CAP1400核电站接管和安全端焊接接头性能
2017-01-13刘卫华张俊宝
谷 雨,刘卫华,张俊宝,余 燕
(1.上海核工程研究设计院,上海200233;2.中核集团第五建设工程公司,上海201500)
CAP1400核电站接管和安全端焊接接头性能
谷 雨1,刘卫华2,张俊宝1,余 燕1
(1.上海核工程研究设计院,上海200233;2.中核集团第五建设工程公司,上海201500)
研究CAP1400核电站接管和安全端焊接工艺性和接头力学性能。结果表明,焊接接头无损探伤和力学性能试验结果均满足设计要求。室温及350℃条件下,SA-508 Gr.3 Cl.2母材与690焊缝金属屈强比基本保持不变,但SA-182 F316LN屈强比下降较明显;焊接热循环导致焊接热影响区冲击韧性降低,在不同冲击试验温度下,SA-508 Gr.3 Cl.2吸收能量基本维持在230 J以上,但-21℃时母材热影响区吸收能量降低至150 J左右。
CAP1400;接管和安全端;力学性能
0 前言
反应堆冷却剂系统又称一回路系统,实现将反应堆堆芯中核裂变产生的热量传输给二回路,同时冷却堆芯,防止燃料棒烧毁。一回路系统压力边界作为裂变产物放射性的第二道屏障,其中的设备长期在高温、高压及具有腐蚀性的高速流体冲刷下服役,不但要保证结构的完整性,还要保证性能的可靠性,这就要求所选用的材料不仅应具有高塑性、高韧性的特点,还要具备较高的耐腐蚀、断裂韧性及抗疲劳性能[1]。
CAP1400压水堆核电站的一回路系统由两条对称并联在反应堆压力容器接管上的密闭环路组成,接管材料采用Mn-Ni-Mo低合金钢,管道采用316LN奥氏体不锈钢,管嘴与管道之间的焊接属于异种钢焊接。考虑到现场焊接时低合金钢焊后热处理操作实施困难,设计制造时首先在管嘴端部堆焊690镍基合金隔离层,然后与不锈钢安全端进行对接,将接管与主管道的异种金属焊接转变为不锈钢的对接焊[2-3]。
接管和安全端之间的异种金属接头作为整个结构中的薄弱部位,长时间高温服役必然导致性能的恶化[4]。本研究模拟CAP1400接管和安全端结构,开展焊接接头常规力学性能及疲劳性能研究,为接管和安全端的设计制造提供技术支持。
1 试样制备和试验方法
1.1 试验材料
试验采用的焊接材料、母材及坡口尺寸等均与CAP1400核电站非能动余热排出热交换器安全端技术要求保持一致。母材采购自沈阳科金特种材料有限公司,690镍基合金气体保护焊焊丝为国际超合金公司的Inconel 52M,焊丝直径φ1.0 mm。母材及焊丝主要化学成分如表1~表3所示。

表1 SA-508 Gr.3 Cl.2低合金钢锻件化学成分%

表2 SA-182 F316LN不锈钢锻件化学成分%

表3 Inconel 52M镍基焊丝化学成分%
1.2 试板制备
接管和安全端焊缝窄间隙坡口如图1所示,采用CAP1400核电站非能动余热排出热交换器安全端焊接和焊后热处理工艺以及无损检验方法进行试板的制备和探伤,试板制备流程为:(1)SA-508 Gr.3 Cl.2接管端部进行隔离层堆焊,堆焊前对待堆焊面进行100%PT检测;(2)隔离层堆焊完毕后进行100%PT和100%UT检测;(3)隔离层焊后热处理,热处理保温温度设定为610℃;(4)打磨隔离层后进行100%PT和100%UT检测;(5)接管与安全端坡口加工,坡口表面进行100%PT检测;(6)坡口组对,采用自动TIG焊完成接管与安全端对接坡口;(7)对接焊缝100%PT、100%UT和100%RT检测。
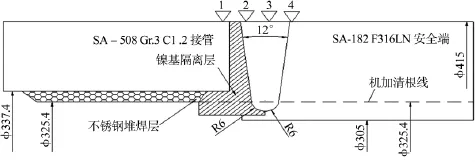
图1 接管和安全端焊缝坡口
1.3 试验方法
室温拉伸试验按照AWSB4.0M-2000进行,高温拉伸试验按照ASTM E21-1998进行,试样直径为φ12.5mm,标距长50mm,高温拉伸试验温度350℃。
SA-508 Gr.3 Cl.2侧热影响区夏比V型缺口冲击试验按照AWS B4.0M-2000进行,试样尺寸参照ASTM A370图11A型的要求。试验在-12℃及21℃下进行,一组三个试样,取其平均值。
安全端母材热影响区轴向等幅低周疲劳试验按照ASTM E606-2012进行,试验采用圆形截面试样,直径φ10 mm。试验温度350℃,波形为三角波,应变比为-1。试验设备采用美国MTS电液伺服万能材料试验机MTS810.13。
2 试验结果和分析
2.1 宏观形貌
在焊接接头无损探伤的基础上,对焊缝金属及两侧母材热影响区进行宏观和微观检查,结果表明,焊缝、隔离层及两侧热影响区无任何裂纹、夹渣、气孔、未熔合等缺陷,焊接接头宏观金相如图2所示。
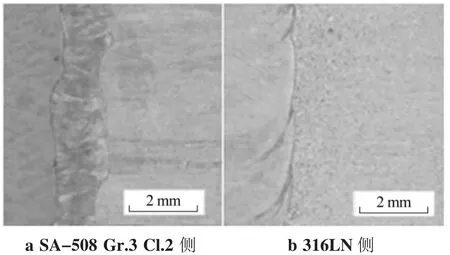
图2 宏观金相照片
2.2 拉伸试验
安全端焊缝采用“等强度”的设计原则,即焊缝金属性能应不低于“弱侧”母材的要求。对于接管和安全端焊缝,安全端316LN不锈钢为“弱侧”母材,母材与焊缝金属室温及350℃拉伸试验结果如图3所示。
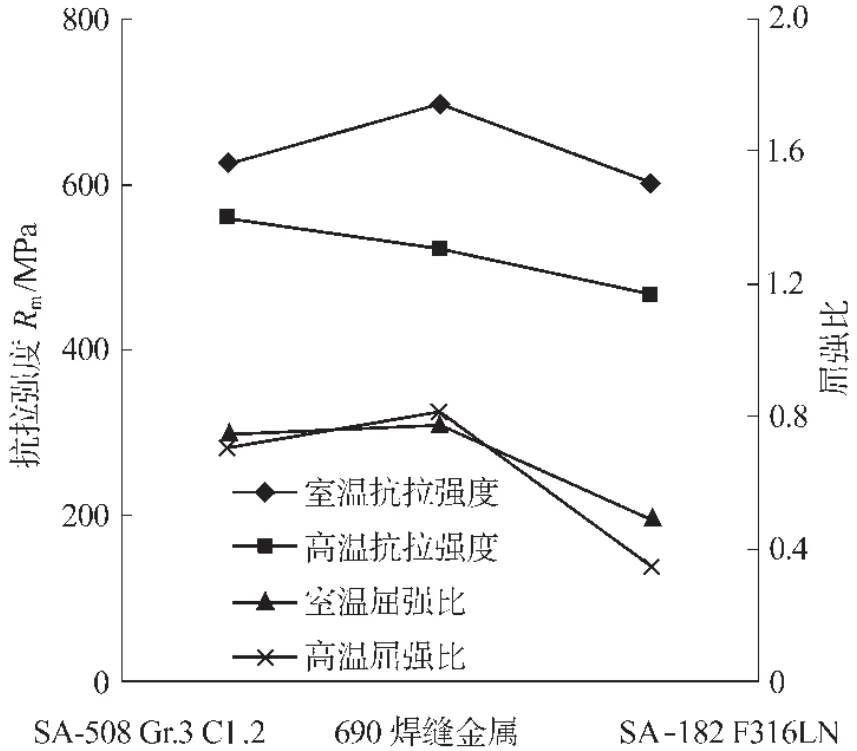
图3 拉伸试验结果
高温条件下,焊缝金属及母材抗拉强度均呈下降趋势,但焊缝金属强度满足高于母材SA-182F316LN强度的要求。350℃时,SA-182F316LN母材抗拉强度460 MPa,焊缝金属强度达到520 MPa。另外,相比于室温测试结果,SA-508 Gr.3 Cl.2母材及690焊缝金属350℃时屈强比基本保持不变,但316LN屈强比下降比较明显。
2.3 冲击试验
按照CAP1400核电站项目要求,SA-508 Gr.3 Cl.2冲击试验的要求是:试验温度-21℃时,三个试样吸收能量平均值应不小于48 J;试验温度12℃时,平均值不小于68 J。SA-508 Gr.3 Cl.2母材及焊缝热影响区不同位置冲击试验结果如图4所示。

图4 冲击试验结果
在不同冲击温度下,母材吸收能量基本维持在230 J以上,焊接过程中的循环热输入导致母材热影响区冲击韧性降低,12℃时母材热影响区吸收能量最低值为180 J、-21℃时母材热影响区吸收能量最低值降低至150 J左右。
2.4 疲劳试验
在350℃的条件下,对SA-508Gr.3Cl.2和SA-182F316LN焊接热影响区进行等幅低循环疲劳试验。试验时每组试样选取若干应变值,分别测定其达到失效的循环数、应变和失效反向数。根据应力、应变及反向失效数绘制应变-寿命曲线和稳定应力幅-塑性应变幅曲线,如图5和图6所示。

图5 SA-508 Gr.3 Cl.2焊接热影响区疲劳试验结果
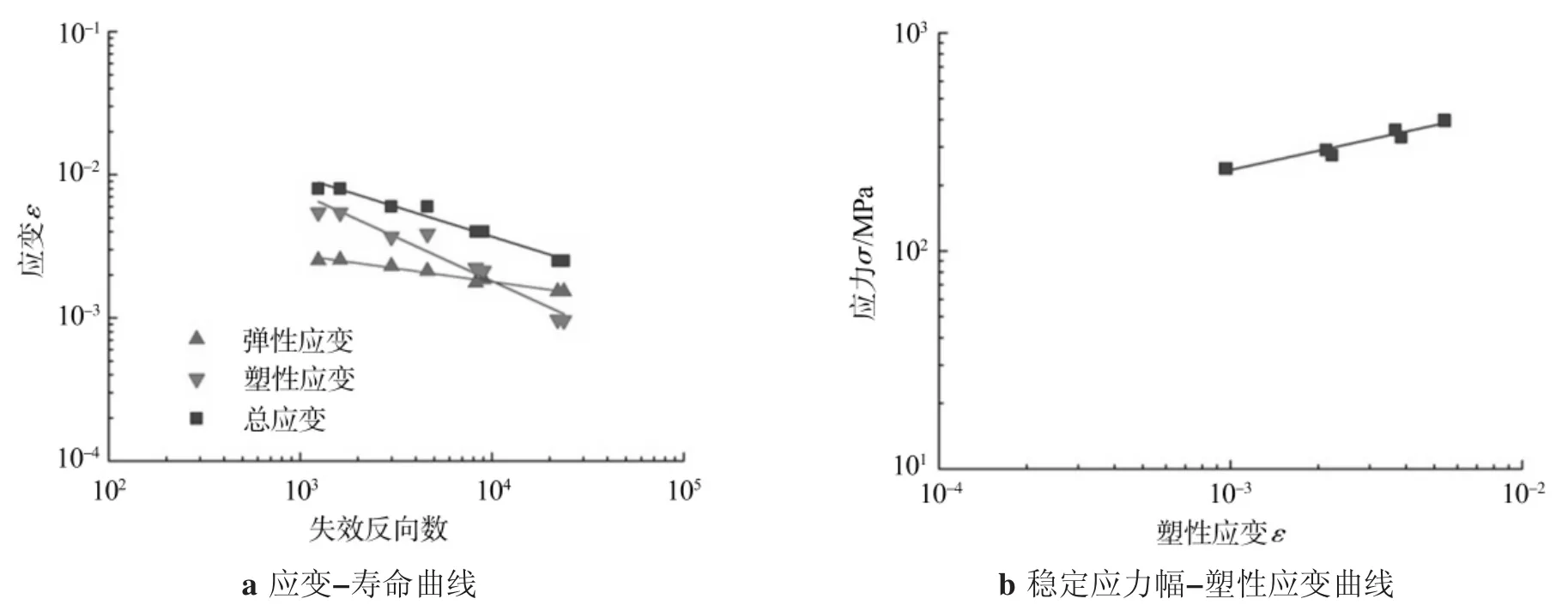
图6 SA-182 F316LN焊接热影响区疲劳试验结果
试验过程中,随着循环次数的增加,应力幅先有松弛的过程,随后较长时间保持稳定,在疲劳循环后期,随着疲劳裂纹的扩展,试样失效断裂,裂纹均发生在试样标距段内。由图5a和图6a可见,焊接接头热影响区的低周疲劳寿命与应变幅密切相关,应变幅越高,疲劳寿命越短。
根据绘制的应变-寿命曲线,计算SA-508 Gr.3 Cl.2和SA-182 F316LN焊接热影响区的疲劳延性指数c、疲劳强度指数b、疲劳延性系数ε'f和疲劳强度系数σ'f;根据稳定应力幅-塑性应变幅曲线,计算材料在试验条件下的循环应变硬化指数n'和循环强度系数K'。计算结果如表4所示。

表4 循环特征参数值
3 结论
采用满足CAP1400核电站非能动余热排出热交换器技术要求的锻件和焊接材料,进行接管和安全端结构焊接工艺性试验。对焊接接头进行无损探伤、金相检查和力学性能试验。结果表明,焊缝金属室温及350℃抗拉强度始终高于SA-182F316LN母材,SA-508 Gr.3 Cl.2母材与690焊缝金属室温及350℃时屈强比基本保持不变,但316LN屈强比下降较明显;不同冲击试验温度下,SA-508 Gr.3 Cl.2吸收能量基本维持在230 J以上,焊接热循环导致焊接热影响区冲击韧性降低,-21℃时母材热影响区吸收能量最低值降低到150 J左右。为减少缺陷产生几率,实际生产过程中应严格控制热输入,尽量采用较小的电流和快速焊接,减小热源在焊缝边缘的停留时间,减少碳的迁移和母材金属在焊缝中的熔合比,以保证焊接质量。
[1]郑明光,杜圣华.压水堆核电站工程设计[M].上海:上海科学技术出版社,2013:149-152.
[2]黄均麟,刘宏斌.稳压器接管与安全端异种金属接头的焊接研究[J].核动力工程,2013(34):141-143.
[3]刘全印.核电站稳压器设备安全端焊接技术[J].压力容器,2009(199):34-37.
[4]王海涛.核电安全端异种金属焊接接头的局部力学性能及断裂行为[D].上海:华东理工大学,2013.
Properties of nozzle safe-end welded joints in CAP1400 nuclear power plant
GU Yu1,LIU Weihua2,ZHANG Junbao1,YU Yan1
(1.Shanghai Nuclear Engineering Research&Design Institute,Shanghai 200233,China;2.China Nuclear Industry Fifth Construction Co.,Ltd,Shanghai 201500,China)
In this paper,mechanical properties and weldability were invested for the nozzle safe-end weld joint of CAP1400 nuclear power plants.It is showed that the NDT and mechanical properties test results meet the design requirements.At room temperature and 350℃test conditions,yield ratio of SA-508Gr.3 Cl.2 and 690 weld metal has little change,while yield ratio of SA-182 F316LN decreases obviously.The impact toughness of the SA-508Gr.3 Cl.2 heat affected zone decreases significantly due to the welding heat input.The absorbed energy of SA-508 Gr.3 Cl.2 base metal remains at above 230 J at different impact test temperature,while the absorbed energy of heat affected zone reduces to about 150 J.
CAP1400;nozzle safe-end;mechanical properties
TG407
A
1001-2303(2016)12-0080-04
10.7512/j.issn.1001-2303.2016.12.17
献
谷雨,刘卫华,张俊宝,等.CAP1400核电站接管和安全端焊接接头性能[J].电焊机,2016,46(12):80-83.
2016-07-18
国家重大专项资助项目(2010ZX06002)
谷雨(1982—),男,吉林人,博士,高级工程师,主要从事核电焊接设计的相关工作。
