搅拌站废浆回收利用新探索
2016-12-27
(重庆建工新型建材有限公司,重庆401122)
搅拌站废浆回收利用新探索
赵海红,石从黎,高艳彬,王飞
(重庆建工新型建材有限公司,重庆401122)
该文通过控制搅拌站废浆中最大固含量,将其代替混凝土部分拌合用水使用,试验结果证明在一定掺量下废浆替代混凝土拌合用水对混凝土工作性能及力学性能均无不利影响。通过进一步改进废浆循环回收利用系统,提高废浆利用率,可逐步实现搅拌站废浆零污染、零排放。
废浆;回收利用;工作性能;力学性能
0 引言
目前,我国绝大多数城市均采用商品混凝土,但随之也产生了大量的废弃混凝土、废浆、固体废弃物等。大多数商品混凝土搅拌站对产生的废浆是先通过砂石分离机将砂石分离出来回收利用,剩余浆体进入多级沉淀池,逐级进行沉淀分离或经过压滤机进行固液分离,最后得到较清洁的回收水,用于循环刷车、冲洗场地等。而留存下来的滤渣,被定期清理、运送出去进行掩埋处理。这不仅使混凝土企业每年要支付大量的垃圾处理费(人工清理、运输等),同时堆放掩埋这些废浆占用大量的土地,造成了资源浪费,对我们生存的环境也造成了很大的破坏。
近年来,随着人们对零排放、零污染的新型绿色环保搅拌站的认知和追求,大家对于搅拌站废浆的关注度也不断提高,许多搅拌站人员都在通过掌控废浆性能指标、研究其对混凝土性能的影响,并结合混凝土生产特点来改进、设计废浆回收系统,以便最终实现搅拌站废浆的零排放。
本文首先针对搅拌站废浆进行了性能指标检测,其次开展了废浆对于配制中低强度混凝土的拌合物性能、力学性能研究,分析其应用于混凝土中的可行性,提出废浆回收利用的控制指标;最后在此基础上改进、升级废浆回收利用系统装置,进一步提高废浆利用率,为废浆回收利用提供设施和技术保障。
1 试验及分析
1.1 原材料
(1)水泥:采用P·O42.5R水泥,比表面积350m2/kg;28d抗压强度48.6MPa。
(2)粉煤灰:采用二级粉煤灰,细度21%;需水量比104%,烧失量3.2%。
(3)磨细石灰石粉:CaCO3含量92.7%,MB值0.60。
(4)外加剂:聚羧酸高性能减水剂,减水率29%。
(5)粗骨料:5~10mm与10~20mm石子复配。
(6)细骨料:特细砂与机制砂复合使用,细度模数分别为1.0和2.6。
(7)水:饮用自来水。
1.2 废浆性能指标检测
1.2.1 废浆取样制备
于废浆沉淀池中部取样,保证取样时废浆处于搅拌状态,取样容量不小于5L,取样到检测完成时间不超过3d。
1.2.2 废浆检测方法
检测时分为上层澄清液、下层浆体以及浆体烘干后的粉体分别进行。
(1)测定澄清液中的主控指标:PH值、不溶物、可溶物、氯离子含量、硫酸根离子含量、抗压强度比等指标。方法及要求按照《混凝土用水标准》JGJ 63-2006执行。
(2)废浆中浆体的主控指标:流动度比。
(3)浆体烘干后的粉体的主控指标:烧失量、活性指数。
(2)、(3)方法及要求按照《用于水泥和混凝土中粒化高炉矿渣粉》GB/T 18046-2000执行。
废浆澄清液在充分沉淀下取上层清液进行检测;浆体检测在控制废浆固含量为10%并且搅拌均匀的情况下进行;废浆经沉淀、烘干后将粉体进行烘干、研磨,过80μm筛,进行烧失量和活性指数检测。检测所采用配合比情况如表1所示。

表1 检测各性能指标所采用的配合比情况
1.2.3 废浆性能检测指标结果
采集公司内部不同混凝土搅拌站废浆,取澄清液,其性能检测指标如表2所示。
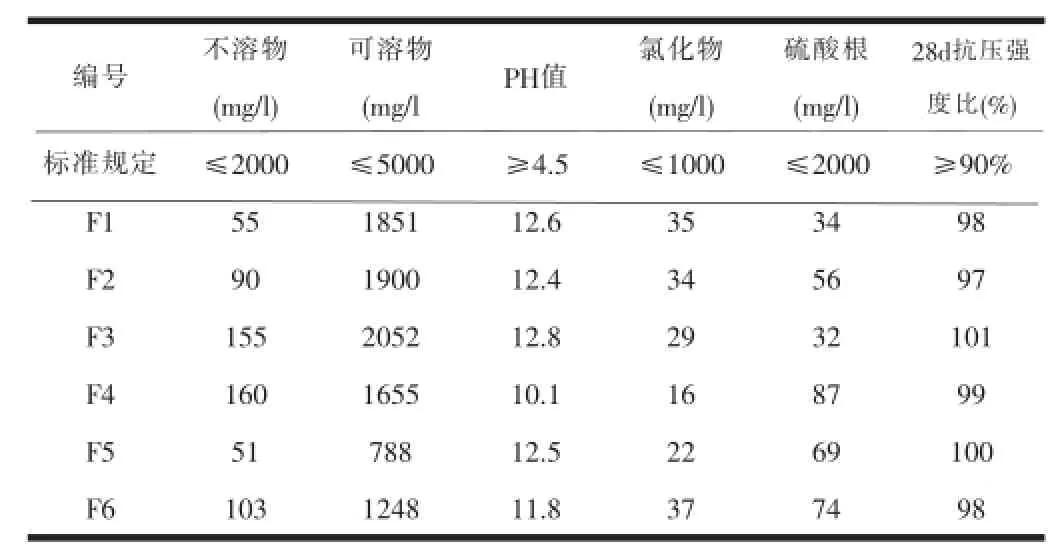
表2 废浆澄清液检测指标
废浆浆体及粉体的检测性能指标如表3所示。

表3 废浆浆体流动度比以及废浆粉体烧失量、活性指数检测指标

表4 C30试配用配合比
由上述检测结果可以看出,废浆澄清液部分能够满足《混凝土拌合用水标准》要求,可以直接替代自来水用于混凝土生产中;废浆浆体在固含量为10%且搅拌均匀时,流动度比基本上在92%~100%。废浆粉体28d活性指数低于60%,说明废浆液中的固体颗粒对于胶砂强度贡献不大。
因此,经总体考虑,决定在控制废浆固含量的情况下,将废浆液搅拌均匀后直接代替部分混凝土拌合用水使用,不考虑废浆液中固体颗粒对胶凝材料的节约。
1.3 废浆配制混凝土性能试验
1.3.1 废浆配制C30混凝土性能研究
为了验证废浆中由于少量有害物质以及固体物质的存在导致用水量减少对混凝土工作性能、力学性能造成的影响,采用固含量为3.8%的废浆分别以0%、30%和50%的掺量替代混凝土拌合用水并对不同掺合料复配的配合比进行试验,试验用配合比如表4所示。
采用上述混凝土配合比进行试配,其工作性能和力学性能试配结果如图1、图2所示。

图1 不同系列配合比混凝土工作性随废浆掺量变化趋势图
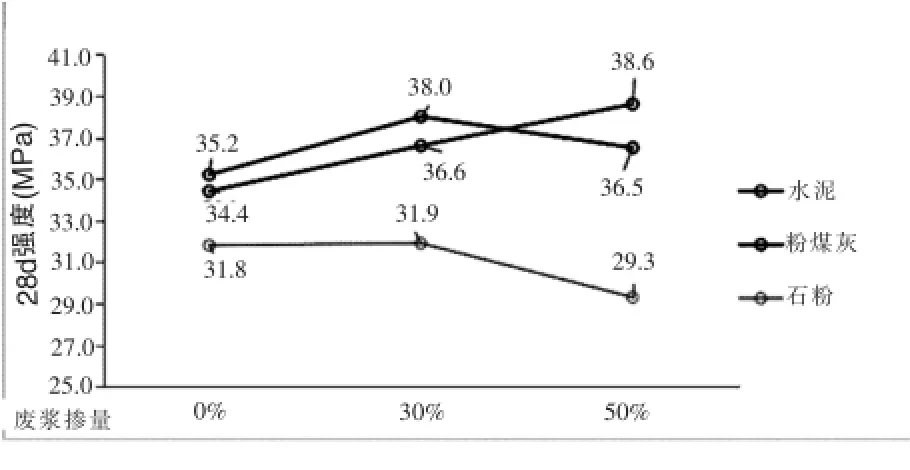
图2 不同系列配合比混凝土28d强度随废浆掺量变化趋势图
由图1可以看出,在0%~50%掺量范围内,废浆掺量的提高,对不同掺合料复配的混凝土工作性均无明显不利影响,其中,水泥+粉煤灰系列的C30混凝土工作性能随着废浆掺量的提高而改善。
由图2可以看出,除水泥+粉煤灰系列外,随着废浆掺量的增加,混凝土28d抗压强度先增大后减小。在废浆掺量为50%时,水泥+粉煤灰系列混凝土28d强度值最好。
因此,该条件下对于水泥+粉煤灰系列C30混凝土来说,废浆最佳掺量为50%;对于水泥及水泥+石粉系列C30混凝土来说,废浆的最佳掺量为30%。
1.3.2 废浆配制不同强度等级混凝土性能研究
依据上述试验情况,同时为保证混凝土质量,决定将废浆应用于C40以下水泥+石粉系列混凝土中,同时废浆掺量控制在30%以下。为此,首先进行了C20-C40混凝土的试配试验,其采用配合比情况和混凝土试配结果如表5和表6所示。
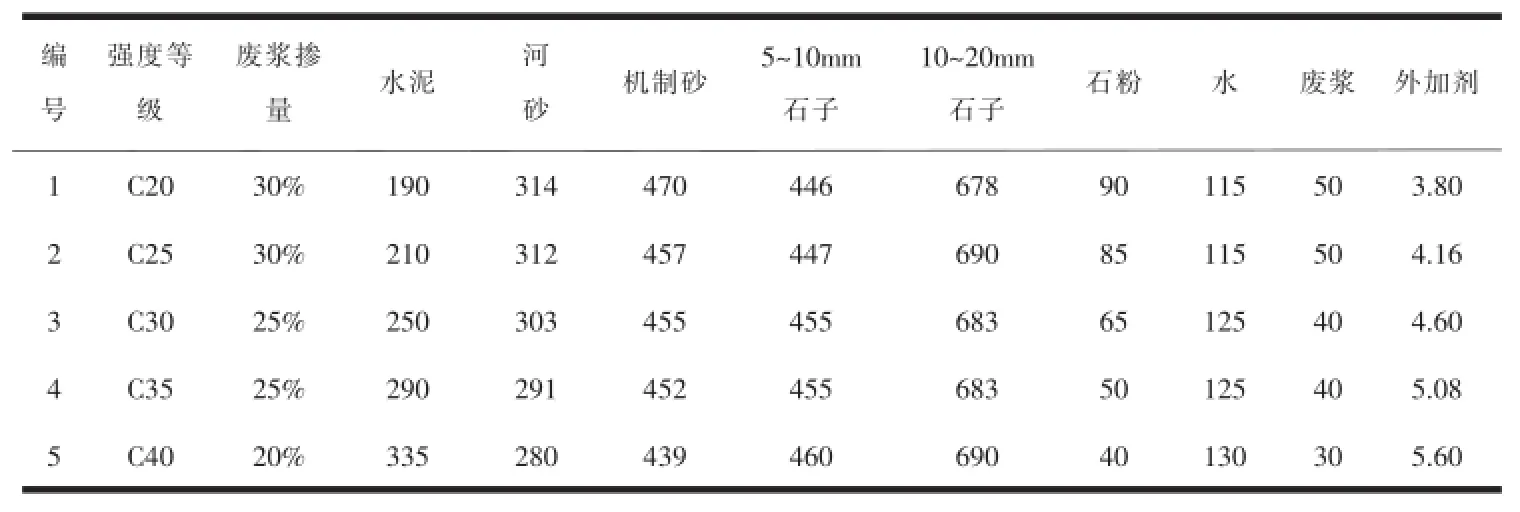
表5 不同强度等级混凝土配合比(kg/m>3)

表6 不同强度等级混凝土性能指标
由上表可以看出,C20-C40强度等级混凝土在废浆掺量为20%~30%范围内时,工作性及力学性能均满足试配要求。同时,为了进一步验证混凝土性能是否满足实际生产需要,于2015年7月30日将该配合比应用于实际生产中,并对其出厂强度进行了统计分析,如表7所示。

表7 不同强度等级混凝土出厂强度统计
由表7可以看出,掺有废浆的C20-C40混凝土的出厂强度保证率除C25外,都达到了95%以上,质量相对比较稳定。
1.3.3 废浆掺量提升对C30以下混凝土性能影响
为了进一步加强废浆利用率,在2016年初升级了废浆回收利用系统,通过改进砂石分离机,加装细砂分流器,大大提高了废浆中细骨料的回收量,使废浆中固含量明显降低;同时,在积累了一定生产经验的基础上,拟在C30以下混凝土中提高废浆掺量,最高掺量在50%左右,具体试配用配合比及试配结果如表8和表9所示。
由上表可以看出,废浆掺量虽然提高到近50%,但经过试配发现,其工作性及试配强度均满足设计要求。2016年3月4日将此配合比应用于实际生产,同样对其出厂强度进行统计如表10所示。
表10的C25混凝土中28d强度值只有1组未达到设计标准值,但由于统计总组数较少,造成强度保证率偏低;整体来看,28d强度平均值能够满足要求。
2 搅拌站废浆回收利用系统
2016年初,对废浆回收利用系统进行全面升级,由洗车台、分石机、细砂分离器、旋流器、压滤机(备用)、废浆输送泵、管以及废浆储存罐、计量秤、搅拌楼组成。装置示意图如图3所示。

图3 搅拌站废浆回收利用系统升级版装置示意图
此系统废浆使用流程如下:
混凝土罐车清洗将废料倒入卸料槽,通过横冲泵用水冲击流入分石机将石子分离出来,废浆和细骨料进入旋流器经细砂分离器将细骨料分离出来,砂、石回收仓设有溢流槽,废浆液经此流回旋流器中,分离出来的废浆进入专用储存罐,经废浆泵输送到水秤计量或输送到洗车台进行二次冲洗,冲洗后再次进入该回收系统,形成封闭循环。另外,压滤机作为备用装置,当该回收系统出现故障时,将废浆经过压滤机压滤回收。
废浆回收系统升级后较原有回收系统具有两大优势:两级分离更彻底以及采用反冲自搅拌功能防止废浆沉淀。
首先,升级版采用滚筒式分离机将粒径大于5mm以上的颗粒进行一级分离,再经过细砂分离器将0.05mm以上颗粒进行二级分离,经过两次分离后,废浆固含量较传统砂石分离机大大降低。

表8 C20-C30混凝土配合比(kg/m3)
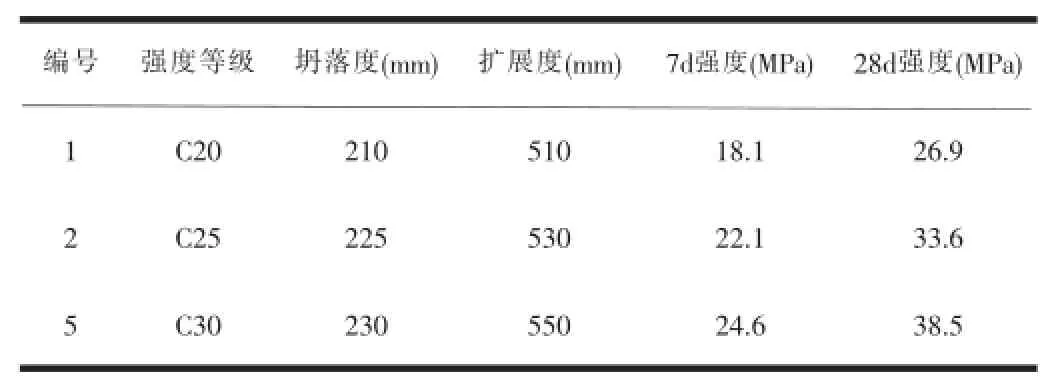
表9 C20-C30混凝土试配结果

表10 C20-C30混凝土出厂强度统计
其次,通过设置1-4#废浆连通储存罐,并分别在4个罐体底部连入泵送、输送管道以便对罐体内进行反冲自搅拌。如:将细砂分离器出水管直接连通到1#罐底部,通过反冲水流,将底部微细颗粒反冲,实现罐体内部自搅拌作用;同样,从2#罐底部抽取固含量较高的污水输送到罐车内,进行二次循环。同时,对2#罐设置补水输送管,当总水量低于设定值时,自动添加的水从罐底部对罐内进行反冲搅拌;从3#、4#罐底部接入输水管抽取废浆供生产使用,当计量达到设定值时,水泵停止工作,其管内的水在重力的作用下回流,对3#、4#罐进行反冲搅拌;另外,设置水泵自动启停系统,在长时间不生产时,通过泵的启停达到废浆罐体内的反冲搅拌作用。
3 结论
(1)废浆应用前应分别检测澄清液、浆体及粉体性能指标,指标对混凝土性能无不利影响后方可应用到混凝土生产中。
(2)废浆液在控制固含量的情况下,可以取代部分拌合用水使用而不影响混凝土性能,但废浆不适宜替代胶凝材料使用。
(3)对于C30混凝土而言,废浆固含量在3.8%、掺量在0%~50%变化时,水泥+粉煤灰系列混凝土的废浆最佳掺量为50%,水泥、水泥+石粉系列混凝土废浆最佳掺量为30%。
(4)在废浆掺量30%以下时,掺有废浆的C20-C40水泥+石粉系列混凝土的出厂强度保证率除C25外,都达到了95%以上,质量相对比较稳定。
(5)废浆回收利用系统升级后,在C30以下混凝土中将废浆掺量可提高至50%,混凝土性能仍然良好,强度保证率基本满足要求。
(6)废浆回收利用系统升级后,能大大降低废浆中细骨料颗粒含量,提高废浆利用效率。
责任编辑:孙苏,李红
New Exploration on Recycling of Waste Slurry of Concrete Mixing Plants
By controlling the largest solid content in the waste slurry of a mixing plant,the part of which replacing concrete is mixed with water to work. The test results show that there is no adverse impact of the waster slurry to replace concrete by mixing with water on concrete performance and mechanical property.Through further improving the waster slurry recycling system to enhance its utilization rate,it can be steadily realized that the waste slurry in mixing plan has no pollution nor discharge.
the waste slurry;recycling;work-ability;Mechanical property
TU528
A
1671-9107(2016)12-0056-04
基金论文:该论文为重庆市城乡建设委员会“混凝土搅拌站废浆利用技术研究”项目(项目编号:建科字2014第(3-6)号)论文之一。
10.3969/j.issn.1671-9107.2016.12.056
2016-08-23
赵海红(1987-),女,山东菏泽人,研究生,工程师,主要从事混凝土技术与管理。
