浅析电动工具中倒角的作用与特征
2016-12-08李孝忠
李孝忠
( 浙江亚特电器有限公司 浙江 嘉兴 314009 )
浅析电动工具中倒角的作用与特征
李孝忠
( 浙江亚特电器有限公司 浙江 嘉兴 314009 )
介绍倒角特征在电动工具零件中的相关应用及其实际作用,对在工具制造中因倒角问题引发的相关不良现象作具体分析,提出预防和解决方法。
电动工具;倒角;作用 ;问题;分析
0 引言
电动工具产品由诸多的塑胶件、五金件等多种类零件组装而成,对于多种零件而言,倒角是各类零件共通的结构特征。从产品的生产、销售、使用、评价等环节反馈的因零件倒角问题带来的整机产品质量问题并不少见,值得制造商在设计和制造过程加以重视。
1 概述
一般,把工件的棱角切削成一定斜面的加工被称之为“倒角”。为了去除零件上因机加工产生的毛刺,也为了便于零件装配,通常在零件端部做出倒角。
2 基本特征
通常情况下,倒角分为倒斜角和倒圆角两种类型,倒斜角按角度又可分为45°和非45°。
去除毛刺和工件边缘的锋利可较大程度地减少零件搬运、装配、拆解过程中的相互碰撞损伤,同时减少伤人概率,使零件外观形象得到提升。
1)零件间在装配过程中的导向
零件倒角,便于互相装配,且可较好提升装配质量,如轴承内孔和外缘的倒角、齿轮内孔倒角等。对于密封件来说,除具有导向作用外,还可防止零件间装配中损坏密封件。
2)零件间在工作运行中的运动导向
零件间相互运动中,配合面的端面若有倒角可更好导向,减少零件在相对运动中被刮伤,有利于润滑油的润滑。如在电锤中,气缸内铝活塞的端面倒斜角(见图1);在往复锯中,往复杆的后端面倒斜角(见图2)。

图1 电锤气缸内铝活塞端面倒斜角

图2 往复杆的后端面倒斜角
3)定位
因料件的工艺特点,在两表面相交处存在圆角,而一定尺寸的倒角可避开存在的圆角,确保定位准确。
4)减小表面相交处的内应力
减小模具成型零件的内应力。一些需注塑、压铸、浇铸、吹塑等模具成型的零件,在两个表面的相交处,一般采用圆角;减小零件的热处理内应力,加强轴类零件的强度。零件经过倒角后,在热处理时,应力得到一定程度释放,内部组织结构重新分布,不易出现裂纹,变形也会减小。尤其是对一些尺寸相差较大的输出轴台阶,为了提高零件的强度,减少零件的断折机率,必须进行倒角,如电钻输出轴螺纹端台阶倒圆角(见图3);减小机加工造成的内应力,该因素对电动工具产品影响较小。

图3 电钻输出轴螺纹端台阶倒圆角
另外,在各类需用模具生产的零件制品中,零件的倒角可提高模具强度,延长模具使用寿命;在各类需用注塑、压铸、浇铸、吹塑等模具成型的的零件制品中,零件的圆角有利于充模时熔料的流动,同时还可以克服制件转折处由于局部过厚出现塌坑等缺陷;有的零件特别要求的倒角处理。如因美观需求,且表面可以允许少许突出,装配沉头螺钉时,需要有与沉头螺钉面配合的倒角内孔;操作者的舒适度需求。操作者在操作工具过程中,工具的可触及部位存在尖角,会让操作者感觉硌手;零件倒角是否规范,通常是考察供应商品质高低的细节之一。
3 问题分析
3.1 装配部位无倒角
1)走线槽无倒角
一般,走线槽无倒角(见图4)通常发生于工作经验较少的设计人员,主要在于对安规标准了解不够,没有完全按照标准进行。电动工具要求内部走线应适当地定位与固定,避开锐边,使其避免损坏。一般走线槽应窄于连接线,在将连接线压卡入走线槽内时,走线槽的入口端的尖角易划伤连接线,同时也易划伤装配人员的手指,所以对走线槽进行倒圆角非常重要。
在电动工具安规标准中,R1.5的圆角被认为是充分倒圆的。
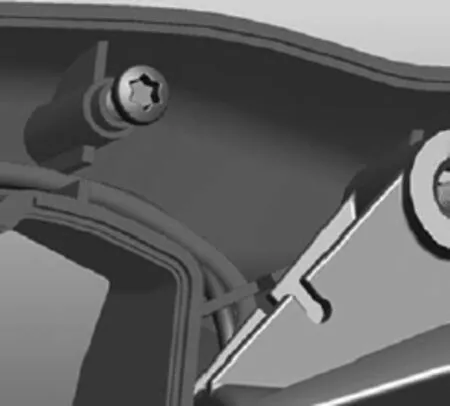
图4 走线槽无倒角
2)工具正常使用中可触及部位无倒角
角磨的筒式机身与后罩配合处(见图5)是正常使用中可触及部位。如设计时不设倒角,开模厂商极可能将分模面置于未倒角的边缘上,由此模具成型制品即会产生锋边、毛边、飞边及其类似现象,机身与后罩经螺钉锁紧配合后,易产生段差。操作者在使用工具时,体感较差,后罩毛刺或可对操作者的手部造成割裂伤害。后续即使后罩边缘倒圆角(见图6)改模解决,也无法避免之前已经造成的经济损失。

图5 筒式机身与后罩配合无倒角

图6 后罩边缘倒圆角
3)机身的配合筋位无倒角
机身配合筋位无倒角的情况在设计中出现较为普遍,主要原因为:技术人员对生产线料件的装配工艺不熟,设计期间未考虑到料件的装配。图7中,机身几处筋需与电刷架配合定位,如配合筋位无倒角,电刷架即失去装配导向,造成装配时难度增加,当筋位配合边缘存有毛刺时,电刷架受阻。机身的配合筋位无倒角,较大程度影响产线的装配效率,如增加额外的修边工序后,员工可能由此产生抱怨情绪。图8为机身的电刷架定位筋有倒角。

图7 机身的电刷架定位筋无倒角
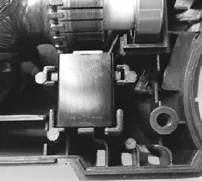
图8 机身的电刷架定位筋有倒角
4)定子总成无倒角

图9 机壳筋位被铲胶

图10 定子铁芯端面无倒角
在图9的筒式机壳中,虽然定子定位筋的开口有倒角,有利于定子的装配导向,而定子铁芯的端面无倒角(图10),在定子压配入机
身中时,因操作不当可能铲掉一部分机壳定位筋,导致定子在机壳中配合产生偏心,造成电机振动增大甚至定、转子在机壳内相擦等不良现象。对此,除确保工装精度、人员培训操作熟练外,重要的一点就是对定子铁芯端面进行倒角。
5)齿轮内孔无倒角
齿轮内孔无倒角(见图11)通常属于来料原因,主要来自一些对工艺流程控制不规范的供应商。极端降低成本、品质意识不强是主因,往往对齿轮内孔不做倒角或倒角不符合图纸要求。某些品控人员只关注料件的关键尺寸检查,常会忽略对齿轮的内孔倒角检查。如果齿轮内孔无倒角,其材料硬度小于配合轴面硬度,当齿轮压配入对应轴径上时,齿轮内孔的料被挤出一部分,塞在轴肩与齿轮间,造成齿轮装配歪斜,产生齿音;另一方面,如果齿轮内孔硬度接近或大于配合轴径面硬度,当齿轮压配入对应轴径上时,致使齿轮边缘将输出轴面切除一部分料(见图12),同样会塞在轴肩与齿轮间,造成齿轮装配歪斜,产生齿音。

图11 齿轮内孔无倒角

图12 输出轴轴面被切除
6)O型圈槽无倒角
O型圈槽无倒角(见图13)同样源自设计人员的大意。在轴承档设O形圈,除防油需要,还可减少工具振动,所以O形圈与轴承外圈存在一定过盈配合。如O型圈槽无倒角,当轴承被装配入轴承孔时,将O形圈向轴承装配方向挤压,造成O形圈槽的直尖角切坏O形圈,继而失去防油、减振效果,会被判定为产品不合格。通过在O形圈的被挤压方向倒角(图14),则可以很好的避免问题。

图13 O型圈槽无倒角

图14 O型圈槽有倒角
3.2 装配部位倒角不良
风叶内孔来料倒角不良(见图15),孔边有毛刺,导致转子轴受阻无法安装,直接影响产线生产效率,增加返修成本。通常因料件加工人员品质意识不强,品质工艺管控不严所致。另外,转子轴的轴肩也存在倒角不良的可能。

图15 风叶内孔倒角不良
角磨的转子在组装齿轮时,先将球轴承组装在转子风叶端的轴承档上,后将齿轮组装入转子轴,外端采用螺母将齿轮紧固(见图16)。此时的轴肩是定位球轴承的内圈端面,如轴肩倒角不良,端面不齐,球轴承的端面只是部分与轴肩配合,当球轴承端面受螺母的轴向锁紧力时,易将转子轴拉弯,引起转子轴上的齿轮歪斜,产生齿音。该类齿音不良在工程异常分析中较难被发现,极易延长产线的异常问题解决时间。
The Role and Features of Chamfering in Electric Tools Manufacturing
Li Xiaozhong
(YAT Electrical Appliance Co., LTD., Jiaxing 314009, Zhejiang, China)
This paper intruduces the features and effects of chamfering applied in the parts of electic tools, and analyzes the examples which leads to the unqualified phenomenon due to chamfering, while putting forward the prevention and solution.
Electic tools; Chamfer; Role; Problem; Analysis
TM205
A
1674-2796(2016)05-0022-04
2016-05-10
李孝忠(1974—),男,大学专科,工程师,主要从事电动工具产品研发技术工作。
