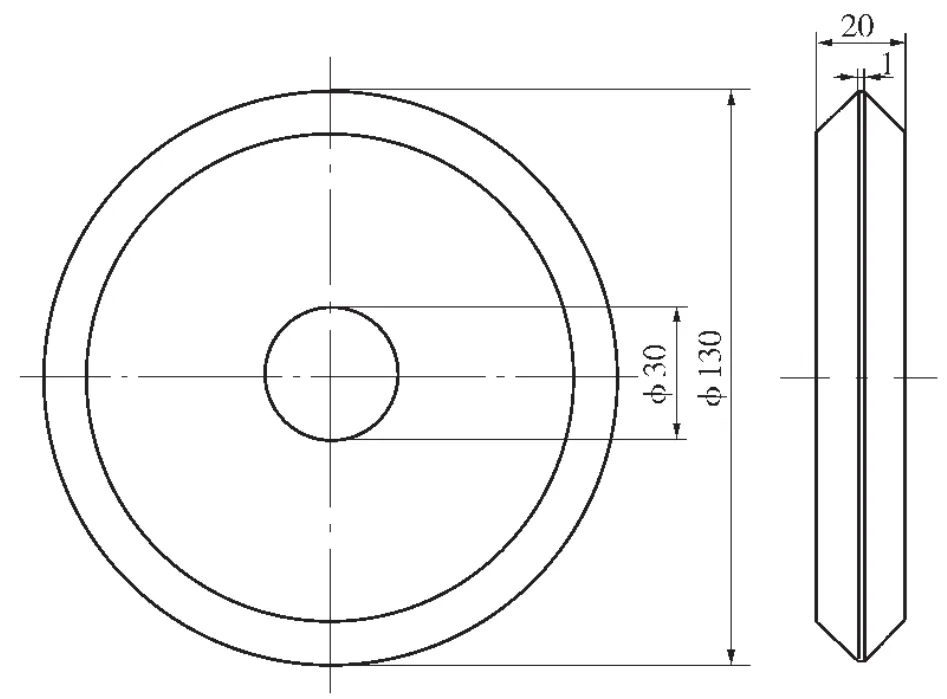
图4 圆盘形滚轮上电极Fig.4 Top electrode of disc wheel
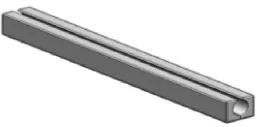
图5 不锈钢丝网筒体成型夹具Fig.5 Forming jigs of stainless steel wire meshes of cylinder
由于不锈钢丝网筒体焊接之后成为一个真正的筒体,为了能够卸下这个筒体,棒状下的电极需要能够拆卸下来。拆卸下缝焊成形的筒体后,再重新安装丝网、夹具、下电极,再进行缝焊。
1.3 不锈钢丝网筒体缝焊基本原理及驱动部件
不锈钢丝网筒体缝焊原理示意如图6所示,图中有圆柱形下电极、圆盘形滚轮上电极、不锈钢丝网筒体成型夹具、缝焊滑动平台等关键环节,主要显示不锈钢丝网筒体缝焊设备的基本原理。
缝焊速度驱动电动机选用直流伺服电动机与减速机集成的电动机,型号及参数见表1。上电极运动及加压执行驱动用气缸型号及其参数见表2。
2 不锈钢丝网筒体缝焊典型工艺参数
常用于缝焊的不锈钢丝网的丝直径为0.13mm,紧密编织,丝网的网眼与丝的直径相当。不锈钢丝网筒体搭接缝典型的缝焊参数如表3所示。
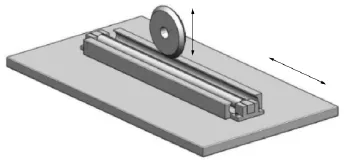
图6 不锈钢丝网筒体缝焊原理示意Fig.6 Schematic of seam welding for stainless steel wire meshes of cylinder

表1 驱动电动机及减速机主要技术参数Table 1 Main technical parameters of drive motor and gear

表2 气缸主要技术参数Table 2 Main technical parameters of cylinder
3 不锈钢丝网筒体缝焊产品及质量
采用上述缝焊设备及工艺参数缝焊不锈钢丝网筒体搭接缝,不锈钢丝网筒体产品的照片如图7所示,由于一个筒体比较长,所以一个筒体用三张照片(分左段、中段、右段)显示,能够比较清晰地显示出产品结构和缝焊成形质量。不锈钢丝网筒体是柔性体,真正的过滤装置有一定形状、强度、安装等技术要求,还要求有过滤液体的流入流出通道。根据该不锈钢丝网筒体的要求,该不锈钢丝网筒体内部有骨架、两侧有不锈钢薄板压制成形的端盖等。
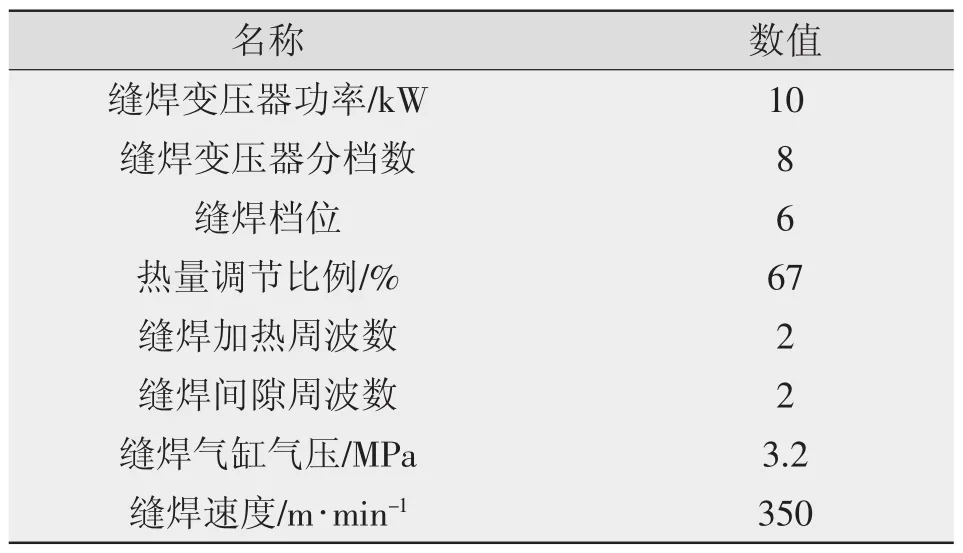
表3 不锈钢丝网搭接缝典型缝焊工艺参数Table 3 Typical process parameters of seam welding for stainless steel wire meshes
不锈钢丝网筒体缝焊质量检查首先是外观检查,观察缝焊区域是否焊上,也就是看焊接强度如何,若焊接能量过小,用手略微用力就能撕开,说明缝焊质量没有达到要求。其二是看有无焊穿的点或面,不锈钢丝网筒体是过滤用的,焊穿就是破坏了过滤效果,所以要求焊接能量不能过大、不能烧断不锈钢丝,必须保持良好的过滤性能。
其次是焊接质量检验方面。设计制作不锈钢丝网搭接缝强度试验拉伸夹具,使焊缝处于横向中心,两头用夹具夹住,用拉伸试验机进行拉伸试验。若拉断的力达到丝网总断面等效强度的75%以上,检验合格。从理论上说,不锈钢丝本身是圆状,其丝网经加热、加压这一个缝焊过程,不锈钢丝在缝焊区域就变成扁圆状,缝焊检验的合格强度就减小,缝焊产品经实际应用考核,确定了这个检验强度要求。
研制的不锈钢丝网筒体搭接缝缝焊设备经焊接运行表明,缝焊工艺技术可行,缝焊工艺技术参数适当,缝焊设备运行稳定,缝焊产品质量稳定,已经形成了良好的经济效益。

图7 不锈钢丝网筒体缝焊产品照片Fig.7 Product of seam weld for stainless steel wire me-shes of cylinder
4 结论
(1)自主设计制造的不锈钢丝网筒体缝焊设备,针对不锈钢丝网筒体搭接缝缝焊工艺要求,设计的圆柱形下电极、丝网筒体成形装置、圆盘滚轮上电极等部件达到缝焊技术要求。
(2)经实验确定的缝焊工艺参数,缝焊能量控制适当。缝焊不锈钢丝网筒体搭接缝,缝焊设备运行稳定,缝焊工艺参数适当,缝焊质量稳定,已经形成了良好的经济效益。
[1]王付鑫,何建萍,向锋.微束等离子弧焊接不锈钢筛网的研究[J].热加工工艺,2010,39(1):128-130.
[2]王晋生,袁伟瑾,阴生毅.不锈钢薄滤网的电容储能缝焊[J].焊接,2002(11):32-33.
Equipment and process of seam welding for stainless steel wire meshes of cylinder
HANG Zhengxiang,ZHANG Jianyi,XU Guojian
(School of Material Science and Engineering,Shenyang University of Technology,Shenyang 110870,China)
Liquid filtration channels need filter in the hydraulic,mechanical and other industries.Wire mesh cylinder in stainless steel needs barrel seam manufacturing.For this reason design the equipment of seam welding.Design forming device of mesh cylinder to ensure that the diameter after seam welding for seam welding requirements.Experiments have confirmed the proper seam welding process parameters.To ensure the stability of the seam weld heat is the key to quality.The actual seam welding shows that weld formation is great and the product can ensure the filtering precision.The welding equipment and process in enterprise operation show that the seam welding process and welding quality is stable,which have formed a good economic benefit.
stainless steel wire meshes;lap seam welding;seam welding process;seam welding heat;filter precision
TG457
A
1001-2303(2017)02-0027-04
10.7512/j.issn.1001-2303.2017.02.05
2016-09-22;
2016-10-17
杭争翔(1961—),男,陕西神木人,博士,教授,主要从事焊接工艺及焊机过程控制的研究工作。
献
杭争翔,张剑一,徐国建.不锈钢丝网筒体缝焊设备及工艺[J].电焊机,2017,47(02):27-30.
