04Cr13Ni5Mo横焊堆焊工艺
2016-12-06黄庆春王兆峰余江涛高元立马元江周友龙
黄庆春,王兆峰,余江涛,高元立,马元江,周友龙,廖 琪
(1.国网四川省电力公司映秀湾水力发电总厂,四川汶川623003;2.西南交通大学材料科学与工程学院,四川成都610031)
04Cr13Ni5Mo横焊堆焊工艺
黄庆春1,王兆峰1,余江涛1,高元立1,马元江1,周友龙2,廖 琪2
(1.国网四川省电力公司映秀湾水力发电总厂,四川汶川623003;2.西南交通大学材料科学与工程学院,四川成都610031)
04Cr13Ni5Mo马氏体不锈钢耐蚀性能良好,常被用作制造水轮机过流部件材料。为了延长水轮机过流部件的使用寿命,常采用堆焊的方法进行修复。由于没有正确的参数指导,实际修复过程中常出现裂纹。为了降低裂纹倾向,改变预热温度,研究横焊堆焊接头硬度和金相组织的变化规律。结果表明:厚板04Cr13Ni5Mo不锈钢不预热时有一定淬硬倾向,焊前需要进行预热。预热温度越高,焊接接头淬硬倾向有所降低。不同预热温度下的焊缝区域组织均为低碳马氏体和少量铁素体,热影响区为低碳马氏体。
0Cr13Ni5Mo;马氏体不锈钢;堆焊;水轮机;焊接工艺
0 前言
在水力发电装置中,水轮机承担着至关重要作用。水轮机过流部件(转轮、顶盖、底环和导叶)在运行工程中受到水流、泥沙等的冲刷、气蚀,对流道及止漏环、抗磨面造成损坏,缩短了其使用寿命[1-2]。
针对过流件破损处,目前主要采用堆焊修复技术进行处理。修复过程中,由于没有优化焊接工艺,常出现裂纹问题。在修复过程中提高备品修复中抗磨面、止漏环、导叶等部位的堆焊质量,采用新材料、新工艺提高焊补的效率和质量是目前亟待解决的问题。本研究编制的04Cr13Ni5Mo横焊堆焊接工艺,用于指导映秀湾水电站实际生产中过流部件的堆焊修复。对于马氏体不锈钢的焊接也有一定参考价值。
1 试验方法
1.1 试验材料
针对04Cr13Ni5Mo马氏体不锈钢进行横焊堆焊的焊接工艺研究,采用04Cr13Ni5Mo不锈钢焊条进行堆焊。母材和焊条的化学成分如表1和表2所示。
1.2 试验方法
针对04Cr13Ni5Mo马氏体不锈钢和04Cr13
Ni5Mo不锈钢焊条进行了平板横焊堆焊,并测定不同预热温度度和线能量下的熔合比。

表1 04Cr13Ni5Mo不锈钢化学成分%

表2 04Cr13Ni5Mo不锈钢焊条化学成分%
不同温度和线能量条件下部分熔合比测量状况如图1所示。熔合比测量结果如表3所示。

图1 熔合比测量

表3 熔合比测量结果
根据熔合比以及母材和04Cr13Ni5Mo不锈钢焊条的成分,得出焊缝金属的成分。由此可得出焊缝金属的镍当量Nieq和铬当量Creq,计算结果如表4所示。



表4 04Cr13Ni5Mo不锈钢熔敷金属的镍当量Nieq和铬当量Creq
根据舍弗勒图(见图2)推算出04Cr13Ni5Mo不锈钢焊条平板堆焊焊缝金属的组织为马氏体和铁素体。
焊缝微观金相如图3所示。可以看到,在04Cr13Ni5Mo不锈钢焊条平板堆焊焊缝中主要组织为马氏体。
1#试件不预热;2~4#试件采用氧-乙炔焰进行预热,预热温度分别为100℃、160℃、250℃。焊接位置为横焊,焊条采用φ4.0 mm 04Cr13Ni5Mo不锈钢焊条,线能量15 kJ/cm。为保证堆焊厚度,同时也模拟实际修复过程中容易出现缺陷的情况,对试件进行了两层堆焊,堆焊简图如图4所示[4]。
2 试验结果和分析
2.1 接头硬度分布
不同预热温度下焊接接头的硬度分布曲线如图5所示。
由于采用双层多道堆焊,使得堆焊试件各区域之间存在组织和性能上的差异。后焊道对前焊道有一定的热处理作用,能改善前焊道的组织和力学性能的不均匀性,前焊道也对后焊道起到预热的作用。但从试验结果可以看出,1#试件硬度略高于2~4#试件;焊缝区硬度比母材高;热影响区硬度较焊缝稍低,其原因是预热后焊接能够降低接头区域冷却速度,出现“自回火”效应。但是从应用角度出发,硬度值的提高有利于增加过流部件的表面耐冲刷和汽蚀的能力,不预热条件下堆焊焊缝的硬度
值最高,却很难避免厚板焊接过程中的裂纹倾向。

图2 舍弗勒组织图[1]
图3 04Cr13Ni5Mo不锈钢焊条平板堆焊焊缝微观金相

图4 横焊堆焊试件示意

图5 1~4#试件硬度曲线[4]
2.2 焊接接头显微组织
超低碳马氏体不锈钢是在Cr13的基础上大幅度降低碳含量,同时将Ni含量控制在4%~6%,加入少量的Mo、Ti等合金元素的一类高强马氏体钢,除具有一定的耐腐蚀性能外,还具有良好的抗汽蚀、抗磨损性能,在水轮机及大型水泵中有广泛应用[2]。超低碳马氏体不锈钢从高温奥氏体冷却到室温时转变为低碳马氏体,当冷却速度较大时,有一定淬硬倾向。1~4#试件焊缝区微观金相如图6所示。
4个试件的焊缝区都由粗大柱状晶状的低碳马氏体以及少量铁素体组成。随着预热温度的升高,晶粒越粗大。这是因为预热温度的提高使得冷却速度减缓,熔池在高温停留的时间较长,焊缝柱状晶在凝固前有足够的时间生长[3]。
1~4#试件热影响区微观金相如图7所示。
4个试件的粗晶区都由低碳马氏体组成。可以看出,随着预热温度的升高,晶粒越粗大。由于母材含碳量高于焊材,所以随着预热温度升高,试件在高温停留时间越长,母材中的C元素有足够的时间过渡到焊缝中,导致较高预热温度的试件热影响区
含碳量较低。1#试件有一定淬硬马氏体倾向,所以相比于进行了预热处理的试件硬度稍高。

图6 1~4#试件焊缝区
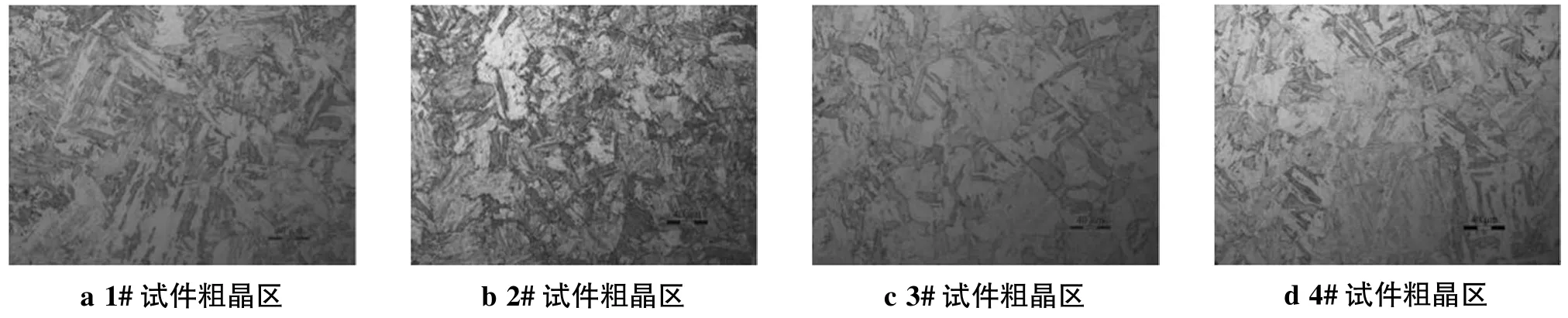
图7 1~4#试件粗晶区微观金相
对比同一个试件的焊缝和粗晶区,焊缝含碳量普遍高于热影响区,导致焊缝硬度较热影响区较高。
4 结论
(1)厚板04Cr13Ni5Mo不锈钢不预热时有一定淬硬倾向,堆焊前需要进行预热。
(2)不同预热温度下堆焊焊缝区域组织均为低碳马氏体和少量铁素体,热影响区为低碳马氏体,不预热条件下堆焊接头硬度值最高。
(3)焊前预热温度越高,接头的微观组织有所长大。
[1]王东恒.铁素体不锈钢复合板焊接工艺实践[J].河南科技,2014(4):127-128.
[2]徐玉君.00Cr13Ni5Mo马氏体不锈钢焊接材料及焊接工艺方法的研究[D].北京:机械科学研究总院,2007.
[3]周振丰.焊接冶金学(金属焊接性)(第一版)[M].北京:机械工业出版社,2005.
[4]周友龙.水电厂过流部件抗磨表面修复过程中不锈钢堆焊技术研究报告[R],2015.
Page 70
及图8a的电感小,但安装方便简单。因此,客户可以根据具体的应用情况选择合适的结构及安装方式,也可以根据具体情况自行设计。
3 结论
综上所述,英飞凌全新Advantage系列34 mm IGBT模块针对逆变焊机的应用特点进行了优化设计,为客户提供最佳的产品性能及高可靠性,并提供与国产模块相媲美的价格,受到各知名焊机客户的青睐,并通过了其严苛测试,相继进入量产阶段。
The horizontal position overlay weld technology of 04Cr13Ni5Mo
HUANG Qingchun1,WANG Zhaofeng1,YU Jiangtao1,GAO Yuanli1,MA Yuanjiang1,ZHOU Youlong2,LIAO Qi2
(1.State Grid Power Company in Sichuan Yingxiu Bay Hydropower Plant,Wenchuan 623003,China;2.Materials Science and Engineering,Southwest Jiaotong University,Chengdu 610031,China)
Because of good corrosion resistance,04Cr13Ni5Mo martensitic stainless steel is often used to manufacture turbine flow parts.After long time use,the surface of the turbine is often damaged.Horizontal position welding method usually is used.But without correct guidance,cracks often appear in the actual repairing process.In order to reduce the cracking tendency,preheating temperature is changed,the hardness and microstructure are studied.The results show that without preheating 04Cr13Ni5Mo martensitic stainless steel has a hardened tendency,proper-temperature preheating is needed before welding.With higher preheating temperature,the grain size becomes higher,the tendency of cracking is induced.At different preheating temperature,low carbon martensite and a small amount of ferrite are found in welding zone,and low carbon martensite appears in the heat affected zone.
04Cr13Ni5Mo;martensitic stainless steel;overlay welding;hydraulic turbine;welding procedure
TG457.11
A
1001-2303(2016)08-0082-04
10.7512/j.issn.1001-2303.2016.08.20
2015-12-02;
2016-02-20
黄庆春(1970—),男,四川都江堰人,焊接技师,主要从事水电行业焊接工程技术和工程管理工作。
