基于方差分析法的C-276合金脉冲电流自动化钨极气体保护电弧焊参数优化
2016-12-06郑传琴王海娜
郑传琴,王海娜
(河南农业职业学院,河南郑州451450)
基于方差分析法的C-276合金脉冲电流自动化钨极气体保护电弧焊参数优化
郑传琴,王海娜
(河南农业职业学院,河南郑州451450)
优化C-276合金脉冲电流自动化钨极气体保护电弧焊参数有着重要的意义。采用田口方法,设计了拥有4个焊接参数(脉冲电流、基值电流、脉冲电流占空比和脉冲频率),3个水平等级,9组实验方案的正交实验,利用方差分析每个焊接参数的贡献百分比。实验结果表明,当脉冲电流、基值电流、脉冲电流占空比和脉冲频率分别为165 A、77 A、60%和5 Hz时,焊件具有最大的熔深。
田口方法;C-276合金;脉冲电流自动化钨极气体保护电弧焊
0 前言
C-276合金的焊接在军舰和其他工业方面具有广泛的应用,但研究C-276合金脉冲电流自动化钨极气体保护电弧焊参数对焊接熔深和焊缝的几何形貌的影响还不是很多。在此主要研究了脉冲电流钨极气体保护电弧焊参数对焊接熔深和焊缝的几何形貌方面影响。
1 实验方法
以4 mm厚的热轧C-276合金板材为研究对象,质量分数为w(Mo)=16.35%、w(Cr)=15.82%、w(W)=3.44%、w(Co)=0.05%、w(Mn)=0.40%、w(Fe)=6.06%,余量为Ni。焊接过程中采用KEMPI DWE焊接机器手动焊接,焊接方法为脉冲电流钨极气体保护电弧焊。首先采用Minitab-16软件设计焊接参数,然后应用田口方法设计具有4个焊接参数(脉冲电流、基值电流、脉冲电流占空比,脉冲频率)、3个水平等级、9组实验方案的正交实验,其中脉冲电流、基值电流、脉冲电流占空比,脉冲频率分别用A、B、C、D表示。焊接前将C-276合金板材用丙酮溶液清洗干净。焊接过程中高纯度的氩气作为保护气体,流速15 L/min。对焊接后截面组织进行观察,检测焊接缺陷,同时测量焊接熔深。
2 基于田口法的实验方案设计
采用田口方法设计最少的正交实验方案,正交性意味着每一个因素都单独计算,相互之间互相不影响,四个焊接因素正交后的三个焊接等级如表1所示。由表1可知,每个因素均有三个等级,因此每个因素的自由度为2。考虑所有因素后的自由度为8。因此采用田口方法设计了9组实验,包含4个焊接参数,3个焊接等级,自由度为8的L9(34)的正交实验。
3 实验结果与讨论
3.1计算最优水平等级
按照表1中设计的正交方案进行焊接,焊后的焊道形貌如图1所示,表面无明显焊接缺陷。焊道横截面的宏观形貌如图2所示。通过横截面形貌计算的熔深如表2所示。
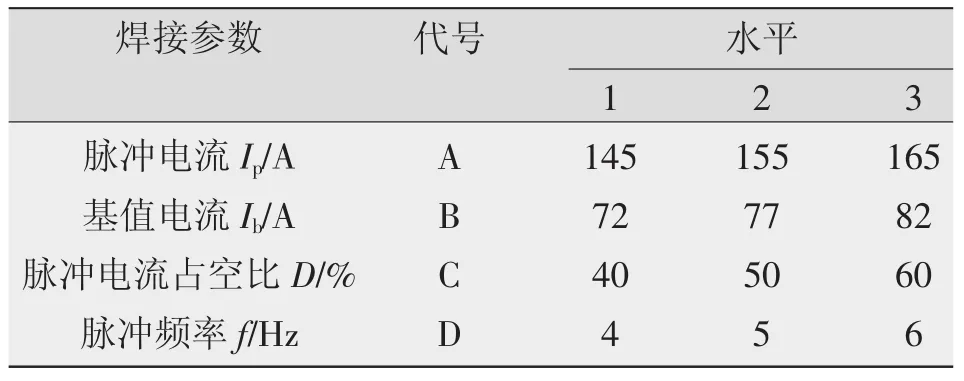
表1 焊接参数

图1 9组正交实验的宏观焊道形貌
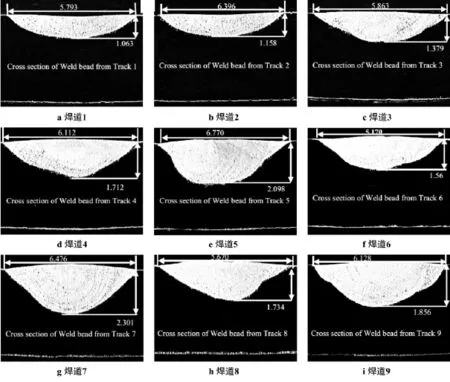
图2 焊道横截面组织
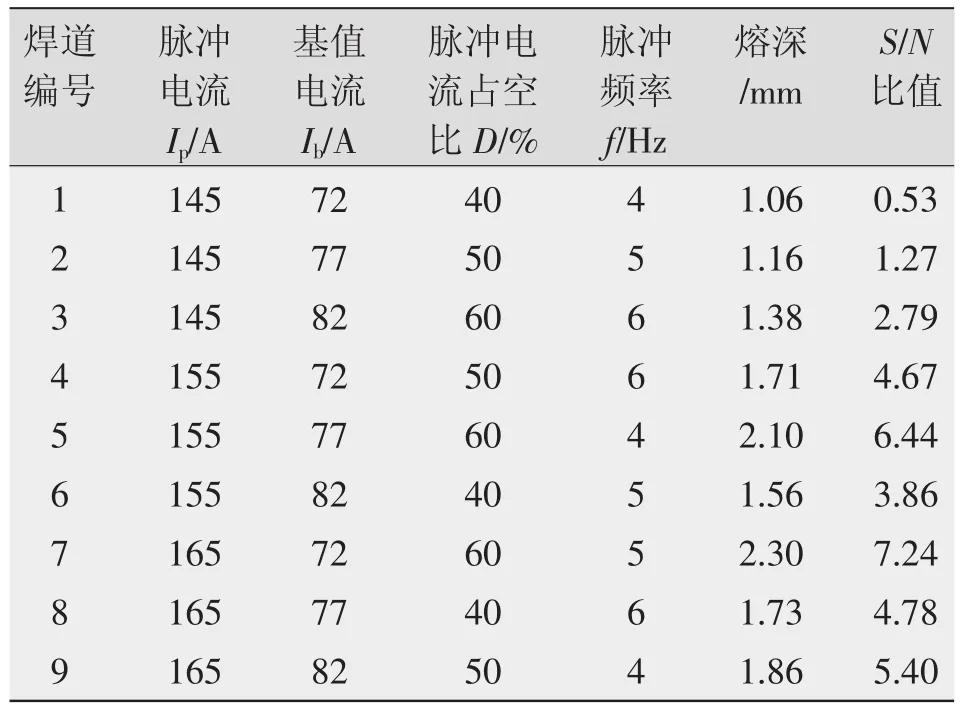
表2 实验方法计算的熔深和S/N比
一般情况下,衡量焊件的质量特性有三个,分别为越高越好(HB)、越低越好(LB)以及名义上更好(NB)[6]。在本研究中将熔深作为焊件的一个特性,因为熔池深度越深越好,因此S/N选择HB特性来衡量,计算公式

式中S/N为性能统计;n为一组实验的重复次数;Yi为第ith组实验的性能。本实验均为单道焊接,所以n=1,因此上述式(1)可以改写为式(2)

按照上述公式计算9组正交实验的S/N,结果如表2所示。考虑所有的因素,S/N的最大值所对应的焊接参数即为优化值。为了进一步研究每个焊接因素对熔深的影响,需要计算每个因素条件下的S/N值,单一因素影响下的S/N值可以通过计算不同水平下的S/N值的平均值来获得。例如,通过计算实验1、实验6和实验8的S/N的平均值即可获得脉冲电流占空比这个因素在水平等级为1时的S/N值,采用相同的计算方法可以获得每个因素在每个水平等级的S/N值,结果如表3所示。对不同水平等级下的每个参数的平均S/N值进行研究,结果如图3所示。由图3可知,脉冲电流和脉冲电流占空比对S/N值的影响较大,S/N值随着基值电流和脉冲频率的增加几乎不发生变化,其中脉冲电流对S/N值的影响最大。由图3a可知,脉冲电流在145~155A变化时,S/N值的增加速率较快;脉冲电流在155~165 A变化时,S/N值的增加速率相对减慢。由此说明,脉冲电流会强有力地影响熔池深度。图3b和图3d分别为S/N值随基值电流和脉冲频率的变化规律,几乎为水平的。正如前言中所提,脉冲电流在获得足够熔深过程中起到了至关重要的作用,而基值电流的存在则具有提供稳定电弧的作用。图3c为S/N值随脉冲电流占空比的变化规律,S/N呈现不断增加的趋势,与40%~50%之间的S/N变化规律相比,在脉冲电流占空比在50%~60%之间的S/N值增加速率相对更大,在60%的时候具有最大的熔深(例如图2g的焊道7),在脉冲电流占空比为40%的时候焊道具有最小的熔深(如图2a的焊道1),这是因为随着脉冲电流占空比的降低,脉冲电流降低。采用田口方法优化脉冲电流钨极气体保护电弧焊参数如表3所示,考虑焊接因素A、B、C,D可知,A3、B2、C3和D2时的S/N值最大,因此可以认为A3、B2、C3和D2条件下的脉冲电流钨极气体保护电弧焊参数为最优值,结果如表4所示。
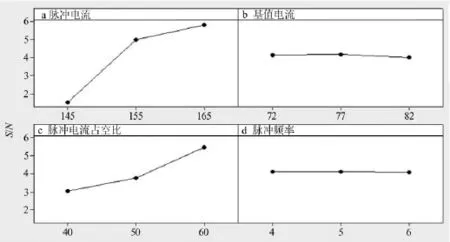
图3 S/N比值随着焊接参数的变化规律
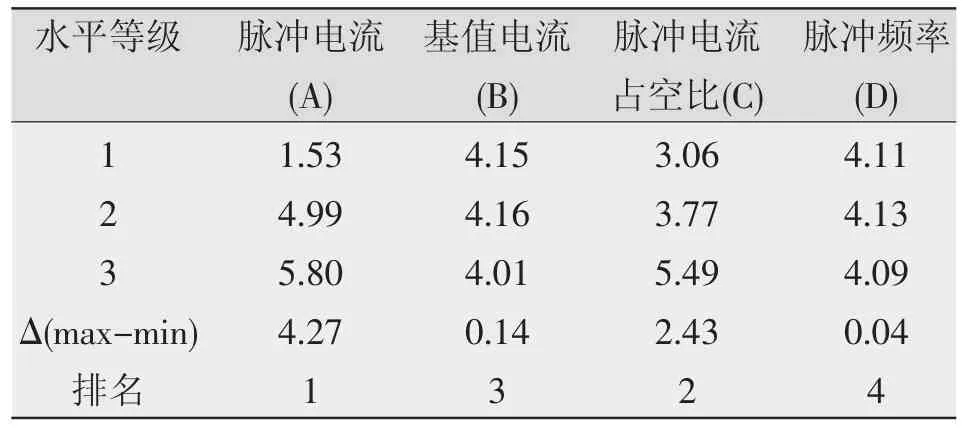
表3 每个因素在不同水平等级的S/N值
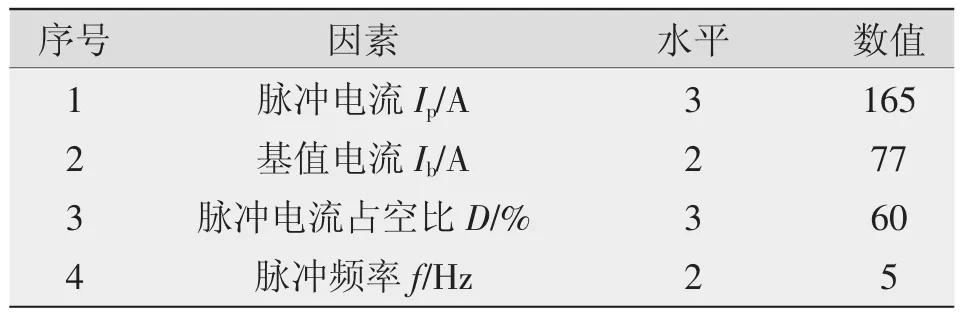
表4 优化后的焊接参数
3.2方差分析
利用方差研究不同因素之间的相对重要性。在方差分析结果的过程中,SST为平方和,D为自由度,V为方差,P为整个方差中的贡献百分比,计算公式如式(3)~式(6)所示。

式中SST为总的平方和;m为总的实验次数;ηi为在ith次实验中的S/N值。

式中SSP为所考虑的实验因素的平方和;P为其中的实验因素;j为P这个实验因素所在的水平等级;t为每个因素在每个水平的重复次数;Sηj为在水平等级j的这个因素的S/N值的总和。

式中VP为实验因素的方差;DP为每个因素的自由度。

式中PP为每个单一因素对总方差的贡献百分比。采用方差分析结果的方法得到的每个因素对总方差的贡献百分比如表5所示。
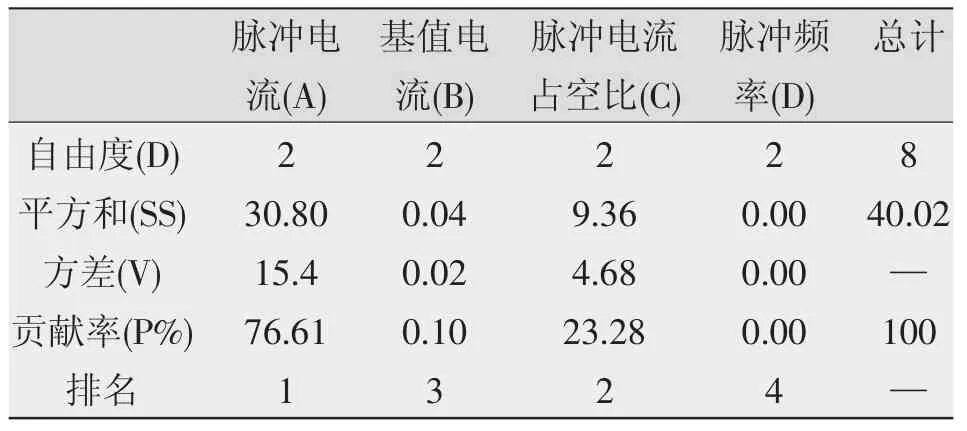
表5 利用方差分析熔深
方差分析结果表明,与其他焊接参数相比,脉冲频率对熔深的影响最小,脉冲参数和脉冲电流占空比对熔深的影响很大,脉冲频率对熔深的影响达到了76.61%,基值电流和脉冲频率对熔深的影响可以忽略,熔深贡献率仅为0.00%和0.10%。在方差分析中,如果误差(Pe)对总方差的贡献比例低于15%,在实验中设计的重要因素将不会缺失。
3.3验证实验
为了验证田口方法设计实验的准确性,按照表4中的最优参数进行实验。可以采用式(7)预测最优参数下的S/N比值

式中[S/N]m为所有S/N的平均值;[S/N]i为在最优水平等级时的S/N平均值;y为影响质量特征的主要设计参数的数量。从表2可以计算得到[S/N]m的值为4.11,由表3可知A3、B2、C3和D2的[S/N]i值分别为5.80、4.16、5.49和4.13。采用式(7)计算可得

采用式(2)估算相应的熔深为2.3 mm。表6为S/N比值、熔深的预测值和实验值,观察可知实验值与预测值非常接近,除了基值电流不同,其余参数和焊道7的参数一样,而基值电流对熔深的贡献率为0%,因此可以基本认为焊道7为优化焊接参数后的焊道组织。

表6 验证实验结果比较
4 结论
综上所示,脉冲电流对熔深的影响最大,脉冲电流脉冲电流占空比是影响熔深的第二因素;基值电流和脉冲频率对熔深的影响较小。熔深的预测值与实验值基本接近;采用田口方法对C-276合金脉冲电流钨极气体保护电弧焊进行优化后的参数为:脉冲电流165 A,基值电流77 A,脉冲电流脉冲电流占空比60%,脉冲频率5 Hz。
[1]P Jernstrm,J Uusitalo.采用熔化极气体保护电弧焊的先进管道焊接技术[J].电焊机,2014,44(5):19-22.
[2]丁强,华胜,李力,等.TDW5000E超高频脉冲方波氩弧焊机的研制[J].电焊机,2014,44(5):33-38.
[3]文元美,黄石生,刘桂雄.脉冲TCGMAW电流脉冲电流占空比对熔滴过渡和焊缝成形的影响[J].电焊机,2012,42(2):5-10.
[4]解生冕,吴开源,文元美,等.脉冲频率对TCGMAW熔滴过渡行为的影响[J].焊接学报,2012(3):69-72,116.
[5]文元美,黄石生,刘桂雄.脉冲TCGMAW电流频率对熔滴过渡与焊缝成形的影响[J].华南理工大学学报(自然科学版),2011(11):88-91,103.
[6]张刚,黄健康,石玗,等.基于脉冲电流参数的铝合金脉冲MIG焊过程控制[J].焊接学报,2013(12):59-62.
C-276 alloy variance analysis of pulsed current gas tungsten arc welding parameters optimization based on electrical protection
ZHENG Chuanqin,WANG Haina
(He′nan Vocational College of Agricultrue,Zhengzhou 451450,China)
It′s significant to study optimizing C-276 alloy pulsed current gas tungsten arc welding parameters.In this paper,using the Taguchi method,designed with 4 welding parameters(pulse current,base current,pulse duty ratio and pulse frequency),3 levels,orthogonal experiment with 9 groups of experimental program,the percentage contribution of each welding parameters using variance analysis.The experimental results showed that,when the pulse current,base current,pulse duty ratio and pulse frequency were 165 A,77 A,60%and 5 Hz,with the maximum penetration welding.
taguchi methods;C-276 alloy;tungsten electrode gas shielded arc welding of pulse current
TG432
A
1001-2303(2016)02-0069-05
10.7512/j.issn.1001-2303.2016.02.15
2015-04-21
郑传琴(1979—),女,河南商丘人,硕士,讲师,主要从事电气自动化与自动控制的教研工作。
