采用修复再制造技术实现烧结机台车循环利用
2016-12-19吴玉军顾其良
梁 睿 吴玉军 顾其良
(莱芜钢铁集团设备检修中心,山东271104)
采用修复再制造技术实现烧结机台车循环利用
梁 睿 吴玉军 顾其良
(莱芜钢铁集团设备检修中心,山东271104)
对烧结机台车的损坏原因进行分析,制定了采用修复再制造技术,从整体检测、裂纹清理、焊接试验、工装制作、焊接等几个方面对烧结台车的修复措施,实现了烧结机台车的循环利用。
烧结机台车;焊接;修复再制造
1 问题现状
烧结机台车是烧结机非常重要的部件,烧结机就是由铺设在钢结构上的封闭轨道和在轨道上连续运动的一系列烧结机台车组成。台车造价昂贵,数量多,为了保证烧结机的正常运转,每年莱芜钢铁集团都要花费大量的维修费用,其中烧结台车的维修费用占烧结机总额的50%~60%左右。
目前莱芜钢铁集团共有烧结机7台(105 m23台、265 m23台、400 m21台)。根据2006年以来统计数据,7台烧结机台车备件的年损耗约为204.7万元。
2 诊断分析
根据台车备件损耗统计,找出造成烧结机台车损坏的原因。
(1)台车在整个工作过程中直接与烧结的物料进行接触,受到长时间热的反复作用,还承受本身的自重、篦条的重量、烧结矿的重量及抽风负压的作用,产生很大的热疲劳,使台车很容易出现车体裂纹故障。台车主梁出现裂纹会造成主梁无法正常支撑篦条,致使篦条排列失稳,无法保证原密封性,产生烧结矿掉落、泄漏等情况。
(2)莱钢的几台烧结机均不同程度存在跑偏故障。因跑偏,台车在运行中挤压轨道、滑道,造成车轮损坏频繁,轨道磨损严重,每年需更换一到两次。而滑道磨损,又造成出油嘴大部分堵塞、脱落,台车运行时润滑不良,加大了运行阻力,反过来又加剧了滑道磨损。每年在更换台车车轮、滑道、轨道、油板上的消耗达180万元以上,而因维修、更换台车、滑道等设备造成的停机多达10天以上,直接影响了生产。
3 措施制定
采用修复再制造技术对105 m2烧结机台车进行试修复。台车主体为专用球墨铸铁,目测可见裂纹3条~4条,裂纹长度为380 mm左右,主梁厚度为60 mm,裂纹为贯穿性裂纹,如图1所示。
烧结机台车修复的主要技术难点在于主梁专用球墨铸铁基体的焊接,球墨铸铁由于其本身材料特性决定了它的焊接性能极差,这需要焊前进行改性处理,同时严格控制焊接工艺。其次焊接时须对主梁形变进行控制,确保主梁的间距不变,修复后可以正常承担篦条和烧结矿物。
3.1 整体检测
台车经过长时间的使用后,主体尺寸会出现不同程度的变形。在检测平台上使用游标高度尺(0~800 mm)、大型游标卡尺(0~1 000 mm)和平尺(1 500 mm)进行检测,对照图纸确认台车除裂纹外其他尺寸有无变化,是否超标。检测示意图如图2所示。

图1 裂纹现状
Figure 1 Present situation of crack
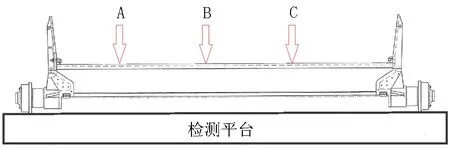
图2 台车检测示意图
Figure 2 Schematic diagram of trolley detection
台车置于检测平台上,拆除篦条后在每条主梁上取三点,测量主梁上侧面高度、主梁厚度和主梁平整度。
3.2 无损检测
清理台车表面的锈蚀,对台车主梁进行渗透检测,确认所有裂纹缺陷,并统计数量和尺寸。
3.3 实验分析
在台车主体上取样进行实验分析,通过成分检测,确认台车的材质,同时进行金相组织及显微硬度等综合检测。
3.4 裂纹清理
使用机械磨削的方法进行裂纹位置的清理,避免热熔工艺对基体造成二次热损伤,结合渗透检测进行裂纹深度的检测,对裂纹周围的疲劳失效位置进行疲劳层的去除,确保无裂纹缺陷残留。裂纹清理彻底后,进行焊接坡口的制作。贯穿性的大裂纹开双面U形坡口,打磨去除尖角,消除应力集中的位置,其他局部裂纹开单面U形坡口,如图3所示。
3.5 焊接实验
在实验分析的基础上确定焊接材料(包括打底层和填充层),并根据焊接材料特性及台车主梁的力学性能要求,预定焊接工艺。在台车上选取中等裂纹位置进行焊接实验,开U形坡口后进行打底层改性处理,然后无损检测有无裂纹,接着按照工艺进行填充层的焊接。热处理结束后,以2 mm为间隔进行逐层打磨检测,直至母材内部5 mm。在焊接位置切块进行金相分析,同时进行焊接冶金熔合性能、微观金相组织、焊缝区域硬度过度等全面检测,确定焊接材料,优化焊接工艺。整个过程无裂纹出现,融合良好,硬度适中,视为工艺和焊材均合格。
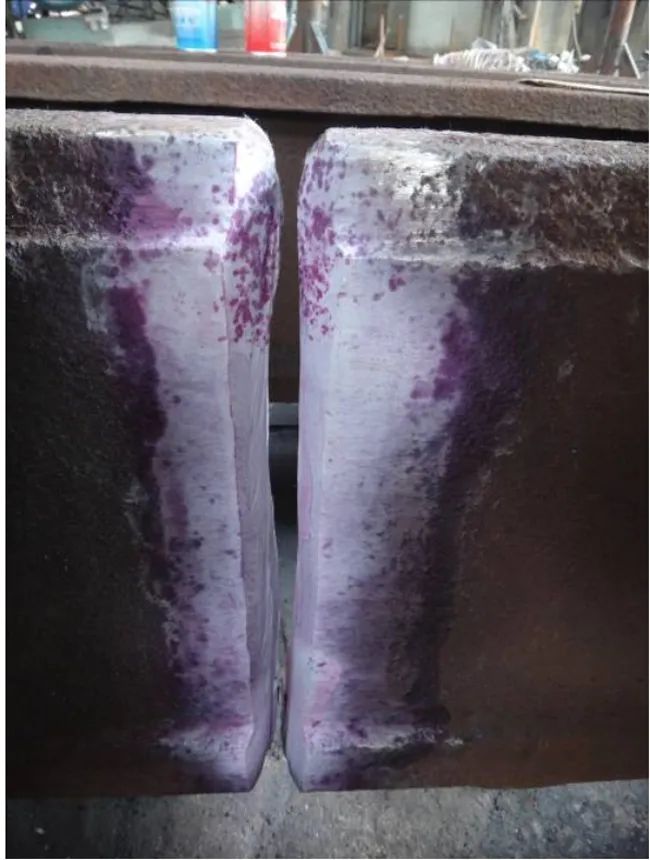

图3 裂纹清理
Figure 3 Crack cleaning
3.6 工装制作
由于台车主梁基体材质的特性决定,焊接时需保证预热、缓冷等工艺,需根据主梁的形状、位置,制作专用的工装设备,保证焊接的温度需求,同时进行主梁尺寸的检测、调整。
裂纹位置焊接过程中,在裂纹两侧距离大于600 mm的位置分别使用安装在施工平台上的百分表进行实时测量,实时检测焊接过程中的变形量,调整焊接顺序和焊接位置,如图4所示。
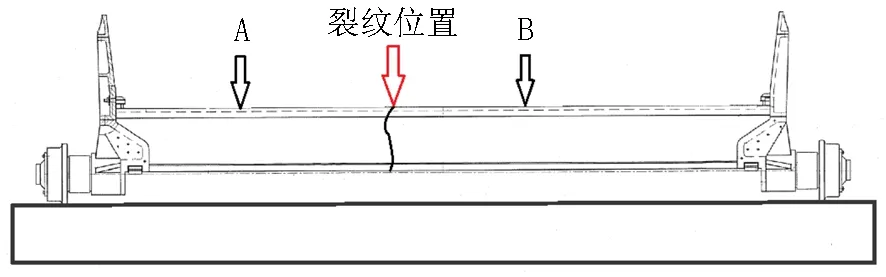
图4 检测焊接变形量
Figure 4 Detection of welding deformation
3.7 焊接
采用保养焊接技术,惰性气体保护焊接。焊前对坡口基体材质实施改性处理,改善基体的焊接性能。焊接过程中控制焊接量,及时进行去应力处理,减少残余应力,保证焊接质量。焊接分为打底焊接及主体填充焊接。根据焊接的层次不同,选择不同的焊接材料。打底层选取高结合强度的特种焊材,保证焊材和基体的成分、强度合理过渡,具有高的结合强度。填充层使用高强韧性的焊材,焊接过程中,实时监控焊接位置的温度,严格控制层间温升,避免局部过热产生脆硬组织,逐层逐道进行实时去应力处理,减少焊接应力,保证焊接质量。
3.8 焊后处理
焊接完成后按既定焊接工艺要求,进行焊接区域的焊后热处理,消除残余焊接应力,稳定焊接位置的微观组织。冷却后粗打磨,渗透检测,确保无焊接缺陷残留。
3.9 机械加工
焊缝检测合格后,台车主梁焊接位置,按照图纸要求进行机械加工,恢复技术要求的尺寸精度和工差要求。
4 改善效果
烧结机台车堆焊再制造修复后,使用寿命得到了延长,取得了较大的经济效益,达到了预期的效果。
编辑 李韦萤
The Repairing and Remanufacturing Technology to Realize the Recycling Utilization of Sintering Machine Trolley
Liang Rui, Wu Yujun, Gu Qiliang
The damage reason of sintering machine trolley has been analyzed. The repair measures for sintering trolley by repairing and remanufacturing technology have been made from the following aspects such as integral testing, crack cleaning, welding test, tooling fabrication, welding and so on to realize the recycling utilization of sintering machine trolley.
sintering machine trolley; welding; repairing and remanufacturing
2016—09—02
TD464
B
