桥面吊机结构制造工艺探讨
2016-12-22杜银星
杜银星
摘要:随着桥梁建设的快速发展,作为跨江大桥架设的关键设备桥面吊机应用越来越普遍。文章根据300T级桥面吊机的主体金属结构形式及现场使用要求,结合实际工作经验,对主体结构制作工艺作以分析和探讨,为同类产品制造提供参考。
关键词:桥面吊机结构;制造工艺;主框架;吊具;移动锚固;桥梁建设 文献标识码:A
中图分类号:U445 文章编号:1009-2374(2016)31-0074-03 DOI:10.13535/j.cnki.11-4406/n.2016.31.038
1 概述
300T级桥面吊机外形总体尺寸为30m*10m*12m,金属结构包括主体框架、吊具系统、移动及锚固装置几部分主要金属结构。主体框架是桥面吊机的主体结构,吊具系统用于节段桥梁起吊,移动及锚固装置用于移动推进及定点锚固。
2 主体框架金属结构
主体框架由上部框架、下部框架、支撑梁及拉杆
组成。
2.1 金属结构形式分析
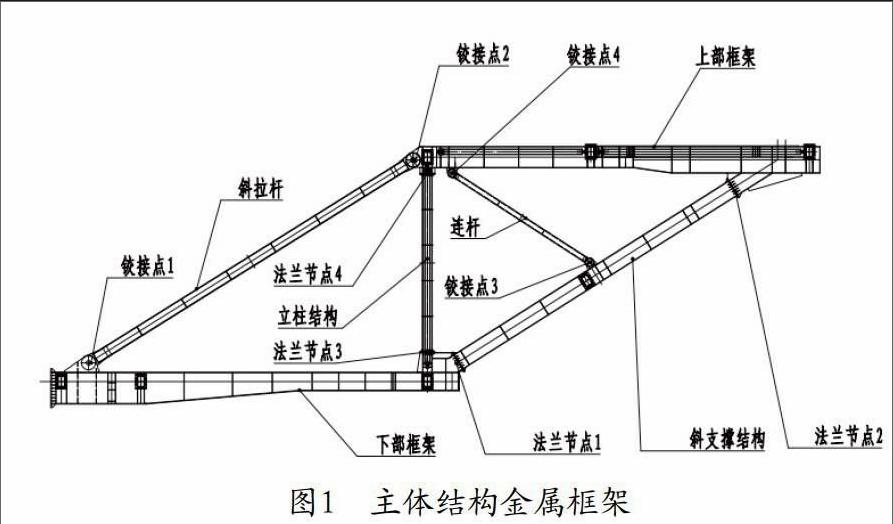
上部框架由斜支撑拉杆和纵梁组成,斜拉杆和上部框架形成三角型铰接联系。上部框架和下部框架由斜拉杆牵引,也形成三角型铰接关系。上下框架整体形成两榀菱形结构。为确保变幅及横移要求,应严格控制上部框架的整体水平度以及立柱和上下框架的整体垂直度。通过整体结构分析,上下框架可以单组成型,立柱结构中的斜拉杆和斜支撑结构的中间连接梁和斜拉杆作为左右两侧菱形榀梁的连接环节应该最后封闭成型。具体结构形式如图1所示:
2.2 单梁制作工艺要点分析
连杆、上部框架、下部框架边纵梁等单根成型,为整体组拼做以准备。
2.2.1 连杆截面尺寸为200mm*165mm,板厚8mm,总长度为6200mm。由于相对长度而言,截面尺寸较小,属于细长杆件结构,结构制作完毕后还要增加火工修整工序,故整体下料时要充分考虑热收缩及变形问题。杆件下料时应加2‰收缩余量,较常规金属结构焊接收缩量增加一倍。
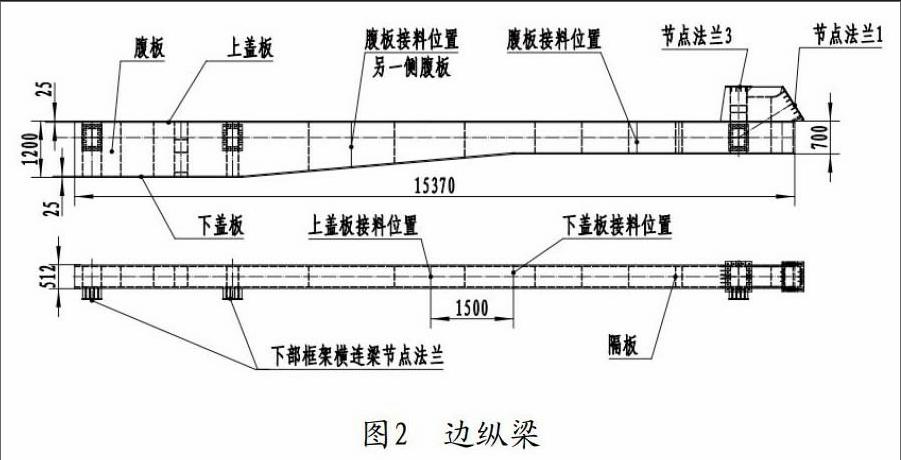
2.2.2 框架边纵梁如图2所示:
第一,备料工艺要点。边纵梁由上下盖板、腹部、隔板组成。总体长度为15370mm,属于变截面箱型梁结构。由于长度较大,市场上供应的钢板长度多在12000mm,15370mm长度需要接料成型。
根据受力结构和板料供应长度综合考量,上下盖板接料位置应错开1000mm以上,且接料口应布置在隔板中间,距离隔板也应控制在200mm以上。接料应采全熔焊接,板材对接开双面坡口,中间预留2mm钝边,对接时应控制对接间隙2mm左右。接料时还应采用引弧板和熄弧板,引弧熄弧都应在非板材区进行,焊后24小时应进行UT探伤检验。对引弧区和熄弧区的多余部分切割去除,并打磨光滑。
腹板接料工艺同上下盖板,接料位置应错开上下盖板位置至少1000mm以上且两侧腹部接料位置应交错布置,不可布置在同一截面,以避免对接焊缝同截面。由于各板料厚度为25mm且截面尺寸为1200mm,板材下料长度可按1‰计算。各节点法兰板宜焊前机加出孔,为确保孔距精准,应考虑用数控加工机床出孔。实践证明,数控加工出孔工艺先进合理,能确保相同法兰板互换使用要求。
第二,组焊工艺要点。作为主体框架主梁,焊接控制是工艺要点。根据纵梁截面形式,可以采用上盖板为基准,下盖板最后组对的整体工艺方案。具有工艺方案为:上盖板先按工艺要求接料成型,再以上盖板为基准,打磨焊接区精准划线,组立隔板。为确保内部纵向主焊缝连续,隔板应下料切割R20圆弧过焊孔。既能使隔板受力合理,又能保证主焊缝连续便于现场施焊,再组立腹板,形成开放的槽型结构。内部焊接全部焊缝,各焊缝焊角应按最小板厚的0.8倍的通用工艺执行,保证焊接强度。考虑到产品使用寿命及现场环境因素,槽型内部做防腐刷漆处理,尤其是各焊缝表面应重点喷涂防锈底漆。最后组对下盖板,边梁的下盖板接料位置恰逢折弯处,故工艺制作方案为分体单板组对,组对后再接料成型,为确保接料全熔透要求,下盖板对接单板侧开单面30°0钝边坡口,对接后形成V型60°形式。对接间隙以3~5mm为宜,为便于施焊,在对接间隙下部增设6mm工艺钢衬垫。焊接时应多层多道焊接,注意层间打磨,以一级焊缝质量控制,按GB 50205-2001标准执行,确保焊接质量。另外,由于下盖板仅能在外侧和腹部焊接,故应注意腹部和下盖板焊接侧开坡口,整体外部纵焊缝坡口焊缝,焊角余高按0.8倍最薄板厚施焊。
2.3 制作工艺要点分析
根据整体形式,如果各连接吊耳及连接法兰一次制作成型,整体拼装时将难以连接,更不能确保整体形位公差尺寸要求。就此可采取单榀成型,保留活头,整体拼装的整体工艺思路。
2.3.1 一次组拼。
第一,将上部框架结构一次组拼成型。作为基准端,铰接点2、法兰节点2一次组焊成型。
第二,下部框架一次组拼成型,保留铰接点1耳板活头,确保整体连接。法兰节点3、4一次组焊成型。
2.3.2 二次组拼。将上部框架和下部框架拆散成单梁,以边纵梁为基准组拼单根立柱及单根斜支撑结构。固定焊接立柱及斜支撑梁的活头法兰,同时固定铰接点3和铰接点4处铰接吊耳,形成单组三角结构。此时拼装应严格控制上下纵梁整体满外高度尺寸一致,以确保组立后两处纵梁水平高度一致。控制总体尺寸后焊接固定各连接端。为确保上部框组拼后的整体水平度,下纵梁上斜拉杆耳板(铰接点1处耳板)应作为调整梁段,在整体拼装工序完成。
2.3.3 三次整体组拼。
第一,再次连接上部框架和下部框架成型,以下部框架为基础锚固可靠。
第二,将立柱、斜支撑杆和连杆分别连接在上部框架上,连接固定法兰节点2、4。连接固定铰接点3、铰接点4。整体稳固后起吊,和下部框架相应法兰连接,固定法兰节点1、节点3。
第三,整体控制立柱和上下框架的垂直度要求及上部框架的水平度要求后再样制连接斜拉杆下部铰接点1处耳板。如此制作工艺可以通过斜拉杆和下部框架的位置关系控制上部框架的水平度要求。
第四,根据组立后实际档距组拼斜支撑结构连接横梁及斜拉杆耳板。组拼立柱结构两根斜拉杆下部耳板。
3 吊具系统
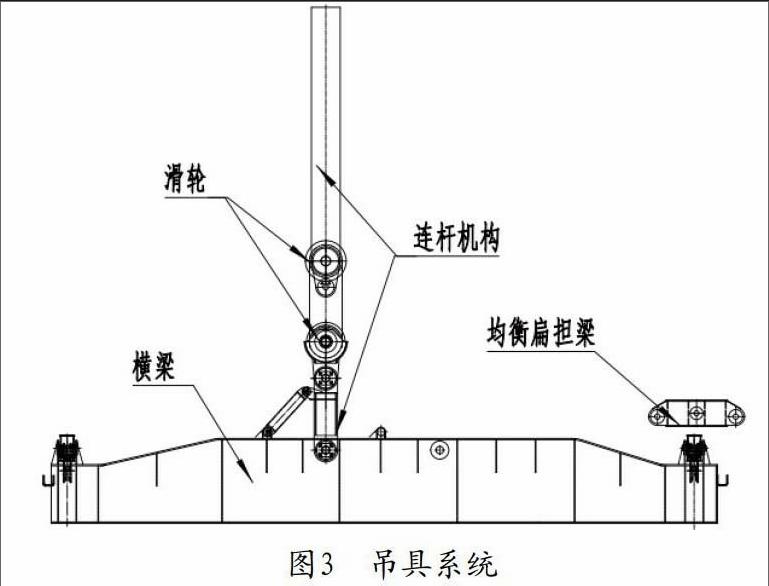
吊具系统主要由横梁、滑轮组、均衡扁担梁及连杆机构等部分组成。吊具系统作为主要受力构件,应严格确保横梁的主体焊接结构及连接机构的制作可靠性。
3.1 结构分析
吊具系统通过连接机构与上部框架横移机构连接,确保调整吊梁姿态和位置。下部连杆机构通过固定连杆和横梁形成三角铰接刚性连接。均衡扁担梁用吊钩和桥面节段箱梁连接起吊。吊具系统各金属结构全部是主要受力构件,制作工艺直接影响产品整体安全性能。结构形式如图3所示:
3.2 结构制作工艺要点分析
各金属结构应该严格控制焊缝质量,各种主要焊缝应按一级焊缝质量控制,按GB 50205-2001标准执行。
3.2.1 横梁系统。横梁系统结构限于各隔板是封闭结构,根据受力形式应确保上盖板、隔板、腹部之间的全部连接焊缝,可以控制全部焊缝按双面角焊缝焊接,焊角高度按0.8倍最小板厚执行。因下盖板最后组对,内部不能焊接,故下盖板和腹板应该单面坡口焊焊缝,焊角余高达到最小板厚的0.8倍方案焊接,确保焊接强度和焊接质量。考虑到下部连接系统和横梁形成固定的三角连接关系,故横梁的连接耳板孔和连杆孔应一次机加成型,确保各孔相互位置关系。均衡扁担梁的连接孔可以单板机加成型,接整体样装焊接的方案制作。
3.2.2 滑轮组。滑轮的金属结构比较紧凑复杂,各滑轮吊板的吊轴孔下料预先处底孔,一般留10mm加工余量即可,根据加工能力,底孔直径不应小于Φ45mm,否则整体镗孔时限于镗刀杆直径将难以加工。另外,滑轮组对时为确保滑轮装配空间档距,可以车削定长的隔套,间隔定尺后组焊。
3.2.3 均衡扁担梁和连接机构,因各结构件尺寸比较小,故在板材下料环节就应充分考虑受力方向问题,应时受力方向和板材轧制方向一致。连接变幅系统和滑轮的长吊板是最关键的连杆系,除了应控制下料方向问题外还要控制下料切割表面的平整度,严禁过烧和崩坑缺陷,避免应力集中。为控制表面粗糙度,可以下料后增加打磨抛光表面或机加铣面工序。
4 移动及锚固装置
移动及锚固装置用于桥面吊机的整体移动及吊梁稳固和整体支撑,主要由垫梁、支撑座组成。结构形式参照图4所示:
第一,垫梁是桥面吊机的最基础构件,支撑着整体设备和重载梁段,其整体结构为小箱型结构。结构制作时应控制上盖板的整体平面度,以便支撑铰座滑板在其表面顺利滑动。各隔板应确保和上盖板焊接牢固和下盖板磨光顶紧,不得有虚接触现场,否则在载重压力下上盖板容易发生变形,导致滑动阻滞。因垫梁截面尺寸较小,考虑到焊接及制造变形的因素,各走行位置孔应整体机加出孔,以便控制相对位置尺寸。
第二,支撑座可以先部件组焊成型,机械加工各油缸安装孔位后,在下部框架整体拼装时连同下框架一次结构制作成型。各支撑球头等应考虑使用铸锻件加工制造,机加后应按GB/T 11345-1989标准全部UT探伤。
第三,锚固系统用于桥面吊下部框架和配重梁连接,用于稳固整体结构。锚固座和纵梁焊接区是主要受力区,限于结构形式仅能单侧焊接,故应将锚固座相应边开单面0钝边坡口,角度以45°~50°为宜。焊后24hUT探焊缝熔深不小于(板厚-2mm)范围,保证焊接强度。锚固轴应采用40Cr材质锻造后机加成型,且应做UT探伤检查,必须符合GB/T 11345-1989标准要求。
第四,支撑座和垫梁间装配的四氟垫板装配时着重控制板面和支撑座密贴,四氟垫四周用刚性挡块固定,防止垫板在重压下变形失效。
5 结语
桥面吊机性能高、使用方便,在海面或河面上架桥使用广泛。本文阐述的制作工艺和制作方法简单经济,经过实践检验工艺比较合理,生产效率高,为确保产品质量和产品使用性能提供了坚实可靠的工艺基础。
参考文献
[1] 成大先.机械设计手册(第四版)(第一卷)[M]. 北京:化学工业出版社,2002.
[2] 张质文.起重机设计手册[M].北京:中国铁路出版 社,2001.
