基于磁光成像的微间隙焊缝信息提取
2016-12-06陈廷艳高向东萧振林陈晓辉
陈廷艳,高向东,萧振林,陈晓辉
(1.广东工业大学机电工程学院,广东广州510006;2.广州番禺高勋染整设备制造有限公司,广东广州511400)
基于磁光成像的微间隙焊缝信息提取
陈廷艳1,高向东1,萧振林2,陈晓辉2
(1.广东工业大学机电工程学院,广东广州510006;2.广州番禺高勋染整设备制造有限公司,广东广州511400)
焊缝跟踪的精确性是保证良好焊接质量的关键因素,为精确检测焊缝位置,研究一种基于磁光成像(MOI)技术的焊缝识别新方法。在激光平板对接焊实验中,通过对焊件施加感应磁场,由磁光传感器将焊缝处感应磁场分布的变化转换成相应的光强变化,实现对焊缝的实时成像。对获取的焊缝磁光图像进行灰度变换、中值滤波和二值化处理,与传统边缘检测方法不同,引进一种抗噪性更好的形态边缘检测算子进行边缘检测,继而提取出焊缝中心坐标。结果表明,该方法可获得较高的测量精度,能有效检测出焊缝中心位置。
磁光成像;微间隙焊缝;提取
0 前言
激光焊接因其具有光束质量稳定、焊接速度高、焊缝热影响区小和深宽比大等优点在多个领域得到广泛应用。焊缝跟踪是焊接过程中的一项关键技术,通常激光束与焊缝之间的偏差大于0.2 mm即可导致焊接工件报废,为保证焊接质量,必须精确控制激光束始终对中并跟踪焊缝[1-2]。焊缝跟踪时最为常用的传感器是视觉传感器。传统的结构光视觉法广泛应用于间隙大于0.2 mm的焊缝跟踪,但该方法存在导前误差,且难以检测间隙小于0.1 mm的微间隙焊缝[3]。
目前,磁光成像技术主要应用于航空构件的缺陷检测,这一新型无损检测方法能快速获得航空构件表面及亚表面细小裂纹的实时图像。磁光成像技术的理论基础是法拉第磁致旋光效应和电涡流效应[4-7]。在此研究一种基于磁光成像技术的焊缝识别新方法[8-9],利用磁光传感器采集焊缝的磁光图像,对磁光图像中焊缝的特征进行研究从而提取出焊缝中心位置。在已有研究基础上,进一步探究了焊缝磁光图像处理过程,在检测焊缝边缘时引进一种抗噪膨胀腐蚀型边缘检测算子,该算子比传统的Sobel算子更为精确,更有利于后续的焊缝中心线提取,提高了焊缝跟踪精度。
1 试验系统及基本原理
1.1试验系统配置
试验系统包括包括松下6关节机器人、激光YAG焊接机、三轴运动工作台(含夹具)等,激光焊接试验装置结构如图1所示。焊接试验中采用的焊件为两块低碳钢,尺寸大小为150 mm×49 mm×1.5 mm。磁场激励器固定于焊件下方并感应焊件,磁光传感器置于焊件上方与焊件做相对运动,磁光传感器的图像采样速度为25幅/s,传感器位于激光熔池前方约55 mm处,以减少激光辐射对焊缝磁光图像的影响。
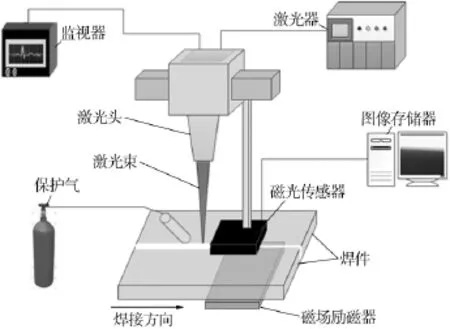
图1 激光焊接试验系统结构
在激光焊接试验中,焊接机的激光输出功率为300 W,激光峰值功率为6 kW,试验条件如表1所示。
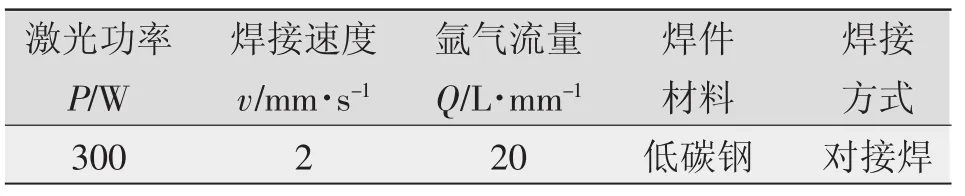
表1 激光焊接试验条件
1.2磁光传感器工作原理
法拉第磁致旋光效应为当线偏振光在介质中传播时,若在平行于光的传播方向上加一强磁场,则光振动方向将发生偏转,偏转角度φ与磁感应强度B和光穿越介质的长度L的乘积成正比,即φ= VBL,比例系数V称为费尔德常数,与介质性质及光波频率有关。偏转方向取决于介质性质和磁场方向。
磁光传感器的原理主要是利用光的偏振状态来实现传感器的功能,如图2所示。由发光二极管(LED)发出的光经过起偏器后变为线偏振光,通过磁光介质后被光反射面反射。光反射面下方焊缝处的垂直磁场分量发生变化,由法拉第磁光效应可知该偏振光会发生一定角度的偏转,包含焊缝信息的线偏振光经检偏器检偏后被成像装置接收,形成焊缝磁光图像,如图3所示。
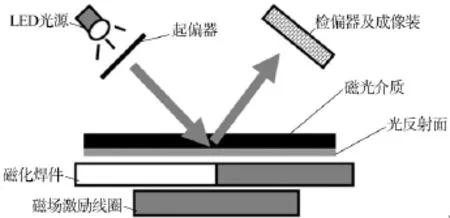
图2 磁光传感器原理
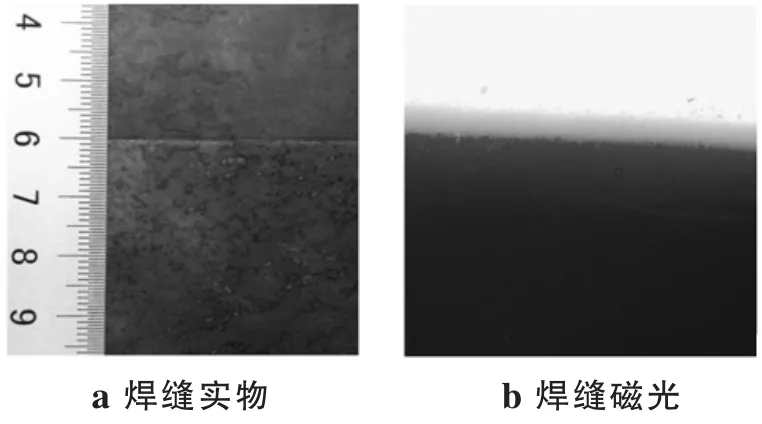
图3 焊缝磁光图像
2 焊缝信息的图像处理
在激光焊接试验中,获取的焊缝磁光图像存在由激光辐射、飞溅和焊接烟尘等产生的噪声信号,并且实际焊件的表面并不洁净,通常存在铁锈、划痕、油渍斑点等干扰,难以直接从拍摄的磁光图像中提取焊缝信息。为了准确提取焊缝中心位置,需要对采集的焊缝磁光图像进行相应的图像处理。
2.1灰度特性分析
图4a为焊缝磁光图像的灰度图,图4b为相应的灰度直方图。灰度直方图呈明显的双峰状,可知在[0,90]和[220,255]这两个灰度值区间内,所包含的像素点最多。其中,[0,90]区间的图像代表磁化焊件的S极区域,也就是灰度图中的黑色部分,[220,255]区间的图像代表磁化焊件的N极区域,也就是灰度图中较亮部分。由于感应磁场在焊缝中心处的磁场强度为零,且在焊缝两侧从零逐渐递增,因此在焊缝磁光图像上显示出一个明显的过渡区域,所对应的灰度值区间就是[90,220]。焊缝过渡区只是反映了焊缝处的磁场分布状况,并不能把其作为实际的焊缝宽度。因为焊件表面的感应磁场在焊缝两侧呈对称分布,可以认为焊缝过渡区的中心即是焊缝中心[9]。
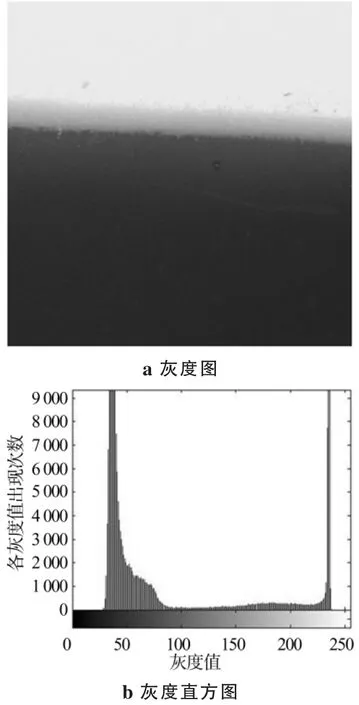
图4 焊缝磁光图像灰度图和灰度直方图
2.2焊缝中心提取
在对焊缝图像的灰度特性进行分析过后,开始对焊缝图像进行图像处理操作。为减少噪声信号的干扰,突出边缘特征,对焊缝磁光图像进行灰度变换和中值滤波处理,并通过观察灰度直方图确定阈值,最终得到焊缝的二值图像,如图5a所示。由图5a可知,焊缝周围存在一些孤立点。
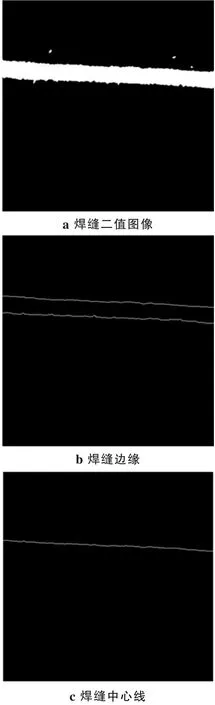
图5 焊缝磁光图像处理
为了准确提取焊缝的边缘,采用了数学形态学的方法[10-12]。与传统边缘检测算子相比,形态边缘检测算子有较好的抗造性。典型的形态边缘检测算子有以下3种(设A为原始图像,B为结构元素,S为图像边缘):
膨胀型边缘提取

腐蚀型边缘提取

膨胀腐蚀型边缘提取

由于这3种形态学边缘检测算子是一种非线性差分算法,实质上是传统线性差分算法在一定意义上的推广,所以边缘提取后仍存在噪声。为了抑制噪声干扰,提高检测精度,采用了抗噪膨胀腐蚀型边缘检测算子:
抗噪膨胀腐蚀型边缘提取

图5b为抗噪型形态边缘检测算子提取的焊缝边缘。已知焊缝过渡区域的中心对应焊缝中心,用扫描边界点取中值的方法就可简单快速的提取出焊缝中心线,如图5c所示。
采用传统边缘检测算子中的Sobel算子来提取焊缝边缘,如图6a所示,图6b为焊缝中心线。可以看出,Sobel算子不能排除噪声干扰,检测结果中出现了伪边缘,所提取的焊缝中心线并不连续。在本系统中,采用形态学边缘检测算子能获得较高检测精度。
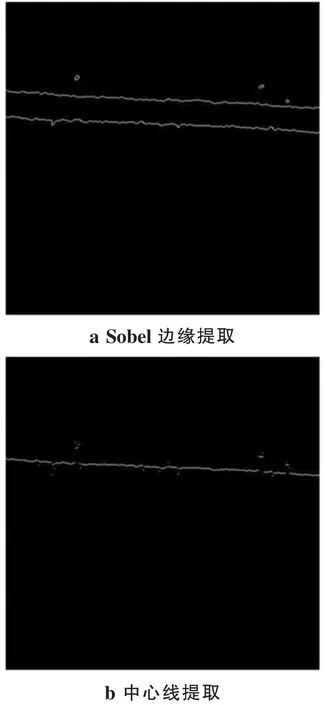
图6 Sobel算子边缘提取
3 试验结果及误差分析
为了验证用磁光传感器检测焊缝的有效性,选取所采集的500幅焊缝磁光图像,提取每一幅焊缝图像中激光束所正对列的焊缝中心坐标(简称采样点坐标)进行试验分析。参考工业现场实际焊接过程中焊缝的偏差情况,焊接路径采用“斜线”对接焊焊接试验方式,激光束从逐渐对中焊缝到偏离焊缝。焊接过程中焊件相对于激光束在x-y平面上运动,选定坐标原点,理想焊缝的轨迹图为一倾斜直线,如图6中所示。在磁光图像上建立x-y坐标系,已知磁光图像的像素当量为b=102 pixel/mm,据摄像头与磁光传感器的坐标对应关系可得本试验中y轴对应到磁光图像中的坐标位置为图像第90行,设某一时刻采样点坐标为(xi,y),则它在x-y平面中对应的焊缝位置为xi=(xi-a)/b,其中,a=90,i= 1,2,…,500。提取实际焊缝与焊缝测量值的结果如图7所示。
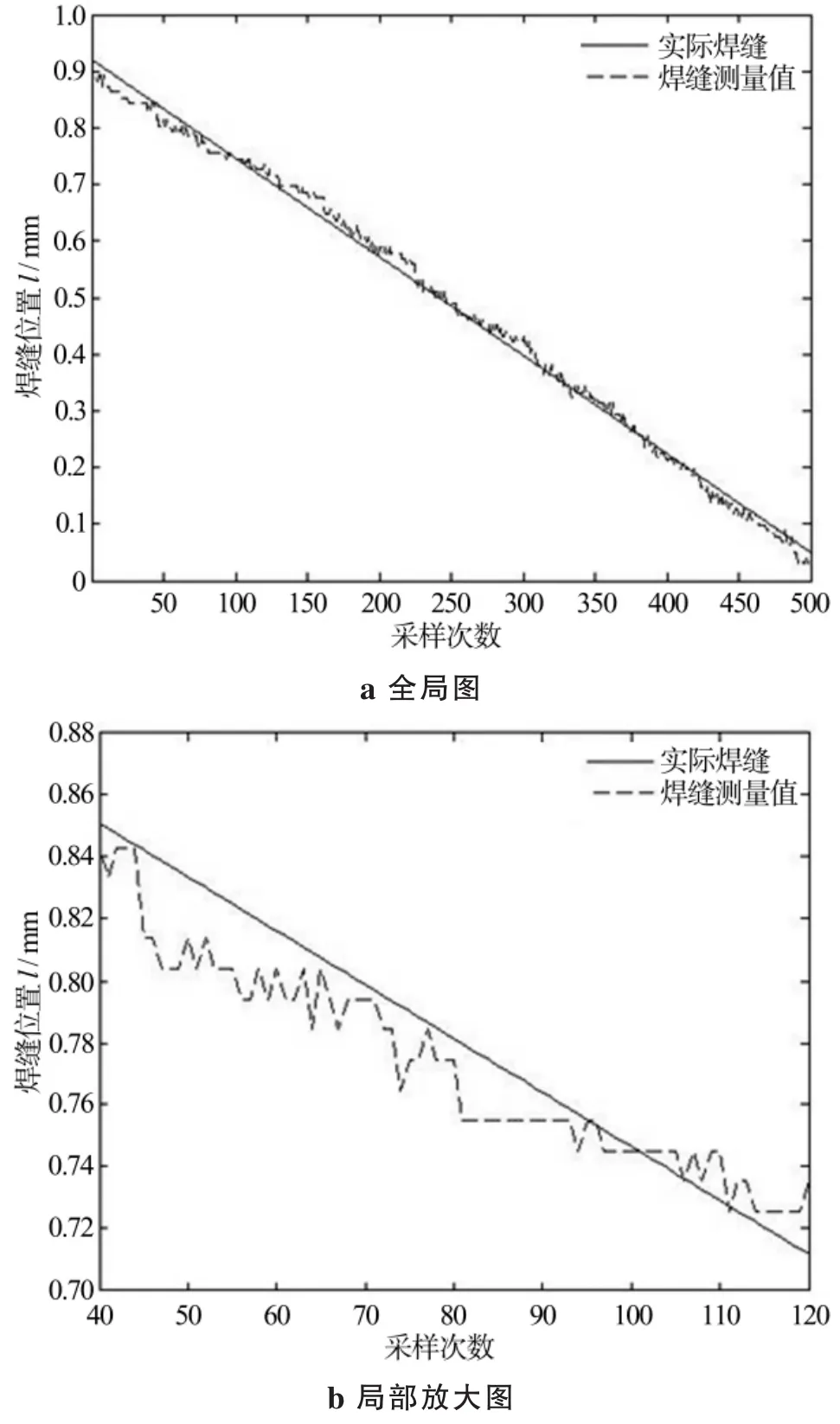
图7 焊缝中心提取试验结果
试验的测量误差定义为

式中ηi为第i次焊缝中心测量值;γi为对应的实际值。
图8为焊缝测量误差的计算结果。表2为图7曲线偏差值所对应的各种统计参数,其中标准误差定义为

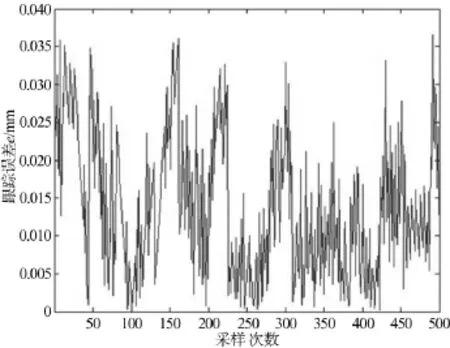
图8 焊缝位置测量误差

表2 焊缝测量误差统计
从试验结果可得,焊缝测量误差绝对值的均值为0.0139 mm,150~200幅图像以及跟踪起始段的焊缝测量误差较大,误差最大值为0.036 6 mm。焊缝测量误差的最小值接近于零,标准误差为0.009 0 mm。说明利用磁光成像的方法能有效的实现焊缝跟踪,能够得到较高精度的焊缝测量结果。
4 结论
(1)将磁光传感技术应用于焊缝检测,通过分析焊缝磁光图像的灰度特性,可知灰度图像中的过渡区即为焊缝过渡区域。由于感应磁场在焊缝两侧分布的对称性,焊缝过渡区域的中心对应焊缝中心。
(2)利用磁光成像试验系统摄取焊缝图像,应用中值滤波和二值化对图像进行预处理。与Sobel算子的边缘提取结果相比,所采用的形态学方法能获得更精确的焊缝边缘,更有利于后续的焊缝中心位置提取。从试验结果可以看出,磁光成像方法能高效、准确地实现微间隙焊缝信息的提取。
[1]高向东,游德勇,Seiji K.大功率光纤激光焊焊缝跟踪偏差测量新方法[J].焊接学报,2011(5):20-24.
[2]崔丽,张彦超,贺定勇等.高功率光纤激光焊接的研究进展[J].激光技术,2012(2):52-55.
[3]Gao X D,You D Y,Katayama S.Infrared image recognition for seam tracking monitoring during fiber laser welding[J].Mechatronics,2011,22(4):370-380.
[4]翟佳,周肇飞,程玉华.VFW图像获取技术在磁光/涡流成像系统中的应用[J].机械,2006(10):63-66.
[5]Zeng Z,Liu X,Deng Y,et al.A Parametric Study of Magneto-Optic Imaging Using Finite-Element Analysis Applied to Aircraft Rivet Site Inspection[J].Magnetics,IEEE Transactions on,2006,42(11):3737-3744.
[6]Deng Y,Liu X,Fan Y,et al.Characterization of Magneto-Optic Imaging Data for Aircraft Inspection[J].Magnetics,IEEE Transactions on,2006,42(10):3228-3230.
[7]Joubert P-,Pinassaud J.Linear magneto-optic imager for non-destructive evaluation[J].Sensors and Actuators A:Physical,2006(129):126-130.
[8]高向东,甄任贺.微间隙焊缝磁光成像检测方法[J].焊接学报,2014(4):46-51.
[9]Gao X,Chen Y.Detection of micro gap weld using magneto-optical imaging during laser welding[J].The International Journal of Advanced Manufacturing Technology,2014(6):123-127.
[10]Gonzalez R C,Woods R E,Eddins S L.Digital image processing using MATLAB[M].Beijing:Publishing House of Electronics Industry,2005.
[11]喻宁娜,莫胜撼,钟义广,等.基于结构光的V型焊缝图像实时处理[J].电焊机,2010,40(3):32-36.
[12]姚进.基于灰度形态学的图像边缘检测方法分析与研究[J].计算机应用与软件,2010(12):256-260.
Extraction of micro weld seam information based on magneto-optical imaging
CHEN Tingyan1,GAO Xiangdong1,XIAO Zhenlin2,CHEN Xiaohui2
(1.School of Electromechanical Engineering,Guangdong University of Technology,Guangzhou 510006,China;2.Guangzhou Panyu Gofront Dyeing&Finishing Machinery Manufacturer Ltd.,Guangzhou 511400,China)
Accurate seam tracking is critically important to ensure good quality of welding.A new method of accurate seam recognition based on magneto-optic imaging(MOI)is proposed.Applying inductive magnetic field to the weldments during laser butt welding and the distribution of inductive magnetic field in the seam area will change.By transforming this change into the corresponding change in light intensity,the magneto-optic sensor can capture seam images in real-time.Using grayscale transformation,median filter and threshold segmentation to process the weld image.Adopting a morphological edge detection operator whose noise immunity is better than the traditional edge detection operators to detect the edge,and then acquiring seam center.The experimental results show that the proposed method can effectively obtain the seam center with high measuring accuracy.
magneto-optical imaging;micro weld seam;extraction
TG409
A
1001-2303(2016)02-0038-05
10.7512/j.issn.1001-2303.2016.02.08
2015-01-27;
2015-03-12
国家自然科学基金资助项目(51175095);广东省自然科学基金资助(10251009001000001);广东省学科建设科技创新资助项目(2013KJCX0063)
陈廷艳(1991—),女,湖南人,硕士,主要从事焊接过程的自动控制方面的研究工作。
