长输管道自动焊与检测技术的现状及发展
2016-12-23中国石油天然气管道科学研究院有限公司廊坊市065000
中国石油天然气管道科学研究院有限公司(廊坊市 065000)
王鲁君 黄福祥靳海成 刘全利
长输管道自动焊与检测技术的现状及发展
中国石油天然气管道科学研究院有限公司(廊坊市 065000)
王鲁君 黄福祥靳海成 刘全利

随着中国长输管道建设的技术进步,自动焊技术的应用已经得到了广泛的认可,也受到了管道建设业主及施工企业的高度关注。将结合工程常用的自动焊技术和检测技术的特点进行了对比分析,并对未来的发展作出了预测。
自动焊工艺 全自动超声检测工艺 国产全自动超声检测设备
0序 言
在中国产业升级的大背景下,对石油、天然气长输管道的建设质量和效率提出了更高的要求。随着中俄原油二线工程、陕京四线工程、中靖联络线工程的开工建设,中国的管道建设又掀起了新一轮的小高峰。针对这几条长输管道的焊接施工,业主明确要求施工单位在环焊缝焊接和检测环节上要以全位置自动焊和全位置自动超声检测技术为主,拉开了长输管道全位置自动焊和全位置自动超声检测技术全面推广应用的序幕。
管道全位置自动焊以其焊接质量好、焊接效率高、劳动强度低、操作简单、焊接工艺管控容易等优点,得到了国内外管道建设业主的一致认可。国外欧美发达国家的长输管道建设均以自动焊为主,中国的长输管道建设已经开始从自保护药芯焊丝半自动焊为主向以自动焊焊接为主的方向转变。
1中国长输管道全自动焊技术工艺与装备现状分析
长输管道全自动焊接技术是由一整套装备、焊接工艺及全自动超声检测(AUT)组成的一个相互结合体,只有三方面的完美配合才能发挥出其高效的优势。图1展示了长输管道自动焊机组流水作业的基本过程。

图1 长输管道自动焊机组施工示意图
1.1坡口及加工装备
中俄原油管道二线、陕京四线及中靖联络线工程确定的坡口型式如图2所示。内焊机根焊、外焊机热焊、填充和盖面焊工艺坡口型式如图2a~2b所示。外焊机根焊(单面焊双面成形)、外焊机填充和盖面焊工艺坡口形式如图2c所示。

图2 坡口形式
长输管道自动焊对坡口的精度要求较高,国内外的长输管道自动焊施工均在施工现场由专用坡口机进行坡口加工。这种坡口机需要具备管道端面整形能力和坡口仿形机械加工能力及适应管口的形位误差,如图3所示。
1.2 内焊设备
内焊工艺由同时具有组对功能的多焊炬内焊机实现,如图4所示。由于多焊炬同时焊接,以D1422管道为例,完成一道焊口的内焊仅需要90 s。速度和质量是其它方法远不可及的,是当前国内外大口径长输管道焊接施工最主要的根焊工艺。

图3 CPP900-FM管端坡口整形机

图4 CPP900-IW多焊炬内焊机
1.3 外焊设备
外焊系统主要由焊接电源、控制系统、焊接小车及环形轨道组成,如图5所示。主要有单焊炬和双焊炬两种形式。

图5 外焊机系统配置示意图
1.3.1单焊炬外焊机
1.3.1.1单焊炬外根焊机
单焊炬外根焊机是一种从管道外部焊接根焊道的单面焊双面成型工艺的设备,以PWT公司的产品为代表(图6)。外部根焊对坡口的精度、错边量和钝边要求严格,否则内部容易出现内凹、未焊透或烧穿现象,此种焊接工艺在国内现场施工应用较少。

图6 PWT公司单焊炬外根焊机
1.3.1.2单焊炬外焊机
此种设备比较多,主要用于焊道的热焊、填充焊和盖面焊。一般具有平特性或脉冲特性的单焊炬自动焊设备均能满足要求。
在有些管道自动焊工艺组合中,单焊炬主要用于热焊层的焊接,热焊是为了防止根部冷裂纹和避免电弧烧穿,而在根焊完成后快速进行焊接的第二层焊道。为了达到热焊层的目的,一般都严格规定热焊开始与根焊结束的最大时间间隔。
1.3.2双焊炬外焊机
由1台小车携带2个焊炬进行填充层和盖面层焊接的外焊机,为当前长输管道自动焊的主流自动外焊设备。
1.4常用自动焊工艺组合的特点
表1为中俄原油二线应用的5种典型焊接工艺对比,由表1可以看出:
(1)内焊机+单焊炬热焊+双焊炬填充盖面工艺为最佳工艺。采用外根焊机进行根焊的两组工艺,不但焊接参数适用范围窄,还需要根焊焊工有良好的技能和经验。
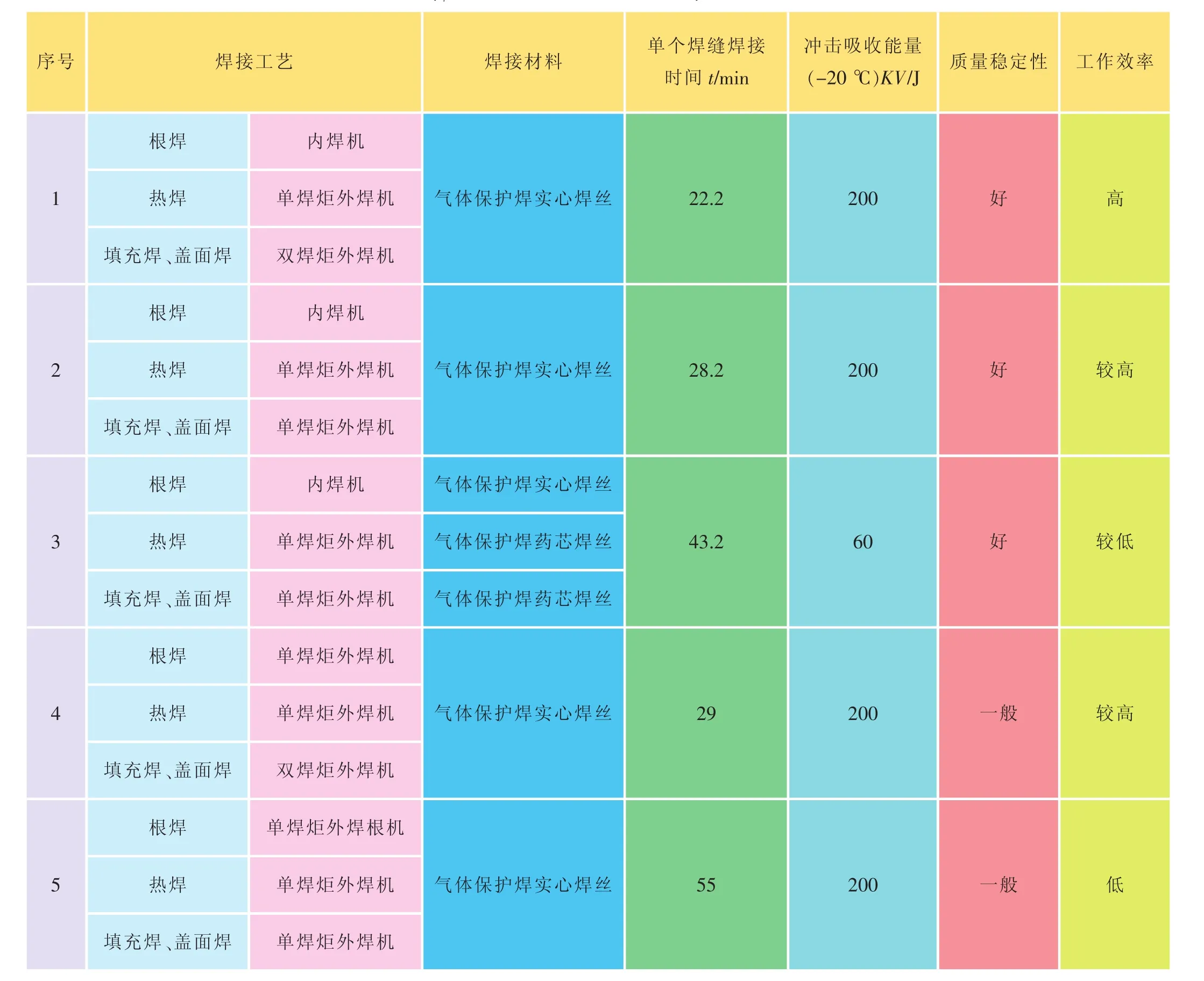
表1 中俄原油管道(φ813 mm×14.2 mm×65 mm)二线5种典型焊接工艺对比
(2)实心焊丝是自动焊用焊接材料的最佳选择。药芯焊丝虽然工艺性能较好,但其自身的缺点也使其应用受到很大限制,一是需要层间清渣,影响焊接工作效率;二是焊药中有机成分的存在,焊缝的冲击吸收能量较低,对地质条件多变的长输管道来说,应用案例较少。
2长输管道全自动超声检测技术
长输管道自动焊机组的施工速度较快,以中俄原油管道二线为例,在平原地区,一个机组约焊接焊口数量可达60~80道。传统的射线检测方法在速度上已经不能满足自动化焊接的要求。20世纪90年代末,加拿大R/D Tech公司首先将相控阵检测技术应用于管道探伤领域,开发了相控阵全自动超声检测系统。这种检测技术具有设备轻便、检测速度快、实时判定焊接缺陷的特点,与自动焊的高效率形成了良好的匹配。
全自动相控阵超声检测系统是在断裂力学(ECA)的基础上采用区域划分法将焊缝分成垂直方向上的若干个区,再由电子系统控制相控阵探头对其进行分区扫查(A扫描)。检测结果以双门带状图的形式显示,再辅以TOFD(衍射时差法)和B扫描功能,对焊缝进行分析、判断。全自动相控阵超声仪在国外已被广泛应用于管道环焊缝的检测。
图7是全自动超声分区扫查结果在计算机上的实时显示。图8则是全自动超声分区扫查原理图。图8b中黄色的标块为发射晶片。由于实现了实时快速检测和判定缺陷,使长输管道全位置自动焊的整体效率得到了保障。

图7 焊缝检测图

(a)AUT串列扫查图

图8 区域划分和角度配置图
3 存在问题
3.1焊接电源的数字化和智能化水平低
国产焊接电源不能满足大口径管道全位置自动焊对焊接电弧精确控制的要求。国外的高端数字电源普遍利用数字技术实现了对电弧和焊接材料熔化过渡的精确控制(图9),并可针对用户的母材和焊接材料“量身订做”专用的焊接参数存贮于专家系统。这对工艺性要求很高的管道全位置自动焊接非常重要。
3.2管道全位置自动焊机成套设备的性能与国外存在一定差距
国外已经实现了各种管径自动焊的系列化装备,而国产全位置自动焊机还处于大规模推广应用的初期,在机械设计和智能控制方面与国外成熟产品均有一定差距。
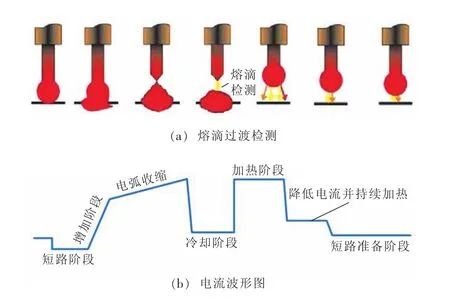
图9 焊接电弧过程精确控制示意图
3.3高端管道焊接材料不成熟
高钢级管道全位置焊丝对化学成份和工艺性的要求非常严格。由于以前没有足够的市场需求,国产管道全位置自动焊焊接材料的研发也缺乏充分的投入。产品与国外产品有一定差距,特别是在工艺性方面,如飞溅大、铁水的流动性不好、不同批次性能差异大等。目前,奥地利伯乐、意大利飞乐等国外公司的焊丝为主流产品,价格十分昂贵。
3.4国内没有自己的焊接接头性能评价体系
在焊接接头最低冲击吸收能量指标和焊接缺陷容限方面没有自己的评价体系,目前使用的是API1104的相关准则。更大的问题是焊接标准的制定者为了安全等因素的考虑,使焊接接头最低冲击吸收能量指标和焊接缺陷容限在国外标准的基础上更加严格,导致了焊接施工中的一些不必要返工和浪费。这也是急需解决的问题。
3.5全自动超声检测尚不能实现缺陷的三维成像

图10 超声检测三维成像技术
4 发展方向
随着中国人口红利的逐渐消失以及国内工业产业从追求规模和速度向追求质量和效率方向转型进而实现产业整体升级的的大方向,管道焊接从以焊条电弧焊为主转向以自动焊为主已经是必然的趋势。预计应用比例完全可以由目前的40%左右的水平在未来十年内甚至更短的时间内达到发达国家80%的水平。面对机遇与挑战,应从以下两个方面来思考今后的工作。
4.1 技术层面
4.1.1 加大投入,研发高端焊接电源
目前,中国焊接电源生产企业低水平、同质化竞争非常激烈。对投入大、研发周期长、技术含量高的高端数字化焊接电源大多望而却步,而率先突破这一瓶颈的企业必然获得丰厚和长远的回报。目前国外管道全位置自动焊设备生产公司主要采用两种方案:一种是自主开发,如PWT,MAGNITECH;另一种是定制,如CRC公司采用Fronius公司的电源,目前采用后一种方案为宜。
4.1.2 以欧美企业为标杆,研制高精度全位置自动焊装备
欧美管道全位置自动焊设备制造企业的产品无论在机械设计、产品质量和精度及智能化水平方面都明显优于国内的产品。前提是在产品开发和技术升级方面要做到注重每一个细节,确保系统的可靠性。
4.1.3立足长远,自主研发新型全位置自动焊设备
在学习国外先进技术和经验的基础上,还要争取在自动焊领域自主实现新的突破。
目前对VO2薄膜相变特性的研究多是关注其在红外波段的透过率变化情况,如田野等[24]利用脉冲激光辐照薄膜测试其光限幅效应;李宏哲[25]、骆永全等[26]分别研究了纳秒脉冲激光和连续激光辐照薄膜的相变特性.也有报道对具有特殊结构的VO2进行了研究,如俞晓静[27]、孙瑶[28]等研究了VO2纳米点阵的红外光学特性,而同时针对薄膜相变前后的透过率、反射率变化情况与薄膜厚度、入射激光波长等因素的研究鲜有报道.
(1)研发智能化程度更高的管道全位置自动焊设备。目前的全位置自动焊设备对坡口的质量和组对精度要求非常高,而现场由于诸多因素的影响,有相当数量的焊缝无法满足自动焊的要求。因此,需要研制智能化程度更高的焊机来满足不规则坡口的焊接需要。
(2)研制高效激光电弧复合全位置自动焊机(图11)。该技术利用激光一次穿透能力强的特点,结合熔化极气体保护焊保证焊缝获得足够的热输入,实现较大壁厚管道高效焊接。双焊炬外焊机一次填充厚度最大为6 mm。目前,全位置激光复合焊在实验室已经可以一次完成10 mm的厚度,可代替2个工位的双焊炬外焊机,经济性已不是大问题,还有提升空间,前景十分乐观。
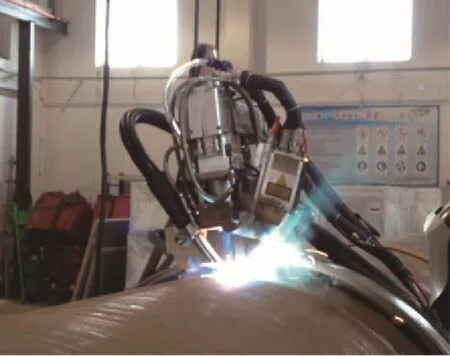
图11 管道全位置激光复合焊
4.1.4研发高端焊接材料
焊接材料企业要从两方面入手,一是加大产品配方(冶金成分)的研发;二是与生产工艺先进、质量稳定的钢厂合作,确保原材料的品质和质量的稳定性。
4.1.5加强全自动化超声检测技术和装备的研发
在不断完善二维检测技术和装备的基础上,研发三维自动超声检测技术和装备,进一步提高国内检测效率和质量评定水平。
4.1.6 建立焊接接头评价体系,提高焊接和检测标准的技术水平
中国的焊接标准多等效或等同采用国外标准,没有自己的理论体系来支撑标准中的重要数据、准则和规定。多数研究只针对具体的对象,而对焊接接头的普遍规律性缺乏认识和具体成果。在研发追求焊接产品高度的同时,国内焊接基础研究也要更有深度,需尽快制定出自己的焊接标准。
4.2 行业层面
4.2.1转变发展模式
要从追求规模的“大而全”模式,向追求质量的“高精尖”模式转变,使企业从低成本向差异化发展转变,形成良性循环。
4.2.2改变创新模式
由于实现焊接产业的技术升级需要人才和资金的高强度投入,任何企业或研究院所单独行动都难以实现目标,必须通过产学研用相结合的方式,优势互补,强强联合,通过共同的努力,采用与国外先进技术对标的方式,集中企业内外部资源,突破技术瓶颈,将技术水平提高到国际一流的层次。
4.2.3制定产业技术路线图及解决方案
充分发挥行业组织作用,组织各单位制定管道全位置自动焊从焊接电源、自动焊设备、焊接材料、自动检测、接头评价等为主要节点的技术路线,每个节点均由企业牵头,学校或研究院所参与,通过共同的努力,全面解决管道全自动焊接各个环节的技术问题,实现整体技术升级。
4.2.4形成国际化思维
自主研发和国产化并不意味着什么问题都由自己解决。很多技术难题对发达国家企业来说已经是普通的技术,难以制造的基础部件对发达国家来说已经是普通的产品。国际合作和国际采购是快速提升国内自动焊技术水平和产品性能的一种重要途径。
5 结束语
中国长输管道施工经历了低氢型焊条上向焊、纤维素焊条下向焊、自保护药芯焊丝半自动焊到全自动焊施工的发展历程,通过实践证明全自动焊焊接接头的力学性能及焊接效率明显优于其它焊接方法焊接的接头。结合《中国制造2025》发展规划,长输管道全自动焊装备(坡口机、内焊机、单焊炬外焊机和双焊炬外焊机)、全自动超声检测设备及其配套的焊接技术及检测技术都需要有长足的发展和进步,以满足国内长输管道的飞速发展。
王鲁君,1963年出生,教授级高级工程师,中国焊接协会副会长,中国石油天然气管道科学研究院有限公司副院长、党委书记,油气管道输送安全国家工程实验室副主任。主要从事管道自动焊技术和装备研发和制造工作。2005年,获得国家一级建造师执业资格;2007年,获得教授级高级工程师资格;同年,被华北石油管理局评为石油化工工程一级技术专家;2010年,获得管道局技术专家称号。曾参加和组织了燕山石化、华北石化、大庆炼化等的多套炼油化工装置和西气东输管道、中缅管道等多项工程的施工和技术管理工作,并在国内开发出大型储罐双面自动焊机,在中石油建设企业中率先引进炼化工艺管道工厂化生产技术。为满足西气东输二线等工程的需要,主持完成了D1219和D1422大型冷弯机的研发并成功应用,填补了中国大型冷弯管机制造的空白。目前,主持中国石油天然气集团公司《重点实验室/试验基地建设及前瞻性研究》和河北省重大科研成果转化项目《双焊炬管道全位置自动焊机研发及成果转化》课题。已发表论文14篇,已发表著作1部,已编制国家和行业标准各1部,并获得专利3项。
2016-10-12
TG457
