铝锂合金T型接头双侧激光同步焊接组织合金调控研究
2016-12-23国家商用飞机制造工程技术研究中心上海市200436
国家商用飞机制造工程技术研究中心(上海市 200436)
李 昊 刘红兵 邓景煜
哈尔滨工业大学 现代焊接生产技术国家重点实验室(150001)
陶 汪 韩 冰 陈彦宾
铝锂合金T型接头双侧激光同步焊接组织合金调控研究
国家商用飞机制造工程技术研究中心(上海市 200436)
李 昊 刘红兵 邓景煜
哈尔滨工业大学 现代焊接生产技术国家重点实验室(150001)
陶 汪 韩 冰 陈彦宾
针对2060/2099铝锂合金机身壁板T型接头双侧激光同步焊接组织的改善及力学性能的提高,采用焊缝合金化手段对焊缝组织进行合金调控,研究了合金元素对焊缝热裂纹敏感性及力学性能的影响。结果表明,2060/2099铝锂合金双侧激光同步焊接组织内存在特殊的等轴细晶区,为接头薄弱区域;焊缝晶界主要由AlLiSi和Al6CuLi3两种晶间相及Al-Cu,Al-Si共晶组织构成;采用Al-Si-Cu系新焊丝CW3能够促进Al6CuLi3相及二次枝晶的形成,有效提高晶界强度并抑制热裂纹的产生,等轴细晶区内显微硬度水平的提高使T型接头的综合力学性能得到明显改善,其纵向抗压载荷提高为92.7 kN,横向抗拉强度提高为412 MPa,达到母材抗拉强度的80%以上。
激光焊 T型接头 铝锂合金 合金调控 焊丝
0 序 言
飞机机身壁板上的T型结构由长桁和蒙皮构成,该结构主要依靠铆接技术进行连接。为了克服铆接存在的机身重量增加和生产效率较低的局限性[1],由于激光焊具有焊接效率高、热影响区域小、与工件非接触、方便实现自动化生产等特点,因此航空制造业开始尝试利用激光焊技术部分代替铆接技术[2-4]。20世纪90年代初德国空中客车有限公司率先开展了双侧激光同步焊接技术的研究以代替传统的铆接技术,以实现机身壁板轻质、高效、低成本的加工制造[5]。经过十余年的发展,该技术于2003年首先应用在空客A318的批量化生产中,在相同的结构刚度情况下,机身重量减轻约20%,制造成本降低约25%,同时,生产效率得到大幅度提高。目前,这一技术已成功应用在空客A318,A340,A350,A380等型号的批量化生产过程中[6]。
随着合金材料的更新发展,铝锂合金(Al-Li)作为一种新型金属结构材料,以其低密度、高比强度和高比刚度等特点而越来越受到航空界的青睐[7],未来的飞机机身将越来越多地采用新型铝锂合金制造。然而,已有的研究发现,铝锂合金焊接时有较高的热裂纹倾向[8],严重制约其被进一步推广应用。前期研究发现,采用Si含量为12%的ER4047Al-Si12焊丝并不能完全抑制2060/2099铝锂合金T型接头双侧激光焊缝内的热裂纹缺陷,而且ER4047焊丝对焊缝的强化作用并不明显, T型接头横向抗拉强度低于母材抗拉强度的80%,并不能满足工业生产要求。
针对2060/2099铝锂合金T型接头双侧激光焊缝中热裂纹及力学性能不足的问题,通过改进焊丝合金成分对焊缝组织进行合金调控,研究了焊丝中Si,Cu等元素含量对焊缝热裂纹敏感性及力学性能的影响,对国产大型客机实现轻质、高效、低成本的加工制造具有重要的现实意义。
1 试验材料与方法
蒙皮与长桁分别采用2.0 mm厚2060-T8与2099-T83铝锂合金,均由加拿大铝业公司专门为机身壁板结构研制生产,其化学成分见表1。试板尺寸分别如下:蒙皮500 mm×100 mm×2 mm,长桁500 mm×28 mm×2 mm。为了抑制焊缝内热裂纹缺陷及提高焊缝力学性能,提出一种全新设计的Al-Si-Cu系CW3焊丝,焊丝直径为1.2 mm,并与传统的ER4047铝硅焊丝进行对比,焊丝的化学成分见表2。试验前严格清洗待焊试件表面以去除油污和氧化膜。
焊接设备采用的光纤激光器为德国IPG公司生产的YLS-5000和YLS-10000光纤激光器,其最大功率分别为5 kW和10 kW,波长为1.06 μm,焦点处光斑直径为0.23 mm,光束模式为多模分布,并配以德国KUKA六轴联动机器人和奥地利FRONIUS KD4010送丝系统进行试验。

表1 2099和2060铝锂合金化学成分(质量分数,%)

表2 ER4047和CW3焊丝化学成分(质量分数,%)
采用双侧激光同步焊接方法对铝锂合金T型接头进行焊接,激光与蒙皮成22°角倾斜入射,焊丝、保护气喷嘴与激光束均在同一平面内互成一定角度分布,焊接速度为10 m/min,激光功率为3.0 kW。焊接试验系统示意图如图1所示。

图1 双侧激光同步焊接过程示意图
利用OLYMPUS GX71金相显微镜对T型接头成形、焊缝组织微观形貌及热裂纹分布特征进行分析;利用QUANTA 200F环境扫描电镜对析出相形貌及成分进行分析;分别根据航空工业标准ASTM E9—09《金属材料室温压缩试验》和ASTM E 8M—04《金属材料室温拉伸试验方法》对T型接头进行纵向压缩和横向拉伸测试,试件尺寸分别如图2和图3所示。

图2 纵向压缩试件尺寸示意图

图3 横向拉伸试件尺寸示意图
2 试验结果及分析
2.1 焊丝成分对焊缝成形及微观组织的影响
图4为采用ER4047和CW3焊丝所得双侧激光焊缝的宏观形貌。在采用ER4047 Al-Si12焊丝焊接得到的焊缝表面出现明显的热裂纹缺陷且主要沿垂直于焊接方向分布,如图4a所示。然而,在采用CW3焊丝焊接得到的焊缝表面并未发现明显的热裂纹缺陷,因此说明,CW3焊丝与ER4047焊丝相比较具有更低的热裂纹倾向,能够实现对2060/2099铝锂合金机身壁板T型接头的可靠焊接。

图4 不同焊丝激光焊缝宏观形貌
进一步分析不同焊丝成分对双侧激光焊缝横截面上微观形貌的影响。图5为CW3焊丝双侧激光焊缝横截面上位于上熔合线处的微观形貌。如图5所示,与先前的研究结果相比较,CW3焊丝的引入并未显著改变焊缝组织特征,焊缝主要由焊缝中心的熔化区、紧邻熔合线的等轴细晶区及部分熔化区、靠近母材的热影响区组成,其中,熔化区又可被划分为柱状晶区和等轴枝晶区。研究发现,等轴细晶区为铝锂合金焊缝组织的特殊区域,利用异相形核机制形成,形核质点多为母材中含量较多的Li和Zr等元素与Al基体形成质点相。然而,与其它区域相比较,等轴细晶区具有较弱的抗晶间腐蚀性及冲击韧性,裂纹容易沿其晶界萌生并扩展。

图5 CW3焊丝双侧激光焊缝微观特征
以熔化区为代表,采用扫描电镜(SEM)及能谱仪(EDS)对图5中虚线框区域特征进行微观分析,测试结果如图6所示。由图6可知,焊缝组织晶界上主要存在T(AlLiSi)和T2(Al6CuLi3)两种晶间析出相,及Al-Cu共晶和少量的Al-Si共晶组织。虽然,扫描电镜无法对Li元素的含量及分布特征进行精确测量,但是,通过对背散射电子像上较深色区域的观察,能够确定Li元素不仅存在于T和T2两种晶间相中,而且还以共晶的形式存在于晶界上。
如图5~6所示,双侧激光焊缝内的柱状晶粒主要在焊缝横截面内结晶生长,因此,通过对双侧激光焊缝沿焊接方向进行纵向拉伸,能够在焊缝断口上获得焊缝熔化区内柱状晶粒的特征形貌。图7为ER4047和CW3焊丝焊接双侧激光焊缝采用以上方法得到的柱状晶粒微观形貌。如图7a所示,由于ER4047焊丝内的调控元素主要为Si,因此在柱状晶界上形成了较多的T(AlLiSi)相,空间形貌为较规则的四面体结构。由于T相的硬脆特性与基体存在明显的差别,导致在相界面处应力集中明显,容易在此萌生裂纹,因此T相对裂纹扩展的抑制及晶界的强化作用并不理想。此外,在枝晶间并未发现明显的桥接特征,二次枝晶的生长被明显抑制,因此通过桥接作用提高晶界强度并抑制热裂纹萌生及扩展较为有限。然而,如图7b所示,当采用CW3焊丝时,所得焊缝晶粒形貌及晶界特征均发生了明显的变化。首先,晶界上原有的T相被T2相代替,而T2相的特性更接近于基体性能,原本呈盘状的T2相在晶间断裂后产生明显的塑性变形,说明T2相比T相具有更好的塑性变形性能,从而能够更好地抑制热裂纹的萌生及扩展;此外,枝晶间已经形成明显的桥接特征,二次枝晶丰富的二次枝晶将相邻枝晶连接起来,明显提高了晶界强度。综上所述,采用CW3焊丝能够显著改善晶间沉淀相种类及性能并促进二次枝晶的生长,提高晶间强度并抑制热裂纹的产生及扩展。

图6 CW3焊丝双侧激光焊缝晶间相组成
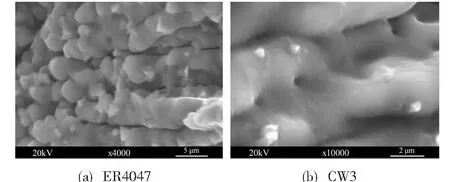
图7 不同焊丝焊缝内晶粒形貌
为了进一步证实ER4047和CW3焊丝焊接双侧激光焊缝内T和T2相的变化规律,分别对两种焊丝的双侧激光焊缝组织进行差示扫描量热法(DSC)分析,测试结果如图8所示。由图8可见,在ER4047焊丝焊缝组织的DSC曲线上出现一吸热峰A,出现温度为616 ℃,峰A实则是由T相在616 ℃分解所形成;而在CW3焊丝焊缝组织的DSC曲线上变化十分明显,代表T相分解的峰A已消失,取而代之的是吸热峰B,出现温度为597 ℃,峰B的出现则是反映了T2相在597 ℃发生分解的过程。通过以上结果能够证明在CW3焊丝双侧激光焊缝内T相的形成被明显抑制,同时有效地促进了T2相的形成。

图8 不同焊丝焊缝DSC测试结果
2.2 焊丝成分对焊缝力学性能的影响
图9为采用ER4047和CW3焊丝所得双侧激光焊缝内显微硬度分布。硬度测试结果发现,通过增加焊丝中Cu,Mn等元素的含量能够显著提高等轴细晶区内的显微硬度水平,说明焊丝中的强化元素能够扩散进入等轴细晶区内,从而有效改善该区域内的硬度水平。
图10为采用ER4047和CW3焊丝所得T型接头纵向压缩的载荷-位移曲线。如图10所示,采用ER4047焊丝所得T型接头的纵向抗压载荷为90.5 kN,对应位移为3.7 mm;CW3焊丝所得T型接头的纵向抗压载荷为92.7 kN,明显高于ER4047焊丝T型接头,对应位移为2.8 mm,略微小于先前的位移值。
图11为采用ER4047和CW3焊丝所得T型接头纵向压缩断口显微形貌。如图11所示,不同焊丝所得T型接头纵向压缩断口上均为直径5 μm左右的等轴晶粒,说明断口位于紧邻熔合线的等轴细晶区,该区域为T型接头的薄弱区域。然而,不同焊丝所得T型接头纵向压缩断口上晶间析出相的种类却存在明显的不同,如图11a所示。采用ER4047焊丝所得T型接头纵向压缩断口上的晶间析出相为T相,断裂形式为明显的沿晶断裂;而如图11b所示,改用CW3焊丝后,断口上析出相由T相变为T2相,而且出现了明显的穿晶断裂特征,断裂形式变为沿晶-穿晶混合断裂,说明等轴细晶区内的晶界强度得到明显提升,表现为T型接头抗压载荷的提高。

图9 不同焊丝焊缝内显微硬度

图10 不同焊丝焊接T型接头纵向抗压载荷比较
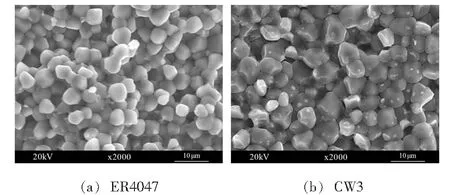
图11 不同焊丝焊缝纵向压缩断口形貌
图12为采用ER4047和CW3焊丝所得T型接头横向拉伸的应力-应变曲线。如图12所示,采用ER4047焊丝所得T型接头的纵向抗拉强度为375 MPa,达到母材抗拉强度的75.0%;CW3焊丝所得T型接头的纵向抗拉强度为412 MPa,达到母材抗拉强度的82.4%,与ER4047焊丝所得T型接头相比已有明显的提高。
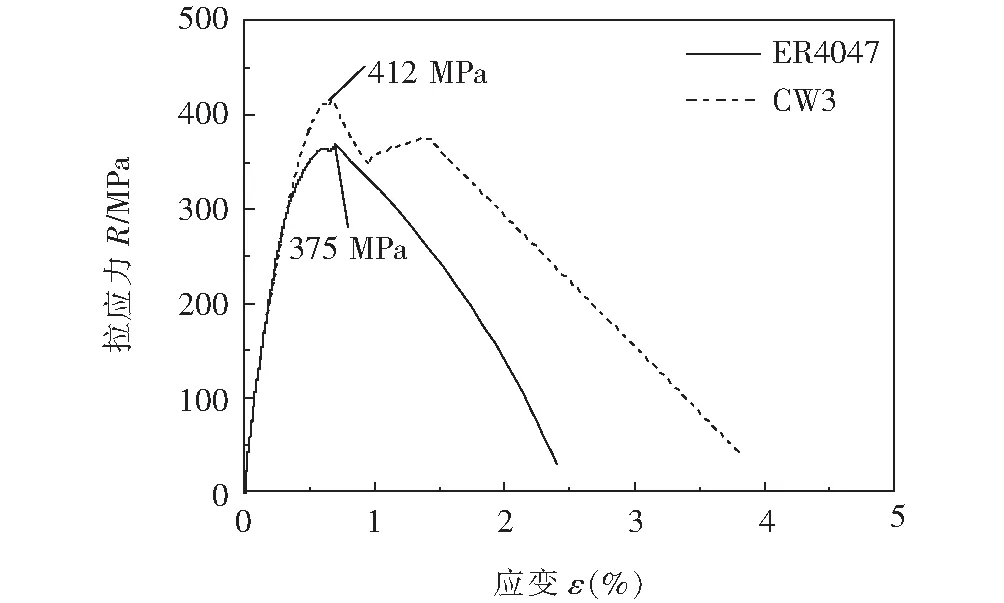
图12 不同焊丝焊接T型接头横向抗拉强度比较
图13为采用ER4047和CW3焊丝所得T型接头横向拉伸断口显微形貌。如图13a所示,在ER4047焊丝所得T型接头横向拉伸断口上存在较多等轴细晶组织,说明断裂位于等轴细晶区内,该区域为T型接头上薄弱环节。而如图13b所示,CW3焊丝所得T型接头横向拉伸断口特征明显不同,断口上布满较深且均匀的韧窝,母材轧制层间特征明显,说明断裂位于部分熔化区内,该区域为T型接头上薄弱环节,而等轴细晶区的晶间性能已得到改善。
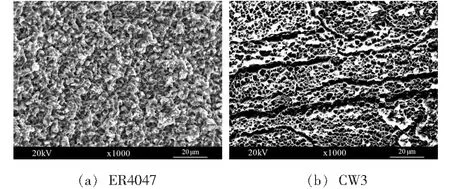
图13 不同焊丝焊缝横向拉伸断口形貌
3 结 论
(1)在对2060/2099铝锂合金机身壁板T型接头进行双侧激光同步焊接过程中,CW3焊丝与ER4047焊丝相比具有更低的热裂纹敏感性,能够有效抑制焊缝内热裂纹缺陷。
(2)CW3焊丝的双侧激光焊缝组织晶界析出相主要为强化效果更好的T2(Al6CuLi3)相,而较硬脆的T(AlLiSi)相明显减少,此外,柱状晶上二次枝晶的生长得到明显促进,枝晶间出现桥接特征,晶间析出相和晶粒形态的改变是热裂纹被有效抑制的主要原因。
(3)CW3焊丝对焊缝组织的强化作用明显,接头上最薄弱的等轴细晶区的力学性能得到有效改善,显微硬度值明显提高;T型接头的纵向抗压载荷已由先前的90.5 kN提高为92.7 kN,断口位于等轴细晶区内,断裂形式为沿晶-穿晶混合断裂;T型接头的横向抗拉强度已由先前的375 MPa提高为412 MPa,达到母材抗拉强度的82.4%,断口位于部分熔化区,断裂形式为穿晶断裂。
[1] Mendez P F,Eagar T W. Welding process for aeronautics[J]. Advanced Materials and Processes,2001,159(5):39-43.
[2] 王旭友,徐 良,陈晓宇,等. 激光-熔化极电弧复合热源焊接特性[J]. 焊接,2014(8):9-12.
[3] 王 飞. 电池极耳多工位激光焊接夹具设计[J]. 焊接,2015(6):68-71.
[4] 庄 蕾,罗 宇,王亚军,等. 1420铝锂合金激光焊接工艺研究[J]. 焊接,2006(1):39-42.
[5] Zink W. Welding fuselage shells[J]. Industral Laser Solutions for Manufacturing,2001,16(4):7-10.
[6] Brenner B,Dittrich D,Morgenthal L,et al. New technological aspects of laser beam welding of aircraft structures[C]. Deutscher Verband für Schweiβtechnik,Dusseldorf,Germany,2004:19-24.
[7] 陈 龙,程东海,陈益平,等. 5A90铝锂合金电子束焊接接头显微分析[J]. 焊接,2015(7):13-16.
[8] 霍 晓,张文钺,魏祚伟. 8090铝锂合金焊接热裂纹敏感性的研究[J]. 焊接,1992(3):8-12.
2016-06-21
上海市经信委产学研合作课题(CXY-2013-3)
TG456.7
李 昊,1985年出生,硕士,高级工程师。主要从事先进焊接技术研究,已发表论文4篇。
