汽车仪表盘模外装饰加热机构设计
2017-02-14徐衡
徐 衡
(江西科技学院教务处,江西南昌330098)
汽车仪表盘模外装饰加热机构设计
徐 衡
(江西科技学院教务处,江西南昌330098)
基于模外装饰工艺流程设计了主要由加热板、导轨副、滚珠丝杠副组成的汽车仪表盘的模外装饰加热机构,通过对导轨副和滚珠丝杠副工作载荷的计算,选定其型号。设计了加热机构的温度控制系统,分别计算其可控硅调节特性、石英加热器放大系数和石英灯时间常数,以此获得加热机构整体特性的传递函数。采用Matlab对该传递函数进行了仿真分析,基于Abaqus对薄膜加热过程同样进行了仿真分析。结果表明,设计的加热机构具有较高的稳定性;加热瓦正对薄膜的温度范围为393.4~398.5 K,加热温度较均匀,热量损失约为10.6%。
汽车仪表盘;模外装饰;加热机构;温度控制系统;仿真
0 前言
模外装饰工艺是模内装饰工艺的延伸,是指将热塑性薄膜裁成一定尺寸加热软化后,采用真空高压技术使其变形后覆贴在基材轮廓面上[1-3]。模外装饰是利用各种热压成型工艺(如气压、液压等各种方式)来完成工件表面的包覆,形成“立体涂装”的新技术。模外装饰工艺可以对任何材质的外壳进行表面贴膜装饰,其应用范围极为广泛,包括家电产品的控制装饰面板、电子产品的装饰面壳、汽车内饰件的外壳和汽车标致等等。现基于模外装饰工艺流程对汽车仪表盘模装饰设备的加热机构进行进行详细设计,对导轨副和滚珠丝杠副的工作载荷进行了计算并选定了其型号,设计了其温度控制系统,并且验证了其稳定性,最后对薄膜的加热过程进行了仿真分析。
1 模外装饰工艺设备
如图1所示为模外装饰设备,主要由机架、模腔机构(上模腔、下模腔、下模台、压边框)、换膜机构(滚筒、裁刀)和加热机构(底板、加热板)组成。模外装饰工艺流程为:(1)将汽车仪表盘外壳置于下模腔内的下模台上;(2)换膜机构首先将薄膜移至模腔机构位置,滚筒下压将薄膜贴紧压边框,到位后往外移动铺膜,然后切刀移动裁膜,最后换膜机构回位;(3)压边框下压,将薄膜固定在下模腔边框上;(4)上模腔下压与下模腔合拢,形成封闭的腔体;(5)采用真空机同时对上模腔和下模腔进行抽真空处理,使其压力值达到2 kPa;(6)加热机构的加热板移至模腔位置,对薄膜进行加热处理,加热完成后回到原位;(7)下模腔内的下模台上移,对薄膜进行预拉伸处理,使薄膜初步贴合在汽车仪表盘外壳表面;(8)采用空气压缩机对上模腔进行加压处理,使薄膜更完全地贴覆在汽车仪表盘外壳表面上,待卸压后开模取出汽车仪表盘并修剪多余的薄膜。
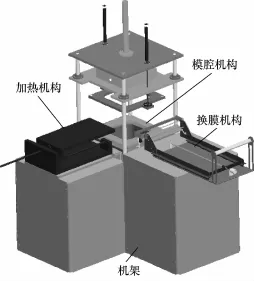
图1 模外装饰设备Fig.1 Film surface decoration equipment
2 加热机构
模外装饰设备是采用热成型技术和真空成型技术对热塑性材料进行加工得到制品的设备,主要包括上料、预热、加热、成型4个工序,其中,预热和加热工序在模外装饰设备的加热机构中进行,用来对热塑性材料进行加热,使其软化到一定程度,是片材在成型过程中的一道重要工序。主要是因为首先片材的软化效果在很大程度上决定了片材最后的成型,如果在加热过程中,温度没有控制好,就会使得片材在成型时达不到预期的效果,导致产生废品,增加次品率。其次在热成型过程中,加热阶段的能量消耗比较大,能源成本高,出于成本节约或者能耗评估的需要,也需对加热系统进行评估分析。其三将片材加热到成型温度所需的时间,一般约为整个成型工作周期的50%~80%。
如图2所示为模外装饰设备的加热机构,其主要作用是对模外装饰薄膜进行加热处理。该加热机构主要由底座、上加热板、导杆、导轨副、滚珠丝杠副和气压缸等组成,其运动过程是气压缸活塞推动加热板至加工作区域,然后加热板开始对薄膜进行加热处理,加热完成后,加热板返回初始位置,以此完成一个工作周期。

图2 加热机构Fig.2 Heating mechanism
3 机械设计
3.1 导轨副工作载荷计算和选型
加热机构是用来移动加热部件的单方向往复运动,需要承受的载荷不大,因此选用直线滚动导轨副,它具有摩擦系数小、传动效率高、结构紧凑、安装预紧方便等优点[4]。
(1)滑块承受工作载荷(Fmax)计算及导轨副选型
工作载荷是影响直线滚动导轨副使用寿命的重要因素,本设计中的工作台水平布置,采用双导轨,双滑块的支撑形式。垂直于台面的工作载荷全部由滑块承担,则单个滑块所受的最大垂直方向载荷为:

式中 G——移动部件质量,取值500 N
F——外加载荷
在无外加载荷情况下,将G=500 N代入式(1)中得最大工作载荷Fmax=125 N。
根据工作载荷Fmax以及导轨长度选用直线滚动导轨副的型号为KL系列的JSA-LG25型[5],其额定动载荷Ga=17.7 k N,额定静载荷Goa=22.6 k N。
(2)距离额定寿命(L)的计算
KL系列JSA-LG25型导轨副的滚道硬度为60HRC,工作温度约为150~180℃,每根导轨上一个滑块,精度为4级,工作速度较小,载荷小,L可按式(2)计算[6]:

式中 Goa——额定静载荷,取值9.5 k N
Fmax——最大工作载荷,取值0.125 k N
fH——硬度系数,取值1.0
fT——温度系数,取值0.73
fC——接触系数,取值1.0
fR——精度系数,取值0.9
fW——载荷系数,取值1.5
计算可得L=1048.5 km,大于预期值50 km,故距离额定寿命满足要求。
3.2 滚珠丝杠副工作载荷计算和选型
行程为550 mm,传动时间为2 s,滚珠丝杠副直径为32 mm,导程为5 mm,精度等级取4级,滚珠丝杠支撑形式:两端固定。
(1)Fmax可按式(3)计算:

式中 Fx——进给方向载荷,取值为零
Fy——横向载荷,取值为零
Fz——垂直载荷,取值为零
K——颠覆力矩影响系数,取值为1.1
μ——导轨的摩擦因素,取值为0.05
计算可得Fmax=25 N。
(2)最大动载荷(FQ)的计算及选型
FQ可按式(4)~(5)计算,其中fW=1.2,fH=1.0:
式中 L0——滚珠丝杠副的寿命,L0=3240 106r
T——使用寿命,数控机床及一般机电设备取T=15000 h
n——丝杠每分钟转数,n=3600 r/min
计算可得FQ=443.91 N,选CDM系列2004-2.5型滚珠丝杠副,为内循环固定反向器单螺母式,其公称直径为20 mm,导程为4 mm,循环滚珠为3圈×1列,精度等级取4级,额定动载荷为9309 N,高于FQ,满足要求。
(3)稳定性验算
滚珠丝杠属于受轴向力的细长杆,如果轴向负载过大,则可能产生失稳现象,失稳时的临街载荷(Fk)应满足式(6):

式中 fk——丝杠支撑系数,取值为4
K——压杆稳定系数,取值为3
E——材料的弹性模量,取值为2.1×105MPa
I——丝杠按底径(d2)确定的截面惯性矩,I=πd24/64=31043 mm2
a——滚珠丝杠两端支撑间的距离,取值为655 mm
代入数值得Fk=2×105N,远大于工作载荷Fmax=25 N,故丝杠不会失稳。
综上所述,选用的滚珠丝杠副型号能够完全满足使用要求。
4 温度控制系统
4.1 温度控制原理
可控硅为调解机构,根据计算机给的指令,将输入电压(Uc)放大,输出电压(UL)给石英灯,石英灯将输出电压(UL)转换为加热热流(q),温度检测将传感器安在薄膜平面,反馈给计算机以达到调节输入电压(Uc)控制加热热流的目的,图3所示为温度控制系统图。

图3 温度控制系统图Fig.3 Temperature control system diagram
4.2 可控硅调节特性
分析可控硅功率调节装置时输入量为计算机的输出值,输出量为加到石英灯加热器上的电压,放大倍数[GSCR(s)]可以按式(7)~(8)计算:
式中 UL——可控硅调节的输出电压
Uc——可控硅调节的输入电压
KSCR——可控硅的绝对放大倍数
KSCR(Uc)——可控硅的相对放大倍数
τSCR——可控硅时间常数
s——时间
可控硅的相对放大倍数[KSCRR(Uc)]为:

可控硅的调节特性计算公式为:

4.3 石英加热器放大系数[G(s)]的计算
分析石英灯加热器时,输入量为可控硅调节的输出电压,输出量为石英灯加热热流,G(s)可表示为:
式中 q(UL)——石英灯加热热流
UL——石英灯工作电压,即可控硅输出电压
KLAMP——与石英加热器构造有关的常数
KLAMP(UL)——石英灯加热器的绝对放大倍数
τ——石英灯时间常数
石英灯加热器的相对放大倍数定义为:

式中 UL基准——石英灯的基准电压
4.4 石英灯时间常数的计算
石英灯功率的近似关系为:

式中 PL(UL)——石英灯功率,kW
k——灯的规格系数,1 kW的石英灯k=1
1 kW石英灯的时间常数关系式:

将式(4)代入式(13),得:

4.5 加热机构整体计算
加热机构特性:
式中 τq——热流计的时间常数
Kq——传感器的绝对放大倍数,Kq=1
KSCRxLAMP——被控对象绝对放大倍数
KSCRRxLAMPR——加热机构的相对放大倍数

基准电压为石英灯的工作电压220 V,可控硅的相对放大倍数:

石英灯的相对放大倍数:

石英灯相对220 V放大倍数:

将式(10)带入式(22)得:

将式(20)和式(23)相乘得到整体的相对放大系数:

4.6 加热机构稳定性分析
采用Matlab对加热机构的整体传递进行仿真[7-9],并对其进行稳定性分析。根据可控硅、石英灯和传感器的时间常数,将数值带入式(18)得:

将式(25)输入Matlab后得到Bode图如图4所示,由图4可知,加热机构为三阶系统,对数相频特性正、负穿越次数之差为零,因此该系统比较稳定。
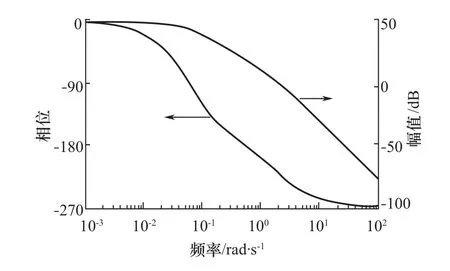
图4 加热机构的伯德图Fig.4 Bode diagram of the heating mechanism
4.7 薄膜加热仿真分析
加热板长为500 mm,宽为460 mm,与薄膜的相对距离为100 mm,在加热板上布置9个加热瓦,其边长为120 mm,相互之间间隔22.5 mm。薄膜材料为聚甲基聚丙烯酸甲酯(PMMA),厚度为0.2 mm,密度为1.17 g/cm3,状态变量为19个,导热系数为0.209 W/(m·K),比热为2344 J/(kg·K),热膨胀系数为8.5×10-5,薄膜的辐射率为0.9,加热瓦的加热温度为440 K。采用Abaqus软件对薄膜加热过程进行仿真分析[10-12],图5所示为加热后薄膜的温度分布图。从图中可以看出,加热瓦正对薄膜区域的温度最高,为398.5 K,然后呈向外扩散式降低,其周围薄膜的温度为393.4 K,约有10.6%的热量损失,符合设计要求。
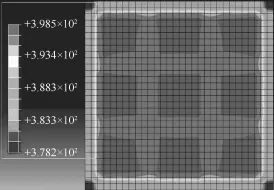
图5 薄膜温度分布图Fig.5 Film temperature distribution
5 结论
(1)根据模外装饰工艺流程设计了汽车仪表盘的模外装饰加热机构,加热机构主要由加热板、加热瓦、导杆、导轨副、滚珠丝杠副和底座组成;
(2)通过计算导轨副和滚珠丝杠副的工作载荷,导轨副选用KL系列的JSA-LG25型,滚珠丝杠副选CDM系列2004-2.5型;
(3)设计了加热机构的温度控制系统,并且得到了加热机构特性的传递函数,采用Matlab得到了其系统伯德图,验证了加热机构具有较高的稳定性;
(4)采用Abaqus对加热机构的薄膜加热过程进行了仿真分析,分析结果表明其加热瓦正对薄膜区域的温度最高为398.5 K,往边缘温度逐渐降低,其周围薄膜的温度为393.4 K,加热温度比较均匀,约有10.6%的热量损失。
[1]罗理辉,罗 强,李 刚,等.模外装饰设备主体机构系统设计[J].中国塑料,2014,28(9):89-93.Luo Lihui,Luo Qiang,Li Gang,et al.System Design of the Main Body Mechanism of the Mould Outside Decoration Equipment[J].China Plastics,2014,28(9):89-93.
[2]李志刚,贾慧芳,李 刚.基于模外装饰的鼠标贴膜仿真及其工艺参数优化[J].中国塑料,2014,28(1):88-92.Li Zhigang,Jia Huifang,Li Gang.Simulation of Film Pasting of Mouse Base on Out-side Mold Decoration and Its Optimization of Process Parameters[J].China Plastics,2014,28(9):88-92.
[3]李志刚,贾慧芳,李 刚,等.基于模外装饰的笔记本贴膜仿真及其工艺参数优化[J].塑料工业,2013,41(10):32-36.Li Zhigang,Jia Huifang,Li Gang,et al.Simulation of Film Posting of Computer Base on Out-side Mold Decoration and Its Optimization of Process Parameters[J].China Plastics Industry,2013,41(10):32-36.
[4]秦大同,谢里阳.现代机械手册[M].北京:化学工业出版社,2011:56-57.
[5]张建民.机电一体化系统设计[M].北京:高等教育出版社,2001:15-16.
[6]尹志强.机电一体化系统设计指导书[M].北京:机械工业出版社,2007:32-34.
[7]邹玉波.伯德图显示的用户图形界面及其程序设计[J].煤矿机械,2014,35(6):228-230.Zhou Yubo.Graphical User Interface and Program Design on Bode Diagram Display[J].Coal Mine Machinery,2014,35(6):228-230.
[8]郑永军,白 伟,薛生虎.分数阶传递函数的SIMULINK实现[J].控制工程,2013,20(6):1066-1069.Zheng Yongjun,Bai Wei,Xue Shenghu.SIMULINK Realization for Fractional Order Transfer Function[J].Control Engineering of China,2013,20(6):1066-1069.
[9]丁有爽,肖 曦.伺服系统柔性负载建模方法研究[J].中国电机工程学报,2016,36(3):818-827.Ding Youshuang,Xiao Xi.Research on Modeling Method of Servo System Flexible Loading[J].Proceedings of the CSEE,2016,36(3):818-827.
[10]谢林峰,赵 刚,鲍思前,等.基于Abaqus对27SiMn管坯环形炉加热制度的优化[J].热加工工艺,2013,42(11):81-84.Xie Linfeng,Zhao Gang,Bao Siqian,et al.Optimization of 27SiMn Tube Billet’s Heating Regulation in Rotary Heating Furnace Based on Abaqus[J].Hot Working Technology,2013,42(11):81-84.
[11]杨晓丹.基于ABAQUS的复合薄膜热结构有限元分析[J].传感器与微系统,2015,34(1):47-50.Yang Xiaodan.Finite Element Analysis of Thermal Structure Composite Film Based on ABAQUS[J].Transducer and Microsystem Technologies,2015,34(1):47-50.
[12]章 凯.双向拉伸塑料薄膜横拉成型的数值模拟研究[D].南昌:南昌大学机电工程学院,2006.
Design of Heating System of Outside Mold Decoration of Automobile Dashboards
XU Heng
(Dean’s Office,Jiangxi University of Technology,Nanchang 330098,China)
A heating system of automobile dashboards was designed on the basis of the technological procedure of outside mold decoration,which was mainly composed of heating plates,guide rails and ball screws.The model of heating system was determined by calculating the work load of guide rails and ball screws.A temperature control system was also designed,and the transfer function of overall characteristics of the heating system was obtained by calculating thyristor regulation characteristics,quartz heater amplification coefficient and quartz lamp time constant.The transfer function was also simulated by a Matlab software,and the analysis results indicated that the heating system had a high stability.The heating process for thin films was also simulated by an Abaqus software.The analysis results indicated that the temperature of the heating tile on film was in the range of 393.4~398.5 K,the heating temperature was uniformly only with about 10.6%of heat loss.
automobile dashboard;outside mold decoration;heating mechanism;temperature control system;simulation
TQ320.66
B
1001-9278(2017)01-0105-05
10.19491/j.issn.1001-9278.2017.01.019
2016-07-12
江西省2014年第二批科技专项(20142BBE50061);江西省2013年第五批科技专项(20135BBG70010)
联系人,xuheng1977@163.com
