工业锅炉烟管弯曲变形失效分析
2016-12-26赵昆玉邱康勇
赵昆玉 邱康勇
(深圳市特种设备安全检验研究院 深圳 518029)
工业锅炉烟管弯曲变形失效分析
赵昆玉 邱康勇
(深圳市特种设备安全检验研究院 深圳 518029)
工业锅炉运行中发生烟管弯曲变形失效。借助化学成分分析、拉伸试验、金相检验等对其弯曲变形的原因进行了分析。结果表明:该工业锅炉烟管弯曲变形是因为管壁温度较高,在烟管重力和热应力长期作用下的结果。
工业锅炉 烟管 弯曲变形
2015年10月,深圳某热力发电厂在用工业锅炉的二、三回程烟管发生大量弯曲变形失效。该工业锅炉型号为WNS12-1.25-Y(Q),采用三回程管板式结构,烟管采用20#无缝钢管,二回程烟管为螺纹管,规格为φ51×3mm,长5200mm;三回程烟管为直光管,规格为φ51×3mm,长5912mm。二回程和三回程烟管固定在管板上,中间无支撑。该锅炉累积运行10余年,累计运行时间9300多小时,起先作为启动锅炉使用,使用频率较低。由于生产需要。自2013年起转为正常锅炉使用,每天运行10多小时,使用频率高,锅炉负荷较大。
为查明该工业锅炉烟管弯曲变形失效原因,防止失效事故损伤的扩大,并预防类似失效事故再次发生,笔者对发生弯曲变形失效的烟管进行理化性能、显微组织等方面分析研究。
1 宏观检测
打开顶部人孔,从顶部进入锅炉内部,对二、三回程烟管变形情况进行检查,检查结果表明:锅炉二、三回程烟管发生变形的数量较多,弯曲变形,弯曲量最大位置近似在烟管中间部位,在近管板的两端区域,存在局部上翘变形(见图1)。

图1 锅炉二、三回程烟管弯曲变形情况
打开锅炉前后盖,采用烟管透光性对其弯曲变形情况进行逐根检查(因二回程进口烟室在三回管管板后面,无法采用此方法对其弯曲变形情况进行检查,因此在锅炉外部只能对三回程烟管变形情况进行检查)。三回程烟管分布在锅炉外围两侧,两侧弯曲变形情况基本一致,检查结果分为四个区域:最上部红色区域为不透光区域,弯曲变形最严重;较上部紫色区域为零星透光区域,说明该区域弯曲变形比较严重;黄色区域为半透光区域,说明该区域弯曲变形相对较轻;其他区域为近似全透光区域,说明该区域仅发生轻微弯曲变形(见图2)。由此可见,三回程烟管变形由下到上烟管弯曲变形日益加重,最上部为不透光区域。

图2 三回程烟管分布情况
已拆卸的二、三回程烟管也显示烟管变形明显,图3为一根三回程烟管变形情况,相对两端,最大弯曲量达到18cm。

图3 三回程烟管变形情况
2 理化检验
2.1 化学成分分析
分别从二回程、三回程烟管上取样,采用台式光谱仪对其进行化学成分分析,分析结果见表1。结果表明:二、三回程烟管化学成分均符合GB 3087ü 2008对20#钢的技术要求。

表1 化学成分分析结果Wt/%
2.2 力学性能测试
分别在二、三回程烟管变形较小的直管段取样,进行拉伸试验,以核查材料的力学性能是否满足相关技术标准要求。拉伸试验结果见表2。结果表明:二、三回程烟管的材料力学性能GB 3087ü2008对20#钢的技术要求。
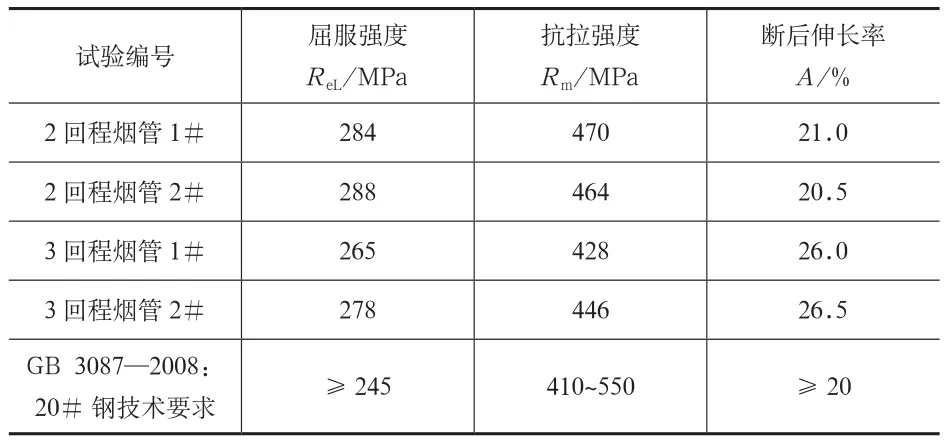
表2 拉伸试验结果
2.3 金相组织分析
分别对二回程最大变形烟管、最小变形烟管及三回程最大变形烟管进行金相分析,经镶嵌、磨抛,用4%硝酸酒精溶液浸蚀,用蔡司光学显微镜进行观察分析。由于烟管内是高温烟气,烟管外是冷却锅水和蒸汽,金相组织可能存在差异,因此,金相分析区域分为烟管外表面、烟管中间部位及烟管外表面三个部分。
●2.3.1 二回程最大变形烟管
由于二回程进口处温度最高,考虑管和管板之间的热应力因素,二回程最大变形烟管取进口段向上翘起处以及翘起处向中间方向200mm处进行金相组织分析,显微组织见图4~图6。
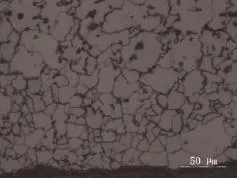
图4 二回程最大变形烟管外表面500X
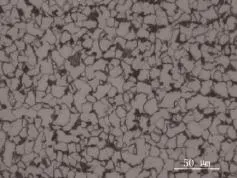
图5 二回程最大变形烟管中间部位 500X
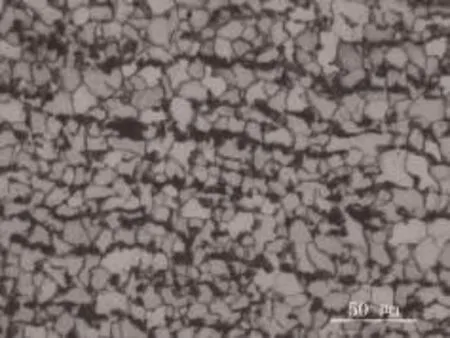
图6 二回程最大变形烟管内表面500X
图4表明,靠近外壁出现晶粒大小不一,熔合长大的混晶区域,该处发生了恢复再结晶现象,再结晶区深度约为0.25mm,表面二回程烟管出现了短时高温影响,根据Fe-C平衡图可知,其温度应在700℃以上。图5 ~图6表明,在中间部位和内表面未见恢复再结晶现象发生。从图4 ~图6可知,该处烟管带状组织倾化从外表面到内表面越来越大,烟管外表面晶粒为近似等轴晶,而内表面的带状组织近似3级。参照DL/T 674ü1999《火电厂用20号钢珠光体球化评级标准》可知,该处烟管内表面球化级别为2~3级。
图7 ~图9为二回程最大变形烟管向上翘起处向中间方向200mm处的金相组织。从图7~图9可知,该处烟管恢复再结晶的区域程度要比翘起处小得多。而带状组织分布情况及球化情况与二回程最大变形烟管进口端向上翘起处相类似。

图7 二回程外表面(100X)

图8 二回程中间部位(100X)
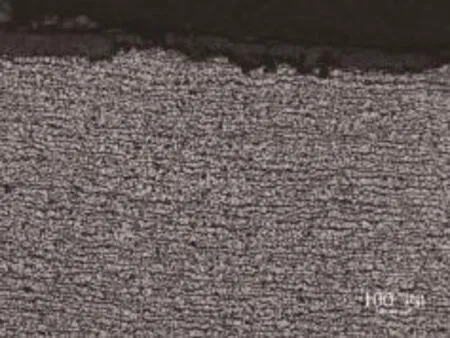
图9 二回程内表面(100X)
●2.3.2 二回程最小变形烟管
图10 ~图12为二回程最小变形烟管进口端处从外表面、中间部位到内表面的金相组织分布图。从图10 ~图12可知,二回程最小弯曲变形烟管外表面未发生恢复再结晶现象,靠近外表面处为等轴晶粒,向内有带状组织趋向,从中间部位到内表面,带状组织级别越来越高。
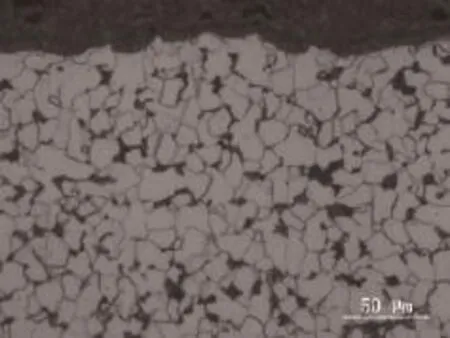
图10 二回程最小变形烟管外表面(500X)
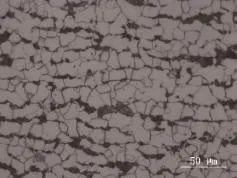
图11 二回程最小变形烟管中间部位(500X)

图12 二回程最小变形烟管内表面(500X)
●2.3.3 三回程最大变形烟管金相分析
三回程最大变形烟管取进口端向上翘起处进行金相分析,金相观察区域为该处横截面外表面部位、中间部位及内表面部位,见图13 ~图15。
从图13 ~图15可知,三回程烟管带状组织分布比二回程烟管小得多,从外表面到中间部位,皆为等轴晶分布,仅在内表面出现带状组织,带状组织级别也明显比二回程烟管内表面带状级别低。参照DL/T674ü1999《火电厂用20号钢珠光体球化评级标准》可知,该烟管从外到内,球化都比较严重,珠光体球化级别可达4级。
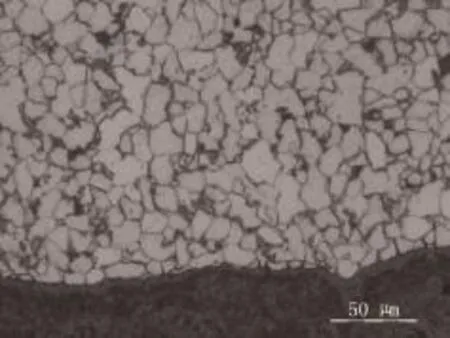
图13 三回程最大变形烟管外表面(500X)
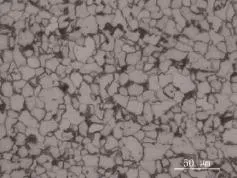
图14 三回程最大变形烟管基体(500X)
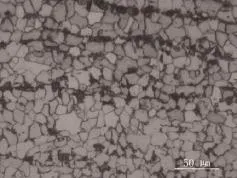
图15 三回程最大变形烟管内表面(500X)
3 分析与讨论
化学成分分析和力学性能试验结果表明锅炉烟管20号钢满足GB 3087ü2008的相关要求。《锅炉安全技术监察规程》规定,20#钢作为受热面管子使用时,壁温需小于等于460℃。当20#钢用于二回程烟管时,需严防缺水现象发生。因为炉胆出口烟温一般都在700~800℃以上,在无良好冷却的情况下,20#钢用在二回程烟管极易超温使用,使材质变软,甚至过热、过烧,产生锅炉爆管等事故。
金相分析可知,二回程烟管存在恢复再结晶现象,表明二回程烟管局部短时缺水、过烧情况。二回程烟管因为原始组织不同,内表面存在级别较大的带状组织,而外表面为等轴晶区,致使在高温烟气作用下,在外表面发生的恢复再结晶现象。二回程烟管存在轻度球化现象,球化级别为2级左右。
与二回程烟管短时超温问题不同,三回程烟管则主要存在严重的球化现象,球化级别为4级,这是较高温度长期作用的结果。根据现场检查可知,上部的弯曲变形情况比下部严重,这是由于下部以锅水为主,而上部为汽水混合物的缘故,因汽水混合物冷却效果较差,从而造成烟管壁温升高。通过合理控制锅炉水位,应能有效防止烟管壁温过高,避免或延缓组织球化发生。
从锅炉内部检查发现,二、三回程烟管最大弯曲变形量近似烟管中间,即位于烟管挠度最大处。这是烟管过长(≥5200mm),中间无任何支撑的设计,在重力作用下,造成挠度过大,使烟管总体向下弯曲变形。特别在管壁高温、材质变软的情况下,挠度的增加更加明显。烟管与管板采用焊接方式连接,在高温、过热的情况下,会产生较大的热应力,热应力最终体现在管板和烟管的连接处。由于管板较厚,稳固形强,变形较小,最终导致烟管两端向上翘起状。
烟管总体向下弯曲,两端向上翘起是由于材料高温作用下,重力及热应力共同作用的结果。
4 结论与建议
锅炉烟管弯曲变形是由于锅炉运行时缺水或水位偏低,造成管壁温度偏高,在两端固定管板之间的热应力及其自身重力的作用所致。
建议:1)加强锅炉运行管理,合理控制锅炉水位,严防缺水现象发生,防止二回程进口及锅炉顶部烟管温度过高;2)在卧式烟管锅炉标准及设计规范中,当烟管过长时,应考虑动载、高温等因素影响,采用合理的结构形式,防止挠度过大导致失稳发生。
[1] 戴曦,黄为赞.一起锅炉烟管漏水质量事故的分析及解决办法[J].机电工程技术,2013,42(06):208-212.
[2] TSG G0001—2012 锅炉安全技术监察规程[S].
[3] 张栋,钟培道.失效分析[M].北京:国防工业出版社,2005:198-206.
Bending Deformation Fracture Analysis on Fire Tubes of an Industrial Boiler
Zhao Kunyu Qiu Kangyong
(Shenzhen Institute of Special Equipment Inspection and Test Shenzhen 518029)
The fire tubes bended when the industrial boiler was in service. Through a series of testing methods including chemical composition analysis, tensile test and metallographic examination, the fracture cause was analyzed. The results showed that the gravitational force of the fire tubes and the heat stress caused the bending fracture of the fire tubes while the temperature of tube wall was very high.
Industrial boiler Fire tube Bending deformation
X933.2
B
1673-257X(2016)11-0056-05
10.3969/j.issn.1673-257X.2016.11.014
赵昆玉(1961~),男,本科,技术部部长,高级工程师,从事承压特种设备检验研究与技术管理工作。
2016-01-12)