304不锈钢与C-276镍基耐蚀合金的真空钎焊
2017-01-10唐清秋张博文钟志宏
唐清秋,张博文,钟志宏
(合肥工业大学材料科学与工程学院,安徽合肥230009)
304不锈钢与C-276镍基耐蚀合金的真空钎焊
唐清秋,张博文,钟志宏
(合肥工业大学材料科学与工程学院,安徽合肥230009)
采用铜箔对C-276镍基耐蚀合金和304不锈钢的真空钎焊工艺进行研究。通过金相显微镜、扫描电镜及能谱分析、显微硬度机和万能材料试验机等手段研究钎焊温度对钎焊接头的微观组织和力学性能的影响。结果表明,钎焊温度对接头的组织和性能有明显影响。钎缝中心区为Cu基固溶体,两侧界面反应区分别为Fe基固溶体和Ni基固溶体。钎焊温度过低时,冶金作用较弱,接头强度较低;钎焊温度过高时,钎料流失较多,接头强度也较低。当钎焊温度为1125℃时,接头的拉剪强度最高,为105.7MPa,且接头的断裂方式为韧性断裂。
SUS304;C-276;Cu箔;真空钎焊
0 前言
哈氏合金C-276属于Ni-Mo-Cr系镍基合金,是现代金属中最耐腐蚀的一种。这是因为合金中的Cr能在金属表面形成致密的氧化膜,使金属具有抗氧化能力;合金中的Mo主要提供抗还原环境能力,所以它在各种氧化性氯化物、氯化物盐溶液、硫酸及在低温与中温盐酸溶液中均有较好的耐腐蚀能力[1-2]。近年来广泛应用于石油化工(如TDI、PTA)、环保(如FGD、污水处理)、造纸、烟气脱硫等领域。目前对哈氏合金C-276的研究集中在抗腐蚀性能及焊接性能上[3-8]。奥氏体不锈钢304在不锈钢中产量、用量最高,是不锈钢应用中最成功的例子。它具有耐腐蚀性、低温韧性、高温强度、良好的加工性能及力学性能[9]。
研究假设制备C-276/SUS304的部件用于脱硫装置,这样既可以保证部件具有良好的抗腐蚀性能,又能降低部件的材料成本。对奥氏体不锈钢304和哈氏合金276进行钎焊实验,分析焊接温度对焊缝成形、接头组织性能及力学性能的影响。
1 实验材料及方法
1.1 母材
实验母材为奥氏体不锈钢304和哈氏合金276,其化学性能和物理性能如表1、表2所示[8]。

表1 304和C-276的化学成分%

表2 304和C-276的物理与化学性能
1.2 钎料
采用Cu箔作为中间层材料。纯铜的熔点为1 083℃,虽强度中等但具有较好的塑性、韧性及耐腐蚀性能。纯铜作为钎料时对钢、硬质合金、高温合金等均具有较好的润湿性,且价格便宜实用。
1.3 实验方法
母材及钎料切割成所需尺寸,并在丙酮中超声清洗10 min,按图1所示的方法放置在真空钼丝炉的焊接底座上面(压块上放一层石墨纸,以防母材与压块粘连)。在该实验中,为了使材料连接更加均匀、充分,采用0.06 mm厚的Cu箔。由于Cu箔的熔点是1 083℃,所以选择焊接温度分别为1 110℃、1 125℃、1 140℃、1 155℃,分4次完成实验,每次实验保温时间均为20 min。具体实验工艺条件和实验过程如表3和图2所示。

图1 实验材料装配

图2 真空钎焊过程热循环曲线

表3 实验条件及工艺参数
2 试验结果及讨论
2.1 接头形貌
当中间层采用Cu箔时,焊接温度为1 110℃、1 125℃、1 140℃、1 155℃时,接头形貌如图3所示。由图3可知,Cu箔为中间层时,钎焊温度为1 110℃时的钎料与母材连接面处结合较弱,出现较多明显的孔洞、未熔合等缺陷,说明该温度下焊接不理想,不再对该温度的焊缝进行后续研究。逐渐升高钎焊温度至1 125℃和1 140℃,钎料在两种母材的表层均具有较好的铺展润湿性且填缝效果较为理想。当钎焊温度达1 155℃,可能由于纯铜钎料中的部分元素组分发生挥发,导致其填缝性能有所下降,出现明显的气孔等缺陷。

图3 Cu箔做中间层时不同的钎焊温度对接头形貌的影响
2.2 接头显微硬度
如图4所示,当Cu箔为中间层时,取钎焊温度为1 125℃、1 140℃、1 155℃的试样测其显微硬度,可以看出焊缝中心的硬度明显低于母材,因此焊缝中心将成为整个接头中最薄弱的部分,直接影响接头性能。焊接温度为1 125℃时的接头硬度整体大于焊接温度为1 140℃时的接头硬度,而1 140℃时的接头硬度又大于1 155℃时的接头硬度。因为随着温度的升高,Cu等一些元素组分挥发,导致纯铜钎料的铺展润湿性降低而填缝性能变差,接头的硬度降低。

图4 钎缝区域的显微硬度分布
2.3 接头元素扩散行为
Cu箔为中间层时,焊接温度1 125℃、1 140℃、1 155℃时的接头元素扩散情况如图5~图7所示。比较可知,母材304钢中的Ni元素在1 125℃时大量向焊缝扩散,但母材中的含量依旧很高,而当焊接温度升至1 140℃、1 155℃时这种扩散现象更为明显,母材向焊缝一侧扩散的Ni含量很高。Cu主要集中于焊缝区并在高温下熔化向母材两侧扩散。
2.4 接头力学性能
采用万能拉伸机测试接头的拉剪强度,如图8所示。由于T=Fmax/S,拉伸速度为l mm/min,拉伸前测量搭接面积S。将所需焊接的材料进行搭接,并在焊后进行拉伸测试。
取1 125℃、1 140℃、1 155℃时的试样进行接头拉剪强度试验,如图9所示。试验测得以Cu做中间层时,焊接温度为1 125℃时的拉剪强度为105.68 MPa;焊接温度为1 140℃时的拉剪强度为94.86 MPa;而当钎焊温度为1 155℃时,接头拉剪强度为66.715 MPa,即随着焊接温度的升高,Cu元素开始挥发,导致连接不理想,接头拉剪强度下降,其中1 125℃是获得拉剪强度最高的钎焊温度。
2.5 断口形貌
不同温度下拉伸后的断口形貌如图10所示,由图10a可知,1 125℃时的断口韧窝明显且较多,属于韧性断裂,韧窝里有析出物质,该区域的元素分布如表4(A、B)所示。
其中在B区域,断口处多呈亮白色,此亮白色区域的析出物质中Cu元素含量较高,这些Cu全部来自于钎料Cu箔,由于Cu的塑性较好,韧性断裂明显,B区域也存在从母材扩散过来的Fe、Ni、Cr等元素。而韧窝中暗色的A区域中含Cu明显少于B区域,A区域中Fe、Cr元素也高于该侧的母材C276,因此推测该处的Fe很大一部分是从另一侧的母材304不锈钢中扩散而来(Cr元素含量同理可得)。钎焊温度为1 140℃和1 155℃时的情况同理可得,且随着温度的升高,在1140℃时韧窝更加均匀,但温度增加到1155℃时,由于温度过高Cu挥发过多,韧窝不再明显,韧性断裂效果不是很好。

图6 1 140℃接头元素线扫描曲线分布
3 结论
(1)采用Cu箔作为中间层金属,在适当的工艺条件下可以实现接头界面区的有效连接。

图7 1 155℃接头元素线扫描曲线分布

图8 接头拉剪强度的测试
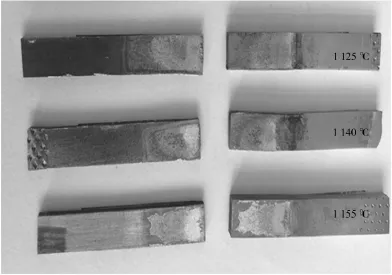
图9 钎焊搭接接头拉伸后照片

图10 不同钎焊温度下拉伸接头断口形貌

表4 拉伸接头断口不同区域的元素成分分布%
(2)钎焊温度过低时,冶金作用较弱,接头强度较低;钎焊温度过高时,钎料流失较多,接头强度也较低。相对来说,焊接温度1 125℃时得到的接头最理想,该温度下钎料与母材之间的元素扩散比较明显,接头实现了较好的冶金反应。
(3)在焊接温度为1 125℃时,接头的拉剪强度为105.68 MPa。且由拉伸断口形貌可知该断裂为韧性断裂。但是,以Cu箔为中间层时由于Cu自身性质的影响使焊缝中心的显微硬度明显低于母材两侧的显微硬度,导致焊缝中心可能成为整个焊接区域中最薄弱的部分。
[1]徐科,郑宝山.哈氏合金C-276在PTA装置中的应用[J].化工设备与管道,2014,51(1):37-39.
[2]蒋文春,巩建鸣,陈虎,等.哈氏合金C276管道焊接残余应力与变形的有限元分析[J].化工机械,2006,33(2):99-113.
[3]罗超.哈氏合金C276应用及焊接性能研究[J].中国高新技术企业,2015(7):65-66.
[4]刘铁军,唐照国,梁珊初.哈氏合金C-276的焊接[J].金属加工(热加工),2015(12):69-71.
[5]杨洁.FGD吸收塔入口烟道哈氏合金C276焊接工艺[J].安徽电力,2010,27(2):51-53.
[6]李婷,陆道纲,钱昕.C276合金的抗辐照性能研究[J].原子能科学科技,2014,48(3):413-415.
[7]严彪.不锈钢手册[M].北京:化学工业出版社,2009.
[8]朱艳.钎焊[M].哈尔滨:哈尔滨工业大学出版社,2012:148-150.
Vacuum brazing of 304 austenitic stainless steel to C-276 nickel-based corrosion-resistant alloy
TANG Qingqiu,ZHANG Bowen,ZHONG Zhihong
(School of Material Science and Engineering,Hefei University of Technology,Hefei 230009,China)
In this study,vacuum brazing of 304 austenitic stainless steel to C-276 nickel-based corrosion-resistant alloy with the filer metal of Cu foils would be conducted.Investigated the effect of brazing temperature on the microstructure and mechanical properties of welding joint by means of metallurgical microscopy,scanning electron microscope,EDS,the microhardness tester,universal material testing machine.The results show that,brazing temperature has obvious impact on the microstructure and mechanical properties of joints.The centre area of welding seam is Cu base solid solution,and two sides of the interface reaction zone are Fe based solid solution and Ni based solid solution.When the brazing temperature is too low,the metallurgic reaction is not strong and the joint strength is lower;when the brazing temperature is too high,lapsed solder is more and joint strength is low too,and the fracture mode of welding joint is ductile fracture.
SUS304;C-276;copper foil;vacuum brazing
TG454
A
1001-2303(2016)12-0063-06
10.7512/j.issn.1001-2303.2016.12.14
献
唐清秋,张博文,钟志宏.304不锈钢与C-276镍基耐蚀合金的真空钎焊[J].电焊机,2016,46(12):63-68.
2015-11-18;
2016-05-26
国家磁约束核聚变能发展研究专项(2015GB121003)
唐清秋(1991—),女,青海西宁人,在读硕士,主要从事焊接技术的研究工作。
