废旧轮胎颗粒吸声材料加温加压下的模压成型工艺研究
2016-12-09李广辉刘洋
李广辉 刘洋
(招商局重庆交通科研设计院有限公司重庆400067)
废旧轮胎颗粒吸声材料加温加压下的模压成型工艺研究
李广辉刘洋
(招商局重庆交通科研设计院有限公司重庆400067)
随着我国交通的快速发展,车辆的保有量逐年增加,通行量与日俱增,同时产生了大量废旧轮胎,造成"黒色污染"。“废旧轮胎”橡胶颗粒作为吸声材料环保利用可消除这种“黑色污染”。废旧轮胎橡胶颗粒作为吸声材料首先要解决成型的问题,本文讨论在加温加压下废旧轮胎颗粒成型工艺。
废旧轮胎;颗粒吸声材料;加温加压;模压
1 前言
废旧轮胎橡胶颗粒是一种有前途的声屏障材料,但是如何将这种材料应用于实际,还需找到一种技术将这些松散的橡胶颗粒制成“板”状结构。目前来看,有两种技术可以达到这个要求:模压成型技术和喷射成型技术。模压成型是一种非常成熟的技术,即将橡胶颗粒和粘接剂混合后放置在模具,再给模具施加一定的压力和温度,即可成型。一般采用的双组份聚氨酯把橡胶颗粒通过粘接剂制成橡胶板在夏季25℃的条件下表干时间约为12h~24h,在冬季10℃的条件下表干时间约为24h~48h。固话时间太长不能满足的工程应用需要,只有通过加温来加速固化。
2 实验仪器和实验材料
2.1实验仪器设备
试验压机——MG-YBJ150试样压板机;成型模具(模具尺寸/mm(内空500×500×80));手持电动搅拌器;搅拌桶;电子秤;热电偶式温度传感器;不锈钢板等
2.2实验材料
橡胶颗粒8~10目,10~20目;聚氨酯粘结剂(A、B组分)。
3 实验结果
3.1加温加压固化实验
0.60MPa,在热压机上试验,测试在模具中心温度达到160℃、140℃、115℃三种条件下,所需要的压力,热压时间(橡胶块初凝时间,表干),记录橡胶块中心温度随时间的变化情况。
3.1.1160℃热压试验
热压机设置温度200℃(上压板200℃,下压板200℃),实测模具表面温度160℃,压力10.2MPa。总用时:8114s,约合2h15min。每升温1℃平均耗时60s。
3.1.2140℃热压试验
热压机设置温度170℃(上压板169℃,下压板170℃),实测模具表面温度140℃,压力10.2MPa。总用时:7782s,约合2h9min。每升温1℃平均耗时67s。
3.1.3115℃热压试验
热压机设置温度135℃(上压板136℃,下压板135℃),实测模具表面温度115℃,压力10.2MPa。总用时:10302s,约合2h51min。每升温1℃平均耗时116s。
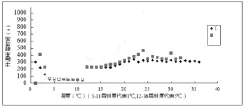
图1 固定压力不同温度下升温与时间关系图
3.2结果
由上面三个试验可以看出,温度越高,成型时间越短,约利于提高生产效率。热压板由115℃提高到160℃时,中心温度达到设定温度的时间由2h51min降至为2h15min,缩短成型时间约36min。
4 结论
4.1温度越高,双组份聚氨酯粘接剂表干时间越短,表干越快。
4.2模压成型工艺对于橡胶颗粒的成型时可行的,加温加压下的模压成型试验表明:温度越高,成型时间越短,约利于提高生产效率。参考文献
[1]刘建文,等.国内道路声屏障行业发展中的几个问题浅析[J].环境工程,2012,4(30):63-65.
[2]陆豫,李云涛,毛志刚.广西高速公路声屏障降噪效果研究.环保前沿[J].2012,7:131-134.
[3]王武祥.混凝土砌块在交通路网声屏障工程中的应用[J].建筑砌块与砌块建筑,2005(1):9-11.