PWT全自动管道焊接DWS.03软件系统
2016-12-06刘勇
刘 勇
(重庆燃气集团股份有限公司,重庆400020)
PWT全自动管道焊接DWS.03软件系统
刘 勇
(重庆燃气集团股份有限公司,重庆400020)
由于管道全位置自动焊接时焊接位置不断变化,焊接自动化难度较高,针对管道自动焊接的特殊性和复杂性,以国外先进的PWT最新的DWS.03焊接系统为研究对象,PWT能从外部焊接从打底到填充的整个焊缝,特别先进的是外部进行根焊。介绍了管道外焊接打底到盖面的焊接工艺,详细分析软件系统如何通过程序设置,实现管道焊接自动化控制。在研究过程中发现该焊接系统能自动焊接高品质环焊缝,但是系统还是可以从焊枪角度和驻留时间不对称设置进行升级,进一步提高外焊机的适用范围。
全自动焊接;编程软件;DWS.03;管道
0 前言
DWS.03全自动焊接系统是由意大利PWT公司生产的CWS.02NRT焊接系统从模拟信号发展到数字信号,并嵌入了美国ITW最新焊接技术发展而成的第三代全自动焊接系统[1-3]。该系统能够实现管道从外部焊接根焊到填充盖面的全部焊接工序。由于管道在焊接过程中集中了横、平、立、仰不同的焊接位置,并且时刻保持着位置变化,焊接过程成形和质量控制非常困难[4-5]。PWT全自动焊接系统实现了管道焊接全工序的自动化瓶颈技术突破,其核心是控制系统软件,通过对管道焊接各类参数的数字编程而实现了管道的全自动焊接。在此通过对该软件系统现场施工和工艺分析,提出了后续改进建议,以求对管道自动焊提供工程实际经验借鉴。
1 PWT系统介绍
DWS.03系统的主要专利设计是可以为管道每一部分设置正确的参数,将管道的半周划分成12个部分,每一部分15°。沿着管道接头每15°参数将会
平稳的改变。在焊接过程中,由于焊接小车上装有角度定位传感系统,小车轨道行走角度的变化反馈到控制系统(HDC)将对应输出不同的设置的焊接参数进行焊接,从而实现了不同位置、不同焊接参数控制的全自动焊接。
PWT对于焊接过程的每一焊接部分,可设置的焊接参数有:焊接速度、送丝速度、摆幅、摆动速度、停留时间、焊接电压、干伸长、焊接电流、电弧长度、电弧控制等参数,如图1所示。

图1 DWS.03编程软件系统参数界面
2 DWS.03软件系统
DWS.03编程软件系统人机交换界面设计良好,用户可友好进行编程设计,操作难度小,根据经验焊工现场观察和多次试验,形成管道自动焊接理想工艺参数。
2.1 焊接工艺选择设定
DWS.03新焊接系统可以进行MIG焊、FCAW焊、RMD焊、PULSE焊,针对不同的焊接方法,程序设置了不同的CHOKE值,用户通过对应的CHOKE值,选择不同的焊接工艺进行施焊。不同焊接工艺对应CHOKE值如表1所示。
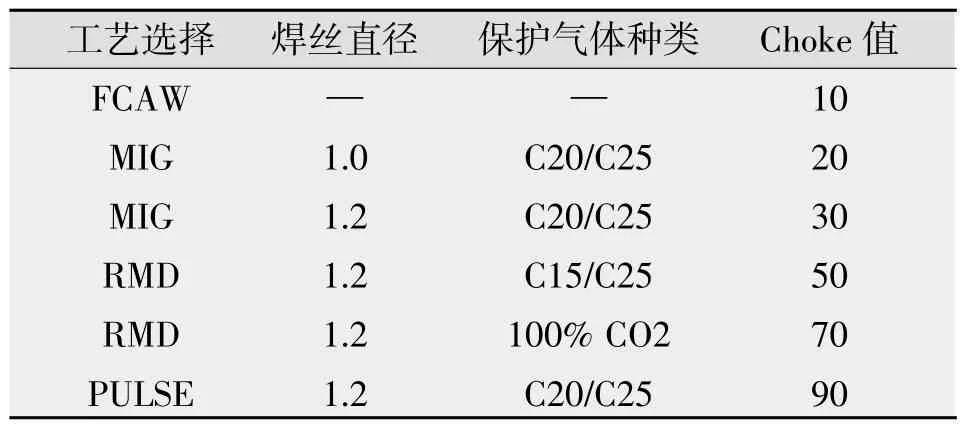
表1 不同焊接工艺对应CHOKE值选择表
DWS.03工艺设置界面如图2所示,根据焊接管道壁厚,设置焊接的层数。从界面左右1到12可以设置层数,如5层,就从1设置到5。从界面上下依次是各焊接参数的层数设置,在底部CHOKEPROCESS栏目中,从左到右依次按表1选择不同焊接层的CHOKE值,从而对不同焊接层选择了不同的焊接工艺。在GAS栏目中,对不同焊接层选择保护气体的种类。
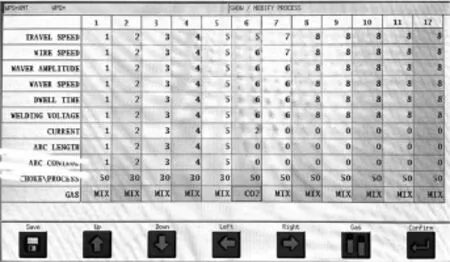
图2 DWS.03编程软件系统焊接工艺设置界面
2.2 焊接速度设置
进入TRAVEL SPEED单元,进行焊接速度设置,焊接速度为焊接小车(机头)的行走速度。最大设置可设置160 cm/min,如图3所示。

图3 DWS.03编程软件系统焊接速度设置界面
从界面左右1~8可以依次设置从根焊到填充到盖面的各焊接层的焊接速度,从上下0°~165°可以设置在管道不同的焊接位置(焊接角度)对应的焊接速度。
设置完成后可以对该参数进行模拟图标直观演示,便于编程人员直观的观察各类参数的变化,从而修改不合适的参数。编程软件系统焊接速度模拟显示界面如图4所示。
2.3 送丝速度设置
送丝速度是焊接小车焊枪中焊丝送进速度,可以最大设置16 m/min,在编制的过程中与焊接速度一致。
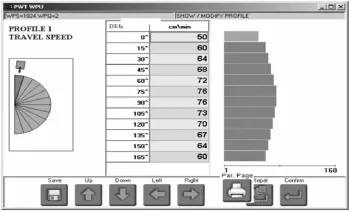
图4 DWS.03编程软件系统焊接速度模拟显示界面
2.4 摆动参数设置
PWT焊接摆动参数有摆动速度、摆动幅度、边缘驻留时间三个参数,机头设计时采用摇摆的方式进行摆动,加上坡口两边做片刻的停留,这种焊接小车的直线运动加焊枪摇摆以及坡口驻留时间的运动合成轨迹恰是手工焊接的月牙形摆动,使得PWT焊接系统在摆动控制上更类似于人工焊接,比横摆的的系统设置更好,焊接后质量,破口两边的熔合以及外观的成形都得到了良好的保证。
摆动速度:是焊接时焊枪的摆动速度,可提供0~3.2 m/min进行设置。
摆动幅度:是根据坡口设计宽度而在焊接时焊枪的摆动宽度,可提供0~32 mm进行设置。
停留时间:在坡口边缘焊枪的停留时间,系统最大停留时间可以设置3.2 s。通过设置侧壁停留时间,可防止焊缝底部产生成形尖角,提高盖面成形质量,降低咬边,减少层间未熔合。
上述三个参数的设置与焊接速度设置方式一致。
2.5 焊接电压设置
焊接电压:此参数最大可以设置35 V。焊接电压是一个焊工经验的重要参数,此参数设置不好极易出现气孔。参数的设置与焊接速度设置方式一致。
2.6 干伸长和焊接电流
焊接电流在3.0系统中,焊接电流在“stick out”(干伸长)设置为自动时可以设置此电流,而在半自动过程中,干伸长由焊工根据经验随时可调,电流根据焊接速度自动匹配。一般设置stick out时为手动调节,因此此参数可以不设置。在干伸长自动模式中,焊接电流最大可以设置为400 A。
2.7 电弧长度和电弧控制
在新系统中,由于使用了Miller PipePro XC400焊机,该焊机特有的RMD以及脉冲焊接技术都溶入到全自动焊接系统中,因此增加电弧长度和电弧控制参数设置。这两个参数对电弧的穿透能力、电弧的离散程度、宽窄进行微调。
电弧长度在用RMD打底时设置的参数,是对电压的微调,在打底时设置该参数可以改变电弧的穿透能力,如烧穿可以适当调低该参数。电弧控制在MIG焊盖面焊接时,适当调低由于电弧宽度降低可以改变铁水的流动性,利于盖面仰焊表面成形质量。
电弧长度和电弧控制的设置方法与焊接电流一致。
3 结论
PWT焊接编程系统具有良好人机交互界面,设置简单,只需要对应输入相应焊接管道直接、焊丝直径、以及焊接每层对应角度的参数即可完成。通过大量现场调试和工艺试验,不断完善现有工艺参数数据库。
结合系统使用过程中积累的工程经验,该系统程序在升级改造时,可进一步进行以下方面改进。
(1)PWT摆动参数可以增加焊枪角度参数设置。
PWT在焊接过程中,焊枪始终是垂直于焊道的,焊枪角度90°是一直不变的。而在焊接过程中,尤其是在3.5~5点位置,焊枪的角度如果适当倾斜,效果会更好,可以在程序中增加焊接角度设置。
(2)增加驻留时间不对称设置。
驻留时间参数设置时,系统中没有考虑斜管道,如45°焊接。由于重力作用管道角度变化使焊缝铁水是偏向于底部,需要在顶部的时间设置多一点,即两边的停留时间不一致。PWT作为管道外焊机,在山地焊接这种情况较多,可以根据管道角度传感识别管道角度而选择对应程序的不对等驻留时间,从而进一步提高外观成型质量,提高设备焊接适用范围。
[1]高泽涛,隋永莉,黄福祥.意大利PWT-CWS.02NRT管道焊接专机的应用[J].焊接技术,2002,31(12):10-11.
[2]吴迪,衣红兵,孟令宝.PWT外自动根焊工艺的应用[J].石油工程建设,2004(6):22-24.
[3]尹长华,高泽涛,薛振奎.长输管道安装焊接方法现状及展望[J].电焊机,2013,43(5):134-141.
[4]吴立斌.PWT-CWS.02NRT打底与RMS填盖焊接技术[J].电焊机,2004,34(10):52-56.
[5]陈建平,冯柏军,葛新东.CWS.02NRT全自动焊机长输管道根焊工艺及操作技术[J].电焊机,2014,44(9):137-139.
DWS.03 software system of PWT pipeline automatic welding equipment
LIU Yong
(Chongqing Gas Group Co.,Ltd.,Chongqing 400020,China)
Pipe automatic welding is very difficult because of the continuous change of the welding position.In view of the particularity and complexity of pipeline automatic welding,based on the overseas advanced PWT latest DWS.03 welding system as the research object,on the outside of pipe,PWT can weld whole weld from root pass to cap pass,especially weld root pass also from outside of pipe,so PWT welding equipment is very advanced.This paper systematically introduces the PWT welding process from root pass to cap pass,and details how can the system software achieve automatic control pipe welding by program settings.During the study have found that although the welding system is capable of welding high-quality circumferential weld,but the system can still be upgraded from increase gun angle and asymmetrical dwell time setting to further enhance the scope of application of the equipment.
automatic welding;programming software;DWS.03;pipeline
TG409
A
1001-2303(2016)08-0030-03
10.7512/j.issn.1001-2303.2016.08.07
2015-12-02;
2016-02-20
刘勇(1984—),男,工程师,学士,主要从事管道焊接、工程技术质量安全管理工作。
