TP347 不锈钢管的全位置高频窄间隙热丝TIG焊工艺
2016-12-06罗晓军
朱 旻,罗晓军
(中石油第二建设公司,甘肃兰州730060)
TP347 不锈钢管的全位置高频窄间隙热丝TIG焊工艺
朱旻,罗晓军
(中石油第二建设公司,甘肃兰州730060)
针对材质为TP347φ406×60 mm的不锈钢管进行全位置高频窄间隙自动焊接。分析窄间隙坡口尺寸和焊接工艺参数对焊缝成型的影响,试验结果表明,焊接接头的抗拉强度、低温冲击韧性、低温裂纹尖端张开位移值均满足要求。
全位置窄间隙高频热丝TIG焊接;窄间隙坡口;TP347钢管
0 前言
渣油加氢装置中的高温高压临氢不锈钢管道一般采用TP347材质,直径159~630 mm,壁厚范围30~85 mm。由于其壁厚大,质量大,一般焊接方法受到限制,如采用氩电联焊时因壁厚大,须增加坡口的角度,会填充大量焊缝金属,焊接热输入量不易控制,易造成晶间贫Cr,降低管线耐蚀性能,同时会产生较大的焊接应力,不可避免的产生冷裂纹,造成大量返修。又如采用埋弧焊,该方法仅适合平位置焊接,但管道的挠度难以控制,会出现大量未熔合缺陷,造成焊接合格率低、施工进度慢。而全位置窄间隙热丝TIG焊接工艺采用窄间隙坡口,焊缝面积明显减小,有效缩短焊接时间,提高生产效率[1-3];热丝TIG焊焊接过程稳定、焊接热输入量可控,其焊接接头机械性能优良。该工艺的应用将缩短装置建设周期,减少返修和检测费用,提高制造质量。
1 试验材料及设备
试验采用TP347(φ406×60 mm)离心铸造管和ER347(φ0.8 mm)不锈钢实心焊丝。试验用轨道式全位置窄间隙热丝氩弧焊机如图1所示。
2 窄间隙坡口设计
TP347厚壁不锈钢管窄间隙热丝TIG打底焊时需单面焊双面成型,要根据试验确定钝边P、钝边间隙b,对于高频起弧还需确定坡口底部宽度S;TP347不锈钢在焊接过程中接头横向收缩明显,坡口角度在焊接过程中不断减小,需根据试验确定坡口角度β[4-5]。通过正交试验得到的主要焊接缺陷类型见表1,最佳窄间隙坡口几何尺寸如图2所示。

图1 轨道式全位置窄间隙热丝氩弧焊机Fig.1All-position orbital narrow gap hot wire TIG welding machine
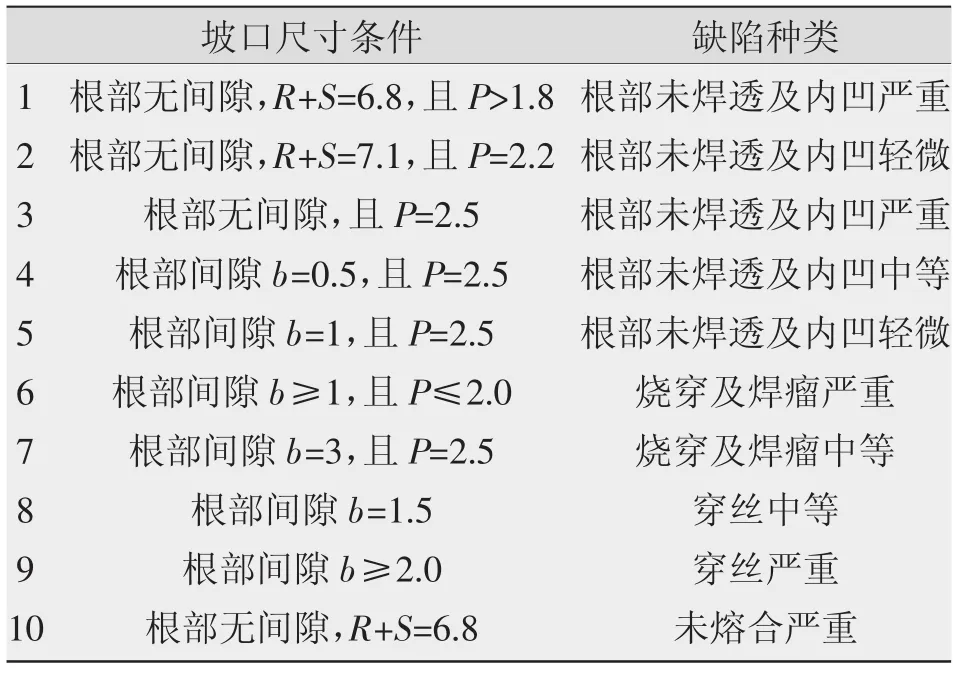
表1 坡口参数匹配试验Tab.1Groove parameters matching test
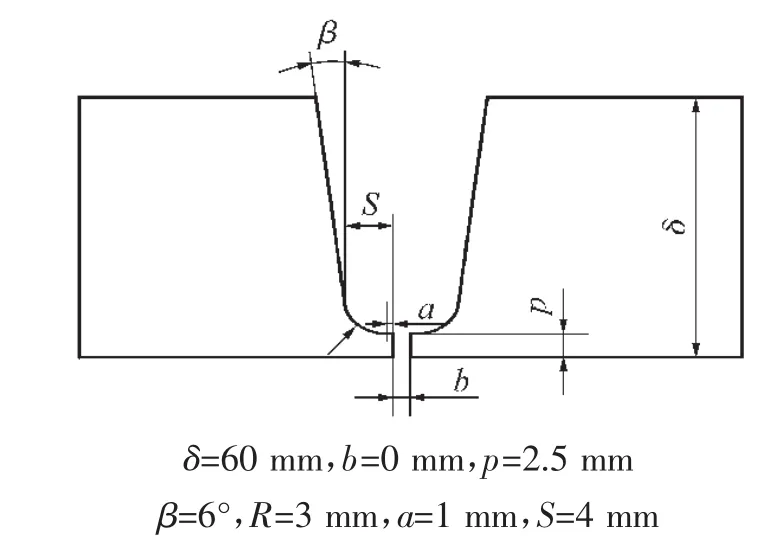
图2 坡口尺寸示意Fig.2Schematic diagram of groove dimensions
试验结果分析如下:
(1)根部间隙b对根部熔深的影响。
根部有间隙时,熔池更易向根部流动,在相同电流下的熔透能力更强。伴随间隙的增加,熔池流动性更好,熔深相应增加,但当间隙大于1 mm时,间隙增大对熔深影响明显减弱;但间隙过大,若送丝速度过快,容易出现穿丝现象。
(2)坡口底部宽度对根部熔深的影响。
高频起弧时,钨极提起高度约2.5 mm,当钨极端部与坡口侧壁距离小于到坡口根部的距离时,电弧在钨极端部与侧壁产生,母材侧壁被熔化,而根部无法焊透,当坡口底部宽度S<6 mm时,该情况出现的几率较大,如图3所示;当S=8~9mm时,根部基本熔透。

图3 根部未熔透Fig.3Incomplete penetration of root
(3)坡口角度β对焊接质量的影响。
坡口角度β=3°~4°,焊后β为负值,侧壁未熔合明显;坡口角度β=6°时侧壁熔合良好。
3 焊接工艺参数的设计
管道全位置焊接时,熔池的作用力有:电弧力Farc,熔池重力Gs,电磁力Fe,外表面张力σ1,内表面张力σ2,固液界面上工件对熔池的反作用力N和浮力Fb,熔池受力状态如图4所示。当焊枪处于12点位置时,Farc、Fe与Gs的作用方向相同,上表面张力σ1的方向从熔池四周指向中心,在焊接此段区域时,较小的热输入就能达到较大熔深。当焊枪在时钟3点位置时,Farc、Fe与Gs的夹角由0°变化为90°,在垂直方向上Gs与管壁的反作用力N和Fb相平衡,焊缝成形主要受Farc和Fe以及熔池的表面张力σ1和σ2的共同作用,熔池向焊接方向流动,此时焊接电流应比平焊时稍大。当焊枪处于时钟6点位置时,Farc、Fe与Gs的方向夹角由90°增加到180°,在垂直方向上Gs与Farc、Fe和σ1、σ2方向相反。因此,在增加电流的同时,送丝速度应比平、立焊时小一些,以利于熔滴过渡。焊枪处于时钟9点位置时,相当于立向上焊,焊接时熔化的液态金属的流淌方向与焊接方向相反,因此应适当减少电流,否则易出现焊瘤和烧穿缺陷。
将管道横截面分为六段区域,对气体保护流量、焊枪摆动频率、焊枪摆动幅度的影响进行弱化,着重考虑基值电流、峰值电流、焊接速度、送丝速度、热丝电流对焊缝成形的影响,通过正交试验的方法确定最佳工艺参数,如表2所示。采用上述工艺参数对TP347管道进行全位置焊接,焊缝成形良好,无明显的焊接缺陷,如图5~图7所示。
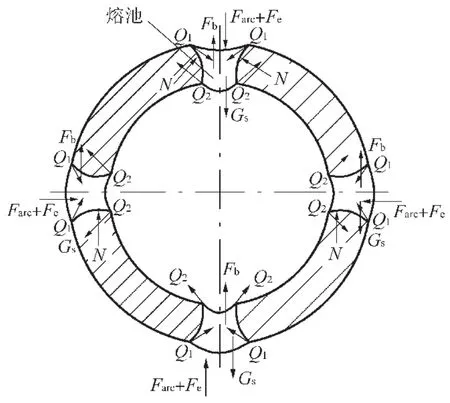
图4 熔池受力形态Fig.4Molten pool force forms

表2 焊接工艺参数Tab.2Welding parameters

图5 φ406 mm×60 mmTP347管道根部成型Fig.5Root welding of TP347

图6 φ406 mm×60 mmTP347管道填充成形Fig.6Filled welding of TP347
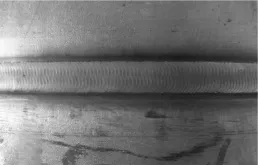
图7 φ406 mm×60 mmTP347管道盖面成形Fig.7Cap welding of TP347
4 性能试验结果
室温拉伸试验、低温冲击试验、低温CTOD试验结果如表3所示。结果表明,拉伸试验结果断裂位置在母材侧,伸长率大于标准值(35%);低温冲击功和横向膨胀量均大于27 J和0.38 mm;低温CTOD平均值为0.6 mm。

表3 焊接接头力学性能、低温冲击值、低温CTOD值Tab.3Mechanical properties,Impact value and CTOD value under low temperature of welded joints
拉伸试样的断口上分布着大量的椭圆形韧窝,试样拉伸断裂类型属于典型的韧性断裂,如图8所示。
焊缝截面宏观如图9所示,打底焊实现单面焊双面成型,层与层之间、层与侧壁之间熔合良好。
其焊缝显微组织如图10所示。焊缝为奥氏体基体,铁素体分散并均匀分布于奥氏体之间,部分呈板条状分布,部分作粒状分布,阻断了奥氏体柱状晶和树枝晶的方向性,有利于隔断奥氏体晶界连续网状碳化铬析出,从而防止晶间腐蚀。
5 结论
(1)对于窄间隙坡口,根部无间隙焊时,钝边厚度2~2.5 mm,坡口底部宽度为8~9 mm时有利于保证打底质量;圆角半径及平台长度超过3.5mm时,打底焊中的熔化钝边受侧壁母材熔化的影响较小;对于厚壁不锈钢窄间隙焊而言,坡口角度取5°~6°为宜。
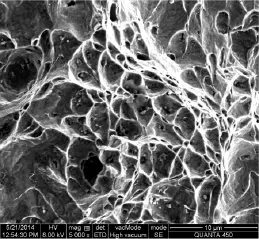
图8 拉伸断口形貌Fig.8Tensile fracture microstructure of weld joint

图9 焊缝截面宏观图Fig.9Weld-sectional diagram of macro
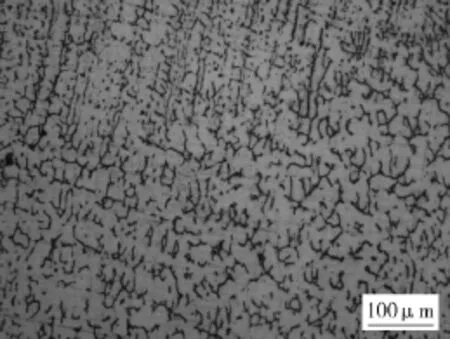
图10 焊缝显微组织Fig.10Micro structure of weld
(2)全位置焊时,根据不同位置的熔池受力情况设计相应的焊接参数,有利于保证全位置焊缝质量以及控制焊缝缺陷。
(3)焊接接头拉伸试验断裂位置在母材侧,拉伸断口形貌为典型的韧性断裂,伸长率大于标准值(大于35%);低温冲击功和横向膨胀量均大于27 J和0.38 mm;低温CTOD值均值为0.6 mm,均满足标准要求。
[1]Loureiro A R,Costa B F O,Batista A C,et al.Effect of activating flux and shielding gas on microstructure of TIG welds in austenitic stainless steel[J].Science and technology of welding and joining,2009:319-326.
[2]Christrer B K,Lovell R,Campbel M.Developing a GTAW penetration control system for the Tian IV Program[J].Welding&Metal Fabrication,1998(4):33-36.
[3]张良锋,杨公升.窄间隙热丝TIG焊技术经济特性分析与发展现状[J].石油工程建设,2011(2):35-39.
[4]许江晓,李世涛.热丝TIG全位置自动焊厚壁管道窄间隙坡口的设计[J].金属锻造焊技术,2009,13(38):167-168.
[5]徐祥久,李宜男.窄间隙热丝TIG焊接工艺研究及缺陷分析[J].电焊机,2010,40(2):81-84.
Study of all-position high frequency narrow gap hot wire TIG welding of TP347 steel pipe
ZHU Min,LUO Xiaojun
(The Second Construction Company of CNPC,Lanzhou 730060,China)
In this paper,All-position high frequency narrow gap hot wire TIG welding was used in TP347 stainless steel pipe. Analyze the narrow clearance groove size and the influence of welding parameters on weld forming.The tests show the tensile Strength,impact value and CTOD value under low temperature of welded joints have excellent mechanical properties.
all-position high frequency narrow gap hot wire TIG welding;narrow gap groove;TP347steel pipe
TG457.6
A
1001-2303(2016)02-0090-03
10.7512/j.issn.1001-2303.2016.02.20
2015-04-20;
2015-06-26
朱旻(1983—),男,硕士,工程师,主要从事焊接设备、焊接工艺的研究工作。
