城轨车辆贯通道顶板粘接的工艺设计与验证
2016-12-15夏荣文
夏荣文
(湖南工业大学,湖南 株洲 412007)
城轨车辆贯通道顶板粘接的工艺设计与验证
夏荣文
(湖南工业大学,湖南 株洲 412007)
按照欧洲粘接体系要求,对于受力件的粘接工艺设计和验证要求较高,并且也是体系里面的一个难点。文章以城轨车辆贯通道顶板的粘接工艺设计与验证为例,介绍了按照体系要求对A2级接头的工艺设计和验证的需要的过程。
顶板;粘接;工艺;验证
贯通道顶板是为了达到贯通道内装美观与行车稳定的一个平板结构,由于要求平面上无任何孔结构或焊接变形,所以选择通过粘接来实现改板与支撑座板组成的连接,再由支撑座板组成连接到车的连接框架上。该连接是一种受力连接,失效后存在较大安全风险。因此在此接头的设计中,必须充分考虑到粘接的受力载荷与耐久性,且在工艺施工中必须严格定义,以实现产品的设计需要。文章首先计算接头等级,确定其为A2等级,其次提出粘接需求清单,设计出满足要求的粘接接头,再通过老化试验确定其耐久性与可靠性。编制工艺指导书,来控制现场的作业,配合过程记录达到特殊工序控制的要求,最终完成此工艺的设计。
1 顶板粘接的介绍
顶板的粘接就是通过粘接的连接方式将两块板连接到一起。以避免因为铆接或机械连接对顶板的破坏,以及因为焊接造成的对两块板的热变形以及应力集中等不良。若粘接的力失效,顶板将向下坠落导致可能砸伤人或物。其结构如图1所示。
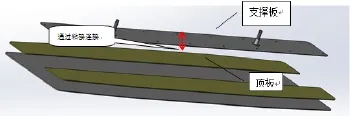
图1 顶板粘接的模型
2 贯通道顶板粘接的工艺设计及验证流程
2.1 贯通道顶板粘接等级的确定
产品的粘接等级是由该结构粘接件在粘接失效后造成的损失严重程度进行划分的。DIN6701-2的标准中明确对等级划分依据做了介绍,如表1所示。
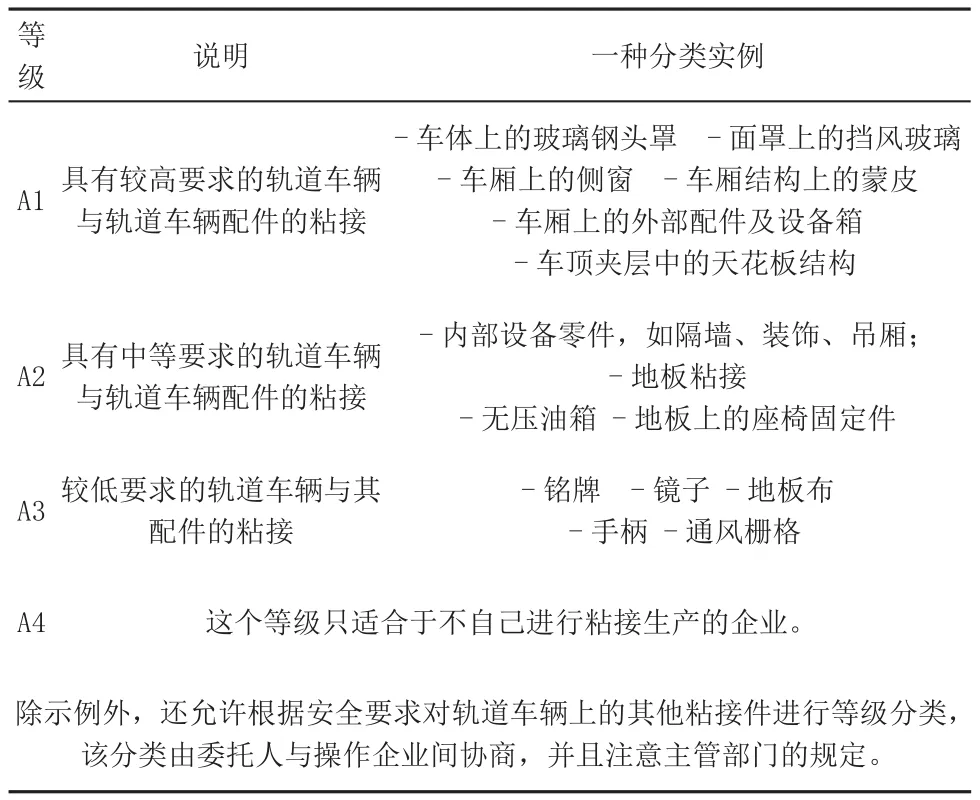
表1 产品的粘接等级划分
计算软件也是根据这个等级要求进行设计的。通过对贯通道顶板的等级计算得出这个粘接接头为A2级。按照A2等级需要对接头的设计进行计算和验证,如图2所示。

图2 粘接等级计算图
2.2 接头需求清单的制定与计算
按照体系的要求该接头必须清晰列出其在运载条件的所受的各种载荷。根据这些要求,选择胶黏剂设计出满足需要载荷的粘接接头。将这些要素整理出一张表格,通过计算,得到选用聚氨酯弹性胶黏剂,通过使用2mm胶条粘接顶板和支撑板的结论。以满足所需的载荷强度和冷热冲击下的弹性形变造成的内部应力破坏。根据需求,考虑到需要的强度不大,而由于大而长的板容易导致变形而引起应力集中,导致胶层出现裂纹,因此选择弹性聚氨酯胶SIKA252,其技术参数如表2所示。
在强度性能上能满足要求,为单组份胶,施工方便,具有弹性,车辆运行过程中对震动有缓冲和吸收震动能的作用。在胶层厚度上由于平面度的原因需要胶层厚度2mm以上,根据基材热膨胀性能及聚氨酯剪切最大变形为tgγ=0.25计算胶条的高度应满足:
△α=α铝-α钢=(24.2-16.8)e-6=7.4e-6;
△T=Tmax-Tmin=40.6-(-12)=52.6℃;
△ξ=△α×△T=7.4×52.6e-6=389.24e-6;
△ξ=△l/l0,△l=l0×△ξ/2=1414×389.24e-6/2=0.25mm;
tgγ=△l/d,d=△l/tgγ=0.25mm/0.25=1mm。
选择的胶层厚度2mm>1mm,满足要求。
选择胶条的直径时,由于胶条截面为7mm的等边三角形;压平后为2mm高边长为12mm的矩形截面。单条粘接面积为12×120=1440mm2;共9条,总面积为12960mm2。
根据面积以及对应公式计算,可以承受的拉伸力为F=σ×S×80%=4×12960×0.8=41472N,重约3t。达到拉伸载荷要求。

表2 技术参数
根据面积以及对应公式计算,可以承受的拉伸力为F=σ剪切×S×80%=2.5×12960×0.8=25920N,重约2t。达到剪切载荷要求。
因此这种设计方式满足需求清单的要求。
2.3 粘接接头的验证
根据改产品的载荷状况,主要需要验证此接头在冷热老化后的粘接强度,根据DVS1618和DIN54457对其老化验证,经过4个周期的老化程序,验证结果满足客户的需要。如图3所示。

图3 老化验证报告
2.4 编制作业指导书和过程记录表
在完成上述的计算和验证后,证明此种方式可以满足设计的需要。最后经过工艺试制和验证,确定了作业方法和条件,并将这些要求进行标准化,统一到作业指导书中,并且制定过程记录表,来控制操作过程的温度、时间、表面处理方式、以及夹持和固化的条件是否满足作业指导书要求。通过巡检的监督对过程进行控制。最终这个项目的工艺设计和验证通过了粘接体系的审核和认可。
3 结束语
文章介绍了结构粘接件在早期的设计和验证过程中需要掌控的要点;通过对欧洲粘接体系的全面剖析,给出了一套用以解决粘接工艺设计和验证的方法及工具。对于粘接工序的质量保证予以极大的支持。通过案例的介绍,对有意于通过DIN6701(欧洲粘接体系)认证的企业或机构有一定的指导意义。
[1]刘鑫.工业生产物流供应链大数据资源融合技术[J].软件导刊,2016,(7):57-59.
[2]铁路车辆和零件的粘接性.第2部分:粘接材料制造商质量认证资质[S].DIN 6701-2-2006.
[3]刘鑫.云计算下装备制造业金属材料物流的优化遍历机制[J].世界有色金属,2016,(3):19-22.
[4]结构粘合剂.胶粘粘合连接件的试验.Grub peel试验[S].DIN 54457-2007.
[5]刘鑫.大数据高效分类模型的研究与仿真[J].中国西部科技,2015,(7):90-92.
TH162
A
2096-2789(2016)11-0173-02
夏荣文(1985-),男,湖南永州人,硕士,工程师,研究方向:企业质量管理体系、粘接体系、IRIS体系认证、工艺质量管理的研究。
