基于PLC通讯协议的化学电镀电源开发
2017-01-20顾志军
顾志军
(南通新联电子有限公司,江苏南通,226363)
基于PLC通讯协议的化学电镀电源开发
顾志军
(南通新联电子有限公司,江苏南通,226363)
介绍了电镀电源通讯控制的作用,阐述了化学电镀电源与西门子S7-200PLC之间的Field-Bus通讯应用,最终实现了基于Field-Bus通讯协议对化学电镀电源的参数控制。利用该协议,S7-200PLC可对多台电镀电源参数进行写入和读取,实时显示了电源运行状态。该协议的应用提高了电源输出功率的精度及速度,实现了电镀电源控制自动化。
化学电镀;电源;PLC;通讯协议
引言
在化学电镀设备中,电源是决定其电镀效果的主要因素之一。目前国内应用于各类化学电镀设备的大功率电源一般系单独控制,电源输出与设备传动系统无法有效结合,导致在产品处理过程中,无法根据工艺要求实时调整参数。此外,电源工作状态也无法实时反馈给主控制单元,无法掌控电镀质量,尤其当多台电源同时工作时更是如此[1-4]。因此有必要开发电源与PLC之间的通讯协议,实现电镀过程中的电源自动化控制,以期提高电镀质量,降低设备能耗。
1 通讯协议构成
协议报文由32个字节组成,包含站地址、状态字、电压值、电流值、设定值或输出值,如表1所示。报文经BCC校验。
通讯参数:9 600 bps,8 bit,无校验,1位停止位。
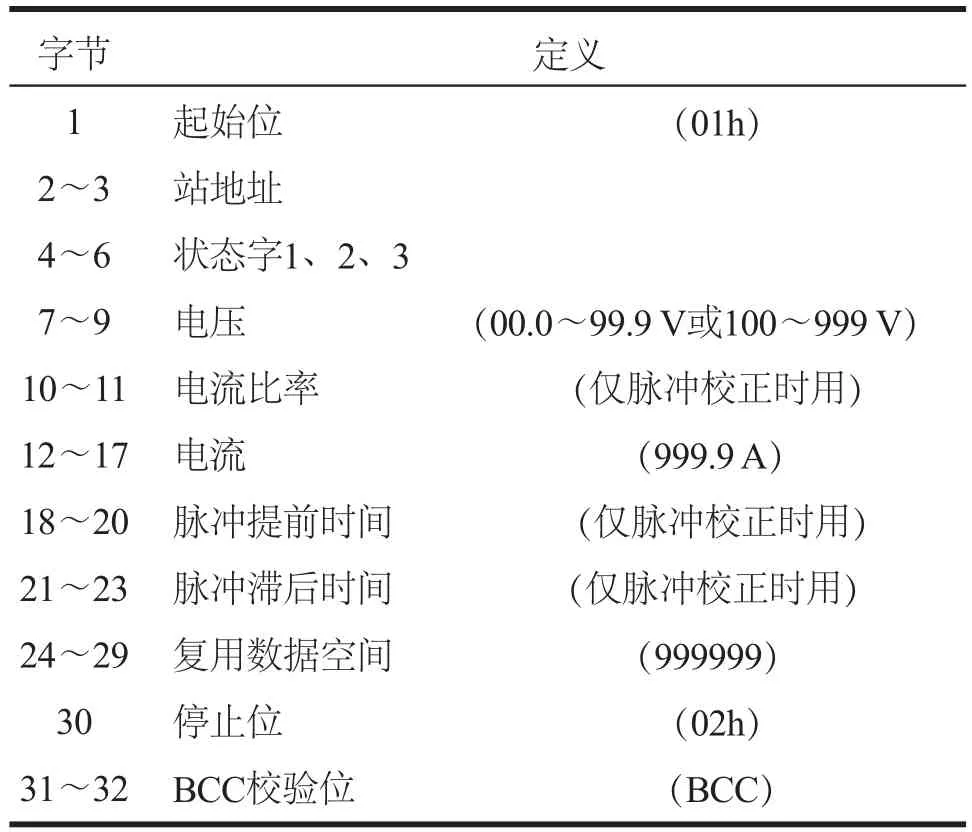
表1 报文格式
报文时间特性:接收数据后到发送新数据前延时10 ms,最大延迟时间300 ms。
1.1 站地址
每一个站地址占用2个字节,因此地址分为高字节和低字节,以16进制ASCII码传输(0~9=30h~39h、A~F=41h~46h)。地址可通过下位机的拨码开关设定。
1.2 状态字
状态字定义了通讯方向。控制系统(PLC,PC,PNC)发送设定的状态位,控制单元返回当前状态和电源的当时值(错误信息,模式)。利用4位二进制组合,以16进制ASCII码传输(0~9=30h~39h、A~F=41h~46h),如表2所示。
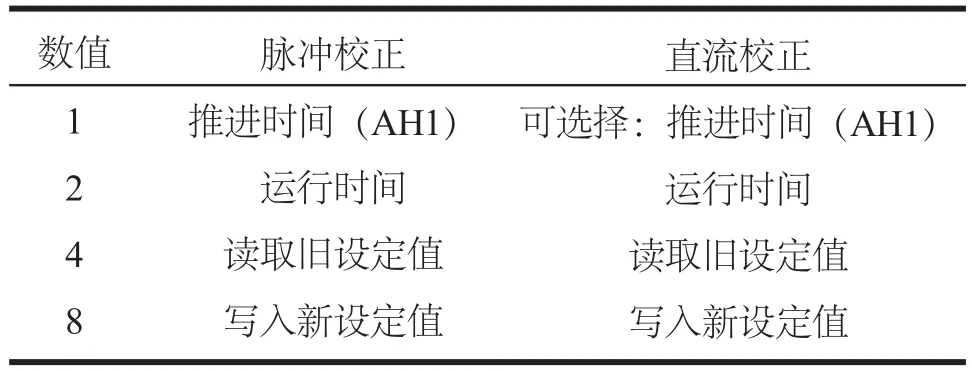
表2 推进时间状态Byte4:状态1(控制系统→控制单元)
1.2.1 推进时间(AH1)
该位通过一个放大的时间参数来设定。设定后,利用复用数据空间(24~29)进行传输,每次该数据空间内数据到达时,控制单元内部产生延迟。
1.2.2 运行时间
当运行时间结束后,脉冲电源自动关闭。利用复用数据空间(24~29)进行运行时间设定时,控制系统必须设定该位;当读取电源的当前参数时,控制系统禁止设定该位;当读取先前写入的参数时,控制系统必须设定改位。通常控制系统能够发送虚拟报文给控制单元,以读取电源的现行参数。若要让新的设定值有效,设置该位,告知控制单元使用当前报文设定参数,如表3所示。

表3 运行时间状态Byte4:状态1(控制单元→控制系统)
1.2.3 运行模式
通过该位开启和关闭电源,可以参考表2中的“写入新设定值”,对控制单元内部Ah计时器进行复位。
(1)错误接受控制
通过设定改为对每个发生的错误进行接收。
(2)电流错误控制
如果电流设定值比实际平均值高出5%超过20 s时,控制单元产生一个错误。直流电源不关闭。
(3)开关及报警控制
该位显示电源的当地模式。(开关模式:off=0;on=1)。当新的设定值不在定义的范围内时,老的设定参数持续有效,新的设定参数被忽略,同时产生错误信息。当“电流错误控制”置位时,产生错误信息。
(4)看门狗复位
控制单元中的单片机对内部运行进行监控,当产生故障时,看门狗自动复位。同样,当电源重新启动时,服务照常。所有设定参数在复位后丢失,该位输出给控制系统。
1.3 电压电流数据
输出电压范围00.0~99.9 V,电压设定占用3个字节,7~8为整数,9为小数。每一位通过16进制ASCII码传输,小数点被忽略(Byte7~8:电压值;Byte9:1/10电压值)。电流设定值和实际值占用5个字节宽度,每一位通过16进制ASCII码传输(0~9=30h~39h),小数点为“2Eh”(Byte12~15:平均电流值;Byte16:小数点(2Eh);Byte17:1/10平均电流值)。
1.4 复用数据空间
字节24~29被定义为不同的功能。功能的区别以表4描述。
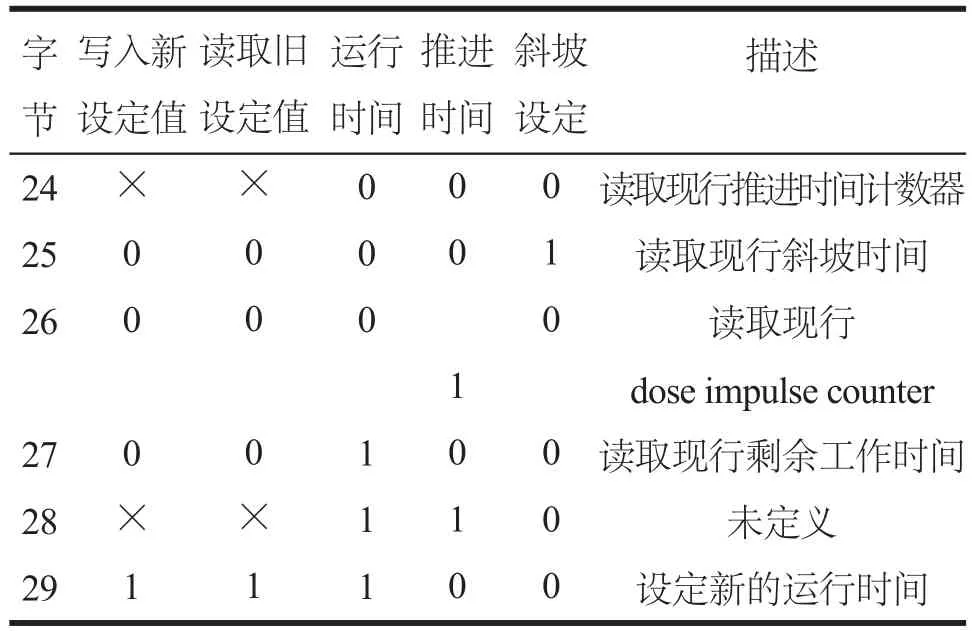
表4 复用数据表
1.5 BCC校验
BCC校验码位于报文最后2个字节,用来验证报文传输准确性。如果接受的校验码和计算的校验码之间存在差别,报文传输错误,命令无效。错误应答信号在控制系统中最多重复5次,控制单元不响应错误命令。BCC对1~26字节进行异或运算。与站地址及状态字相同,BCC校验码分成2个字节,以十六进制ASCII码传输(0~9=30h~39h、A~F=41h~46h)。Byte31:BCC校验(高字节),Byte32:BCC校验(低字节)。
2 西门子S7-200与电源自由口通讯
2.1 S7-200通讯介绍
西门子S7-200自由口模式允许应用程序控制S7-200 CPU的通讯端口。可以在自由口模式下使用用户定义的通讯协议与多种类型的智能设备的通讯。自由口模式支持ASCII码和二进制协议。
2.2 通讯控制过程
以两台电源与CPU224之间的发送控制为例,控制过程如图1所示。
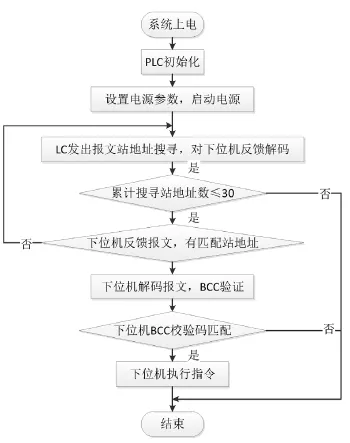
图1 通讯控制流程图
2.3 PLC控制过程简介
(1)Main主程序:监视用于自由通信口/PPI通信切换的RUN/TERM开关,寻找输入;
(2)初始化子程序:初始化XMT缓冲区,设置通信参数;
(3)启动电源RUN子程序:启动代码,写入站地址,写入新的设定值;
(4)停止电源STOP子程序:停止代码,写入站地址,写入新的设定值;
(5)ASCII 编码子程序:从略;
(6)十六进制源指令存储:VB100~VB129 中30个字节。起始码VB100=01H,VB115='.',停止码VB129=02H;
(7)ASCII码转换过程:将VB101~VB128中28个字节转化到VB1001~VB1056的56个ASCII码16进制数据。过程分为两个部分:VB101~VB114中14个字节转化为28个ASCII码16进制数;VB116~VB128中13个字节转化为26个ASCII码16进制数;
(8)16进制发送缓存区: VB100~VB129中30个字节指针偏移间隔2,在VB1001~VB1056的56个ASCII码16进制数据中,28个有效数据存储到发送缓冲区VB201~VB228中。起始码VB200=01H,VB215=2EH,停止码VB229=02H;
(9)BCC校验子程序:BCC 校验码生成,将发送缓冲区中VB300~VB329之间的30个16进制ASCII码字节按位异或,得出的异或值转化为2个字节的16进制ASCII码,放置于VB300、VB301之中。由此得出转化成功的32个字节报文,VB300~VB301 SBR7发送信息,初始化发送定时器;
(10)INT0:发送结束的中断处理程序,打开接收器;
(11)INT1:发送超时的中断处理程序,再试发送,最多试发3次;
(12)INT2:接收字符的中断程序,结束后进行有效性检验;
(13)INT3:接收超时的中断处理程序,再试接收,最多试收3次。
3 结束语
本文通过S7-200PLC的自由口与基于Field-Bus的通讯协议控制单元实现了化学电镀电源的运行过程控制。根据电源工作中的各项重要参数,设置了通讯报文系统。可利用触摸屏或工控机将化学电镀电源进行整体操作,同时可将电源工作状态直观地反应给用户。
样机试验表明:理论分析可行、有效,可供同行参考。
参考文献
[1]SIMATIC. S7-200可编程序控制器系统手册[Z]. 2005.
[2]胡敏. 深入浅出西门子S7-200 PLC[M]. 北京: 北京航空航天大学出版社, 2003.
[3]安茂忠. 电镀理论与技术[M]. 哈尔滨: 哈尔滨工业大学出版社, 2004.
[4]张允城, 胡如南, 向荣. 电镀手册: 第3版[M]. 北京: 国防工业出版社, 2007.
Development of Chemical Plating Power Supply based on PLC Communication Protocol
GU Zhi-jun
(Nantong Xinlian Electronics Co., Ltd., Nantong, Jiangsu,226363, China)
Significance of communication control on chemical plating power is discussed. Application of the Field-Bus communication between the chemical plating power supply and the SIEMENS S7-200PLC is described. Ultimately, based on the Field-Bus communication protocol, the parameter control of chemical plating power supply is achieved. By using such a communication protocol, the S7-200PLC can write and read the parameters of multiple chemical plating power supplies, reflecting the real-time running state of the power supply. The application of such a protocol improves the precision and speed of power output, and realizes the automation of power control.
Chemical Plating; Power Supply; PLC; Communication Protocol
TG174.441
A
2095-8412 (2016) 06-1191-04
10.14103/j.issn.2095-8412.2016.06.037
顾志军(1982-),男,江苏南通人,学士,中级电气工程师。研究方向:自动控制。
