广数25l系统PowerMill后处理开发
2016-12-15李小敏
李小敏
(广东工程职业技术学院,广东 广州 510520)
广数25l系统PowerMill后处理开发
李小敏
(广东工程职业技术学院,广东 广州 510520)
文章针对广州某技工学校组装型号为广数25l系统的加工中心,阐述运用PowerMill里的PMPOST制定适合该设备后置处理的开发思路;并且通过VERICUT模拟仿真得以验证,最终投入生产与教学使用。
广数25l系统;PowerMill;PMPOST;VERICUT
我国加入世贸组织后,很多企业为了能够成为制造业的龙头企业,纷纷购置了进口的五轴机床(如MIKRON、DMG等品牌五轴机床设备)。但由于国内的多轴加工技术相当落后,具体表现在多轴加工工艺、后置处理的开发,从而无法发挥五轴设备高速加工的性能。完善多轴机床后置处理程序的开发已慢慢的开始发展中,但很多的技术资源还要通过国外,所以就算公司已购置了多轴加工的软件,但还要支付后置的开发费用。因此企业迫切的需要开发通用后置处理,使得NC程式的标准化、企业化管理。从而让五轴机床设备更安全、更高效地使用。
文章针对广州数控设备厂的GSK25I五轴联动控制系统、烟台的可倾台等零部件。由于GSK25I是广州数控设备有限公司最新推出的产品,有很多技术都需要完善与攻关,其中开发后置处理工作尤为重要。
1 PM P0ST[1]后处理的编写
PMpost是英国DELCAM公司后处理编写软件,它能根据机床的特性,定制后处理器;并把POWERMILL产生的刀具路径转换为三轴、五轴机床的使用。
1.1 机床结构与技术参数及控制系统类型
(1)机床结构如图1、图2所示。在机床结构方面,应注意约定工件不动、刀具运动,在此前提下来看B轴和C轴的摆动,此时符合笛卡尔坐标系(直角坐标系)下的右手定则,而工作台B轴和C轴的实际转动方向是与右手定则相反的,如图3所示。由此得出下面结论:围绕X直线轴转动的轴称为A,矢量方向为(1,0,0);围绕Y直线轴转动的轴称为B,矢量方向为(0,1,0);围绕Z直线轴转动的轴称为C,矢量方向为(0,0,1)。

图1 广数25l系统五轴联动加工中心
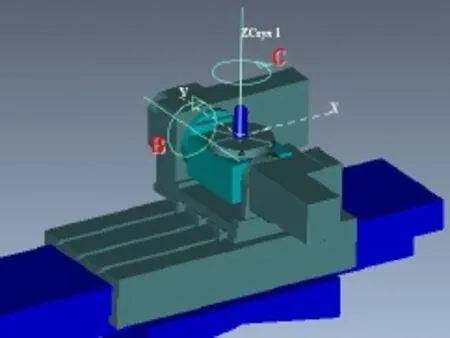
图2 各轴示意图
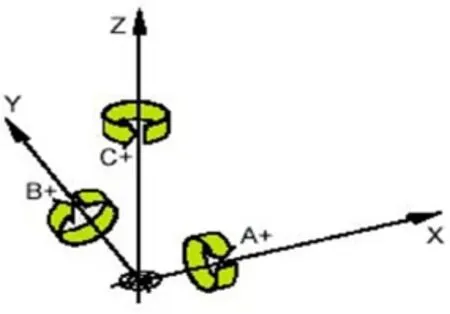
图3 坐标系
(2)机床参数(如上图所示)X轴行程800mm,Y轴行程650mm,Z轴行程550mm,B轴行程-5~90°,C轴行程0~360°(不连续),工作台面:600×600,主轴转速(r/min):0~6000rpm,快速进给:8000(mm/ min)。
(3)控制系统为GSK25I操作简单、人机对话较灵活,可以控制三个直线轴、两个转动轴,采用ISO代码编程。启动PMPOST后置软件、打开样板文件(选择FANUC. PMOPT[2],因为GSK25I与该系统编程的语言相类似)。切换到编辑界面、按机床的特点设置相关的参数如图4。
图4 后处理界面
1.2 操作步骤
(1)相关参数设置,①设置全局参数如最大行号、行号的增量、输出的单位、小数隔开符号、程序的扩展名等;②设置坐标控制参数,由于GSK25I不具备RTCP功能,因此在PROFILE选项里选择“Multi-Axis machine without RTCP”。还有对刀点选项选择“Tool Tip”;③设定最大进给速度为8000MM/MIN,最大切削进给速度4000MM/MIN;④设定圆弧输出的方式,如圆弧的最大、最小半径,以及圆弧平面等;⑤设定钻孔循环参数、选上多轴钻孔选项。
(2)设置机床结构、行程、偏置距离等参数如图5所示。①定义机床结构:在Kinematic Model[3]选项里选择5-Axis Table Table(双工作台型的五轴机);②定义行程、转动轴:分别按机床实际行程设定X、Y、Z、B、
C五个轴的行程。特别要注意的是在转动轴里需指定B(0,1,0)、C(0,0,1),分别点击EDIT,在prefix选项里输入B、C;③设置机床偏置参数:由于可倾台的第四轴转轴与第五轴回转工作台台面存在偏心距所以需在B轴输入实际偏心距z-97.78MM。
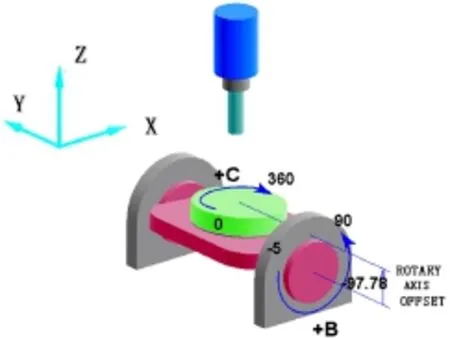
图5 机床各轴偏置示意图
(3)设置可倾轴(B)超程时所采取的策略。因为当五轴联动加工超过-5度时,机床必需首先采取Z轴抬刀,然后BC回转,再XY定位,最后Z重新下刀一系列动作。否则将有可能发生机床的碰撞、工件过切等现象。进入Multi-Axis Configuration,在 at angular limit里选择Retract And Reconfigure。如图6所示。
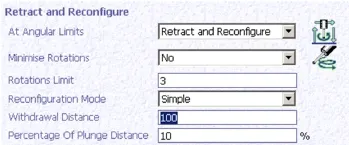
图6 第四轴与第五轴超程时采用策略
(4)定义快速与线性移动。在多轴机床快速下刀定位时,必需考虑到机床的安全性,应先移动转动轴然后移动直线轴。设置如图7所示。
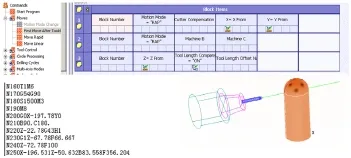
图7 设置
(5)设定程序头、程序尾的一些辅助功能以及钻孔功能(略),最后存盘退出。
2 广数25l系统后置的验证
2.1 五轴加工中心程序的编制
启动PM,导入测试零件,用R3球刀在工件铣出一条角度从0到180、深度为了0.5的小槽、采用参考线多轴加工方式编写测试刀轨。
2.2 NC在模拟防真软件的验证
Vericut是美国CGTech公司开发的一款集数控加工仿真、干涉校验、工时工况分析、代码优化等多种功能于一体的软件。已广泛应用于航空、模具制造等行业,其最大特点是可仿真各种CNC系统下的刀位文件及CAD/ CAM后置处理的NC程序。Vericut分以下几步去完成:①建立机床模型:装配时要注意部件之间的运动联接之间的关系;②选择控制系统文件(本例机床的操作系统是FANUC,因为GSK21M的NC代码格式与FUNUC相似);③建立刀具库;④设定加工坐标系;⑤添加加工程序(NC程序)。调入测试程式在VERICUT上模拟切削加工,如图8所示;⑥经过VERICUT的坐标模拟没问题后,再上机床试加工,注意观察NC的轴向是否与机床方向一致,坐标位置是否正确。
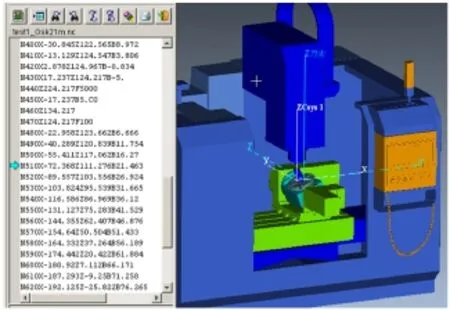
图8 程序的验证
3 结束语
文章通过研究开发广州数控25I多轴数控系统后置处理,解决了企业与学校的软件自动编程问题。同时,也积累了多轴后置处理软件的开发,将为后续的进口数控系统的后处理开发起到借鉴作用。
[1]张磊.Siemens PLM应用指导系列丛书:UG NX6后处理技术培训教程[M].北京:清华大学出版社.2009.
[2]汤振宁.高级数控培训丛书:UG五轴数控编程实例详解[M].北京:化学工业出版社.2013.
[3]谢龙汉.UGNX8.0数控编程[M].北京:清华大学出版社.2013.
Development of PowerMill Post Processing for GSK 25I Department
Li Xiaomin
(Guangdong Engineering Polytechnic College,Guangdong Guangzhou 510520)
In this paper, a technical school in Guangzhou processing center assembly model number 25I wide system, set forth in the application of PowerMill PMPOST develop the device for post-processing of the development of ideas; and can be verified through VERICUT simulation, and ultimately into production and teaching.
GSK 25I Department;PowerMill;PMPOST;VERICU
TG659
A
2096-2789(2016)11-0230-02
李小敏(1980-),女,湖北天门人,硕士,讲师,机械设计及理论专业。
