几种高磨蚀性物料的研究与分析
2017-02-05
几种高磨蚀性物料的研究与分析
Research and Analysis of High Abrasive Material
杜鑫,魏洪晓,聂文海,石光,王维莉,张文谦
在对现有技术资料整理分析的基础上,从辊磨磨损机理出发,通过对几种高磨蚀性物料化学成分、矿物组成的分析,以及辊磨运行现场的调研,笔者认为:fSiO2含量高是叶腊石、铅锌尾矿磨蚀性高的主要原因,矿渣、钢渣、镍渣中金属铁的含量是影响其磨蚀性的关键因素。
磨蚀性;辊磨;粉磨磨损
1 背景
辊磨采用料床粉磨原理,相比球磨机具有明显的节能优势,近年来辊磨粉磨技术在水泥、冶金、矿山等领域得到了广泛的应用。其粉磨原理是通过磨辊和磨盘衬板间的挤压和剪切作用力,将物料颗粒不断减小,然后通过风力分选获得合格的产品。因此在粉磨过程中辊套和磨盘衬板经常发生磨损,而选粉机静叶片、转子、下料溜槽、挡料圈盖板、风环等部位由于受到混合物料的热风持续冲刷,也经常发生磨损。
磨辊和磨盘衬板的磨损,会导致研磨区结构形式的变化,使得辊磨粉磨效率降低,最终导致产量降低或产品质量下降、生产成本增加,而耐磨件的堆焊也是一个费时、费料、费力的过程,因此在耐磨件磨损程度和最佳的经济效益之间必须找到一个平衡点[1]。其他部件的磨损也会影响设备的正常使用,在必要时需要对其加以维修维护。
有研究表明:在辊磨使用过程中,磨辊和磨盘常采用耐磨堆焊,一般磨辊辊套磨损到原重量的40%、磨盘衬板磨损到原重量的25%时,需要重新对耐磨件进行堆焊[2]。通过现场对磨辊和磨盘的简单测量,可以大致判断出磨损的程度,再考虑是否需要重新堆焊。
影响耐磨件寿命的因素有很多,辊磨、辊套和磨盘的磨损程度主要取决于物料的磨蚀性[3]。一般而言,水泥行业使用的辊磨耐磨件的磨损范围是3~10g/t,最大范围可达0.2~20g/t。F.L.Smidth、Polysius、天津水泥工业设计研究院有限公司等粉磨设备制造企业对水泥生料中fSiO2对耐磨材料寿命的影响进行了研究,一致认为:随着生料中fSiO2含量的增加或粒径的增大,辊磨、辊套寿命将逐渐缩短[4,5,6]。比较明显的是,用辊磨粉磨石英微粉,其耐磨材料磨耗约为生料粉磨的10倍[7]。
也有研究认为,物料中每增加0.1%的铁,额定磨损率将增加10%,尤其对于矿渣,当原料中游离铁含量>1%时,粉磨系统的使用寿命下降约30%以上[8]。另外,有实践表明,相同材质不同关键元素的微量差别也会导致耐磨材料使用寿命的重大区别[9,10]。根据物料粉磨磨蚀性特征和使用环境的差异性,国内外学者开发了不同种类、多种规格的耐磨材料,以提高耐磨件使用寿命,降低企业生产成本[11]。
在充分调研我公司辊磨耐磨部件使用寿命的基础上,从入磨原料的角度分析造成磨损的关键因素,为辊磨粉磨设备和工艺的持续优化改进提供建议,以实现有效解决或降低磨损。
2 辊磨磨损的机理分析
材料磨损是两个以上的物体摩擦表面在法向力的作用下相对运动及有关介质、环境温度的作用使其发生形状、尺寸、组织和性能变化的过程。磨损是一个广泛的领域,其分类方式有很多,辊磨的设备磨损属于磨粒磨损范围。磨粒磨损按磨损表面的数量可分为两体磨损和三体磨损。两体磨损的特点是硬质颗粒直接作用于被磨材料的表面上。三体磨损的特点是硬质颗粒处于两个被磨材料的表面之间。显然,辊磨的辊套和磨盘衬板磨损属于三体磨损,选粉机静叶片、导风叶片、风环等部位属于两体磨损。
目前,普遍采用拉宾诺维奇(Rabinowicz)提出的磨粒磨损简化模型来讨论磨粒磨损问题[12]。
模型计算假设条件:磨粒磨损中的磨料为圆锥体,被磨材料为不产生任何变形的刚体,磨损过程为滑动过程。磨粒在载荷P的作用下,被压入较软的金属材料中,并在切向力作用下沿较软的金属表面滑动(距离为L),犁出一道沟,其深度为t。那么单位滑动距离磨损掉的金属材料体积,即被迁移的沟槽体积,用下式可以算出:

式中:
V——磨损掉的体积,mm3
r——磨粒圆锥体的半径,mm
t——磨粒压入金属材料的深度,mm
L——滑动距离,mm
可以得出:

因为磨料压入金属材料内的深度取决于压力的大小和材料硬度的比值,所以:

式中:
θ——磨粒圆锥体夹角
P——法向载荷
H——金属材料的硬度
可以得到:

令磨料磨损系数:

则:

式(7)表明,在一定磨料条件下,单位距离内磨损体积与外加载荷和滑动距离成正比,而与材料的硬度成反比,并且可以看出,θ角越小,磨粒越尖锐,磨损越严重。
但是,上式中磨损系数Kabr为理论值,仅考虑到磨粒的形状系数,并且假定所有的磨料都参加切削、犁出的沟槽体积全部成为切屑。实际上,在磨损过程中所发生的现象是十分复杂的,包括外部载荷、磨粒硬度、相对运动、迎角与环境以及材料的组织和性能等,因此磨损系数应该是上文几个因数与比例常数的乘积。实际比例常数是在所有磨粒中能产生磨损碎屑的比例分数。对于三体磨损,磨粒大约有90%的时间处于滚动状态而不发生磨损,10%的时间是在滑动并磨损表面。
对于辊磨,磨辊处于施力、与磨盘相对运动的状态,加剧了磨粒磨损,尤其是当原料中存在难磨颗粒时,易使难磨颗粒在磨盘富集,能产生磨损碎屑的比例分数明显变大,耐磨材料磨损加速。从生产实践中也可以看到,在生料粉磨中,当物料中石英砂(SiO2)的比例比较高时,堆焊耐磨层磨损快。
3 化学组成对磨蚀性的影响
在水泥生产中我们常看到:fSiO2或原料中金属铁含量高,物料磨蚀性高,粉磨设备耐磨件使用寿命短。然而,在冶金废渣资源化处理等辊磨粉磨技术推广时,我们发现部分物料的磨蚀性很高,为此我们对物料进行了化学分析,以期找到导致物料磨蚀性偏高的原因。
从表1和表2中可以看出,叶蜡石和铅锌尾矿中fSiO2含量较高,均在15%以上。从工业生产的实际情况来看,在采用辊磨粉磨水泥生料时,磨辊辊套和磨盘衬板的磨损一般在2~5g/t,而粉磨叶腊石的磨损在40~50g/t,粉磨铅锌尾矿的磨损在20~30g/t。在这两种物料中,金属铁的含量偏低,因此,fSiO2含量高是造成其磨蚀性高的主要原因。
对于矿渣和钢渣,从表1可以看出,两种物料中fSiO2含量较低,但金属铁的含量较高。矿渣中金属铁以金属铁粒的形式存在,在粉磨过程中,通过简单布置除铁器,即可将其中的金属铁除去,矿渣粉中的金属铁在0.5%以下,从大量生产统计数据来看,矿渣生产时金属磨耗在6~9g/t。钢渣中金属铁以“渣包铁、铁包渣”的形式存在,因此在钢渣粉磨时需要特殊的除铁工艺设计。我公司自2005年就开始了钢渣辊磨的粉磨技术开发工作,2014年第一台钢渣辊磨在南通融达新材料股份有限公司投产运行,从生产运行情况来看,在合理的破碎、粉磨除铁工艺布置条件下,钢渣生产时的金属磨耗也在6~9g/t,与矿渣生产时相当[13]。当然这也与钢渣的生产处理工艺有关,厂里采用的为热焖钢渣。从表1和表2可以看出,对于矿渣和钢渣,金属铁含量是影响其磨蚀性高低的关键因素。
对于镍渣而言,从表1和表2中可以看出,其中fSiO2含量在1%左右,这对辊磨不会造成明显的磨损[2];镍渣中金属铁含量在1%左右,这与入磨的钢渣原料的金属铁含量相当,但从工业生产情况来看,镍渣辊磨的磨蚀性要比钢渣高很多,因此对于镍渣的磨蚀性仍需进一步分析。在此基础上,我们对比分析了不同物料的化学组成,希望能从化学成分的角度对磨蚀性进行分析。不同物料的化学组成见表3。
对于不同的物料以含量最多的5种氧化物(5种氧化物之和>90%)为研究对象,从表3中可以看出,对于不同的物料采用化学成分含量的高低均不能表示出物料磨蚀性的高低,即物料化学组成与磨蚀性高低无明显的相关性。以Fe2O3为例,其在钢渣中的含量最高,但粉磨钢渣的辊套和衬板的磨蚀性却低于铅锌尾矿、镍渣,而矿渣中Fe2O3含量最低,但其磨蚀性却高于熟料、炉渣、粉煤灰。因此,仍不能确定造成镍渣磨蚀性高的原因。

表1 物料中fSiO2含量

表2 物料中金属铁含量
4 矿物组成对磨蚀性的影响
对于钢渣而言,从矿物组成来看,有研究认为:当其碱度低时,钢渣矿物组成有橄榄石(CaO·RO· SiO2)、蔷薇辉石(3CaO·RO·2SiO2)、RO相(MgO、MnO、FeO的固熔体);当其碱度高时才有硅酸二钙(2CaO·SiO2)和硅酸三钙(3CaO·SiO2)等。通过钢渣辊磨粉磨试验,我们发现当入磨钢渣原料金属铁含量从1.9%降低至1.2%时,辊磨磨蚀从150~160g/t降低至90~95g/t(铸钢材质)。

表3 几种物料的化学组成*
镍渣是镍铁合金生产过程中产生的废弃物,冶炼温度高达1 600℃,镍渣按照其形成的方法可分为干渣和水渣。干渣多为块状,是在镍铁液上层慢慢变冷凝固的块状渣;水渣是将热电炉中的融化状态镍渣淬水处理形成的细小颗粒(见图1)。本试验采用的原料为淬水处理的镍渣。
用我公司XRD检测设备对镍渣进行了矿物分析。设备为德国布鲁克(bruker)公司的d8 advance型XRD衍射仪,测角仪工作方式为θ/2θ方式,Cu靶X光管电压≤40kV、电流≤40mA,测角仪精度0.000 1°、准确度≤0.02°。此次衍射角为10°~70°,扫描速率为10°/min。测试结果见图2。

图1 镍渣原料
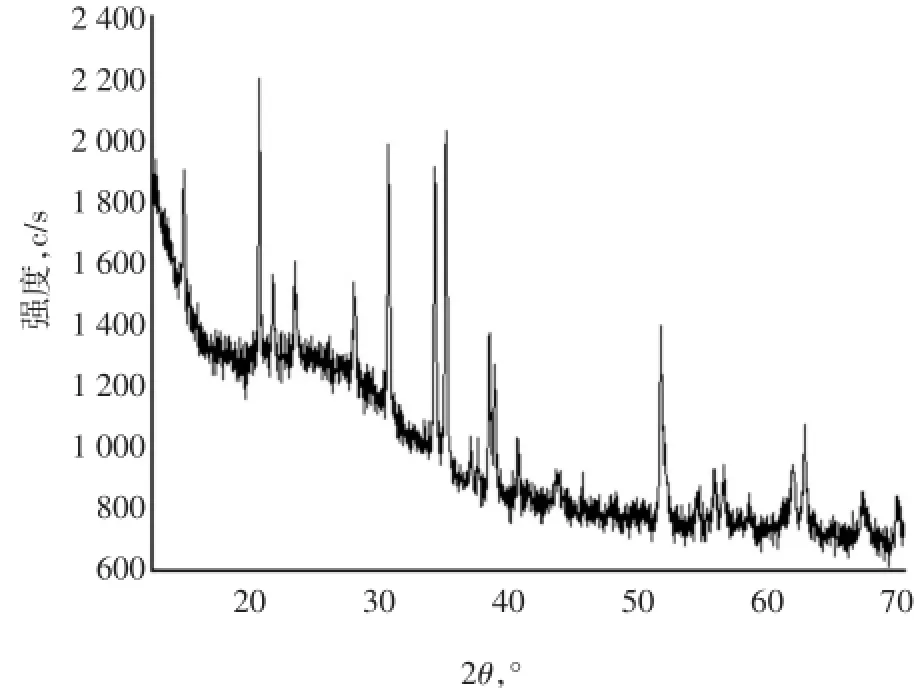
图2 镍渣XRD图谱
从图2中可以看出,试验用镍渣中主要矿物为:Mg2SiO4(镁橄榄石)和Fe(少量),国内大量的学者也对不同工艺处理的镍渣做了研究[14,15],认为镍渣中主要矿物有橄榄石、玻璃相、蓝铁矿、游离二氧化硅、金属铁等,在这些矿物中以游离二氧化硅和金属铁对磨蚀性的影响最大。

表4 不同矿物的莫氏硬度值
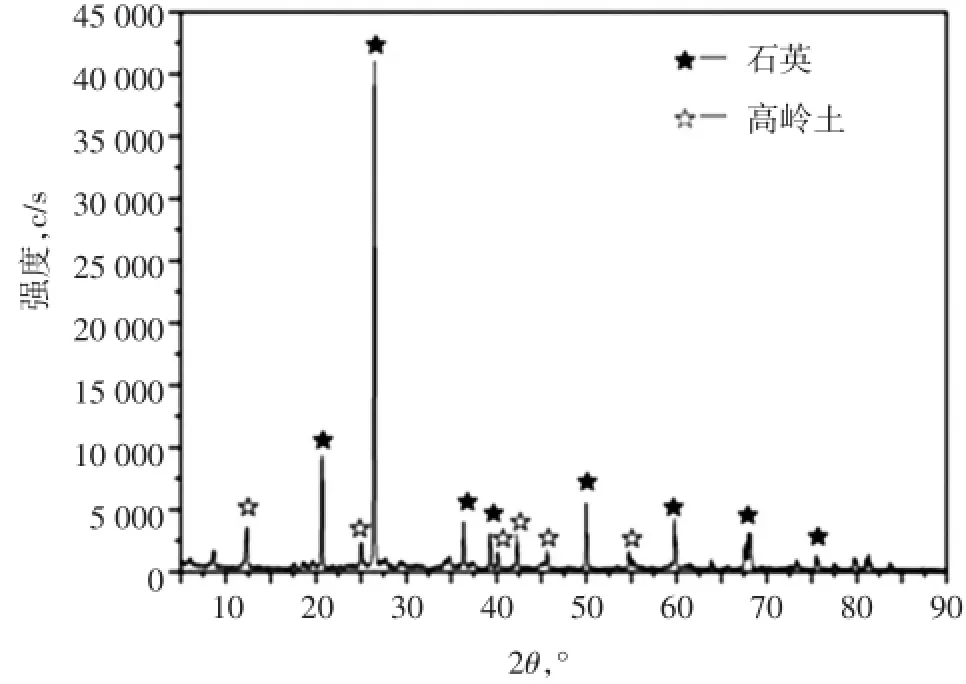
图3 铅锌尾矿XRD图谱
对于铅锌尾矿,通过XRD检测发现其含有大量的石英,这与游离二氧化硅的测定结果相吻合(图3)。
众所周知,不同物料是由不同的矿物材料组成,而矿物材料的硬度更大程度上影响了物料的易磨性,与物料的磨蚀性相关性很差。因此,也很难从矿物组成和物料易磨性等方面来判断其磨蚀性。
为了更好地了解造成镍渣粉磨磨损严重的原因,我们又从设备角度出发进行了分析,发现当挡料圈高度为230mm时,磨机排渣量小,合金在磨盘上富集,辊套磨损大,外循环物料管道式除铁器除铁效果欠佳。当挡料圈高度降低至200~210mm时,磨机外循环量增加,难磨物料被有效排出,有效降低了辊套磨损;另外,将外循环物料管道式除铁器更换为滚筒干式磁选机,可有效去除外循环物料中的含铁料,降低回料入磨铁含量,对于降低辊套和衬板磨损非常有益。所以,通过上述分析,我们发现金属铁含量的高低依然是影响镍渣磨蚀性高低的关键因素。
5 结语
在分析辊磨磨损机理的基础上,通过对物料化学成分、矿物组成的检测以及辊磨运行现场的调研,我们认为:fSiO2含量高是叶腊石、铅锌尾矿磨蚀性高的主要原因,矿渣、钢渣、镍渣中金属铁的含量是影响其磨蚀性的关键因素,在新物料的设备选型设计时需着重考虑fSiO2和金属铁含量。
[1]张昆谋,武洪明.辊磨磨辊、磨盘衬板磨损修复[J].中国水泥,2006,(11):78-79.
[2]杨连城.物料对磨辊磨耗之研究[J].新世纪水泥导报,1997,(2):30-32.
[3]Lucas R.D.Jensen,Erling Fundal,Per Mø ller,Mads Jespersen. Wear mechanism of abrasion resistant wear parts in raw material vertical roller mills[J].Wear,2011,(271):2 707-2 719.
[4]杨连城.磨辊磨耗的初探[J].四川水泥,1995,(5):1-3.
[5]赵乃仁.辊式磨粉磨的运行机理及其选型原则的探讨[J].水泥工程,2004,(1):4-11.
[6]Lucas R.D.Jensen,Henrik Friis,Erling Fundal,Per Mø ller,Per B. Brockhoff.Influence of quartz particles on wear in vertical roller mills. Part I:Quartz concentration[J].Minerals Engineeringm,2010,(23): 390-398.
[7]孔金山,张敏,肖威.辊磨在石英微粉加工中的应用[J].中国非金属矿工业导刊,2011,(4):42-46.
[8]张昆谋,郑国良,彭新桥.浅谈辊磨磨辊机磨盘表面耐磨堆焊技术[J].新世纪水泥导报,2005,(6):47-48.
[9]杜荣鹏,杨文生,李晓军.辊磨辊套磨损的原因分析及结果[J].水泥,2012,(8):39-40.
[10]田大标.矿渣辊磨磨辊堆焊焊丝的选择及应用[J].水泥,2011,(7):37-38.
[11]中国机械工程学会磨损失效分析与抗磨技术专业委员会.辊磨用耐磨材料与抗磨技术[C].2009全国水泥辊磨技术和装备研讨会论文集,北京:中国建材工业出版社,2009:13-18.
[12]王振廷,孟君晟.摩擦磨损与耐磨材料[M].黑龙江:哈尔滨工业大学出版社,2013:10-100.
[13]杜鑫,聂文海,柴星腾,等.TRMG32.2钢渣辊磨粉磨钢渣和矿渣生产实践分析[C].2015中国水泥技术年会暨第十七届全国水泥技术交流大会论文集,北京:中国科学文化出版社,2015:155-161.
[14]何绪文,石靖靖,李静,等.镍渣的重金属浸出特性[J].环境工程学报,2014,(8):3385-3389.
[15]张勇.镍渣作为混合材在水泥胶凝材料中的应用研究[D].湖北:武汉理工大学硕士学位论文,2013:1-25.■
TQ172.639
A
1001-6171(2017)01-0025-05
天津市科技小巨人领军企业培育重大项目(14ZXLJGX00540)
中材装备集团有限公司,天津300400;
2016-05-12;编辑:赵莲
