基于PowerMILL编程的万能角度头数控加工案例分析
2016-12-08王勇关鹏顾奎亮刘成林
王勇,关鹏,顾奎亮,刘成林
(华晨汽车工程研究院试制控制处,辽宁 沈阳 110141)
工艺装备
基于PowerMILL编程的万能角度头数控加工案例分析
王勇,关鹏,顾奎亮,刘成林
(华晨汽车工程研究院试制控制处,辽宁 沈阳 110141)
以斜孔的数控加工为例,介绍了使用PowerMILL编程软件对万能头进行程序编制的优势。
万能头;POWERMILL;程序编制
10.16638/j.cnki.1671-7988.2016.11.042
CLC NO.: U466 Document Code: A Article ID: 1671-7988(2016)11-113-03
前言
在机械加工中,常会遇到与机床主轴不垂直的空间斜孔铣削加工,在三轴联动的数控加工中心上,采用万能头改变机床主轴方向,实现空间斜孔铣削加工,但由于主轴方向的变化,导致了程序编制及刀具对刀的困难,PowerMILL软件的出现完美的解决了上述问题。
1、PowerMILL简介
PowerMILL软件是英国DELCAM 公司开发的一款独立的3D 加工软件,它是2~5轴高速铣削加工CAM 系统, 它可以由输入的模型快速产生无过切的刀具路径,提供了从粗加工到精加工的全部选项,加工策略丰富,专业性强,自动化程度高,刀具轨迹计算速度快,对生成的加工轨迹可以进行仿真。
笔者采用PowerMILL 软件进行万能角度头数控编程加工,通过使用PowerMILL 3+2功能,简单快速实现万能头程序的编制,及万能头零点的确定,使用普通三轴后处理即可实现程序的输出。
2、万能角度头简介
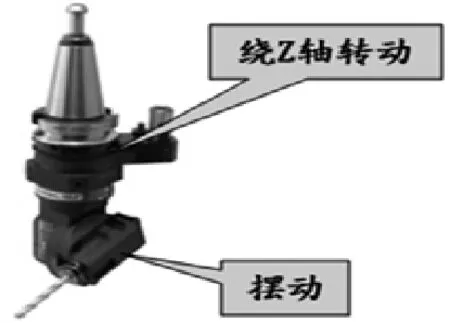
图1
角度头作为一种机床附件,机床安上角度头后,刀具旋转中心线可以与主轴旋转中心线成指定的角度,加工工件时无需改变机床结构就可以增加加工范围,万能角度头是指铣削输出轴可在水平和垂直两个平面内回转的铣头。其中围绕机床Z轴旋转的轴叫C轴,围绕机床X轴旋转的轴叫A轴,如图1所示,可以使一些用传统方法难以完成的加工得以实现,并能减少工件重复装夹,提高加精度和效率,被广泛应用于航空、汽车、模具等机械加工的各个领域。
3、万能头编程加工难点
采用万能头刀柄的数控加工过程中需要相应的平动轴数据和转动轴数据来驱动机床部件的运动。
由于大多数企业的数控机床是三轴联动另加1-2个不能联动的回转轴,在这种条件下,编程就相对复杂。万能头编程一般采用手动编程和CAM软件编程两种方式。由于万能头刀具轴线与主轴不一致,采用手动编程主要有以下难点:(1)空间几何变量之间的数学关系不易求解,要建立各加工变量之间的数学模型;(2)空间坐标系的变换,要将铣刀的空间运动转化为平面运动;总的来说,手动编程操作繁琐,需要用数学公式确定运动关系,参数很多,非常容易出错,且手动编程只能编辑较为简单的型面,通用性不高。所以一般采用CAM软件对万能头进行编程。对万能头刀柄进行工艺的编制,在CAM软件中与常规刀柄相同,但输出程序时由于刀具方向和刀柄结构已发生变化,刀轨数据空间坐标转换需考虑刀柄结构的影响,大部分CAM软件需用额外购买五轴权限,并且需要根据机床的操作系统制作相应的程序后处理文件才能完成程序的输出,需要较高的成本。
同时在刀具对刀时,需要计算刀具与对刀仪的接触点到刀具中心的距离,常规方法为通过三角函数进行计算,速度很慢且容易出错。而使用PowerMILL进行万能头编程时,可以完美的解决以上问题。
4、powermill万能头编程优势
使用PowerMILL进行万能头编程时,编程方便快捷,而且不需要额外购买五轴权限,使用普通的三轴后处理就能完成程序的输出。
下面通过一个例子来讲解如何采用PowerMILL软件来编制万能角度头程序。如图2所示:加工完零件的型面后,现在用角度头加工型面上的直径为16mm的法向孔。
4.1编制程序
用PowerMILL编制万能头程序时,跟编制普通的三轴程序方法基本一致,运用PowerMILL的3+2功能,只需新建一个程序坐标系,不需要进行复杂的数学运算。如图2所示,实际坐标系为加工型面的坐标系,在这个坐标系下,图中的孔是带A、C角度的。需要建立一个如图所示的相对于孔是垂直的程序坐标系。在程序坐标系激活状态下,用直径为10mm的平刀完成法相孔程序的编制,如图2。
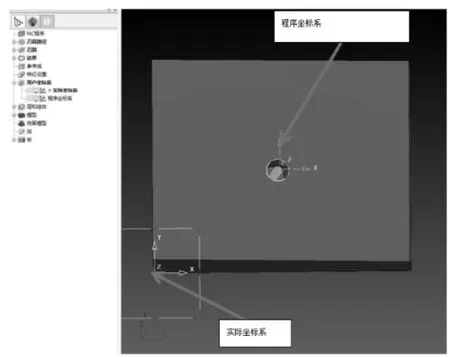
图2
4.2产生角度头的程序
在程序坐标系激活下编制完成孔的加工程序后,不需要特定的后处理,只需对NC参数进行设置就能完成程序的输出。输出坐标系选择:实际坐标系。而自动刀具对齐要关闭,选择通用的三轴后处理,然后点应用,接受,如图3,然后右键单击NC程序点全部写入,就可以输出后置程序了。
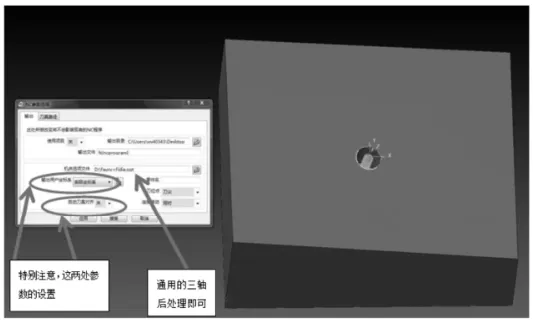
图3
4.3对万能角度头进行摆角
在机床加工之前需要手动对万能角度头进行摆角和对刀。PowerMILL 程序坐标系相对于实际坐标系的仰角和方位角就是万能头的需要调整的A、C角度。
4.4对万能角度头进行对刀
万能头角度设置完成后,需要对万能头进行对刀。PowerMILL出的平刀程序为刀中心的轨迹,所以对刀点为平刀中心。由于万能头已经摆角,所以需要测出刀具与对刀仪的接触点到刀具中心的距离,以往需要使用三角函数,根据A、C角度算出数值,通过使用PowerMILL软件可以更加直观快速的得出数值,具体方法如下:
(1)首先在程序坐标系下,做出直径为10的圆,如图4。
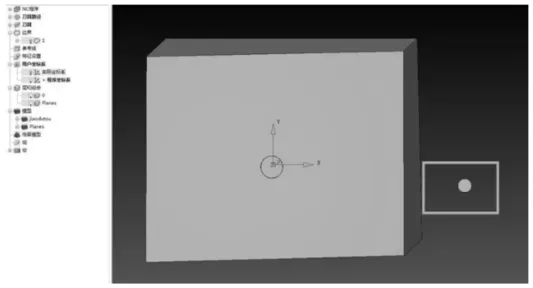
图4
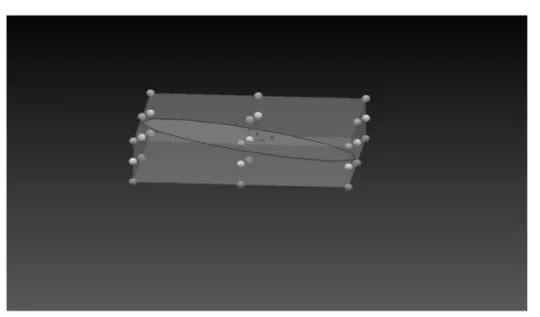
图5
(2)激活实际坐标系,建立毛坯,并将实际坐标系平移到毛坯的中心如图5。
(3)重新计算毛坯,在毛坯的界限里面的最小数值X、Y、Z就是刀具在用对刀块侧面三个面对刀后的刀具偏置量,如图6。

图6
(4)在万能头摆完角度的状态下对刀后,将这三个数值输入机床坐标系的偏置中,就可以进行对零件的加工了。
5、结论
使用PowerMILL编程的万能头在加工空间斜孔的零件方面更具优势,它方便快捷,节省时间,同时降低了成本。
[1]韩玲国.角度头刀具在数控加工中的应用[J].制造技术与机床,2007(11):83.
[2]李海.飞机复杂结构件角度头加工技术[D].南京:南京航空航天大学,2012.
[3]王先逵.计算机辅助制造.北京:清华大学出版社,2008.
[4]周济,周艳红.数控加工技术.北京:国防工业出版社,2002.
[5]张磊.UG NX4后处理技术培训教程.北京:清华大学出版社,2007.
Research on universal milling head NC Programming based on PowerMILL
Wang Yong, Guan Peng, Gu Kuiliang, Liu Chenglin
( Brilliance Automotive Engineering Research Institute PT_Control, Liaoning Shenyang 110141 )
As an example of the machining of an inclined hole the article discusses the advantage of creating universal milling head NC Programming by PowerMILL.
universal milling head; PowerMILL; NC Programming
U466 文献表示码:A
1671-7988(2016)11-113-03
王勇(1988-),男,助理工程师,就职于华晨汽车工程研究院试制控制处,从事机加工艺工作。